
Die Qualität des Schnittholzs hängt von den Eigenschaften von Rundholz, genauer aus der Anwesenheit von Laster ab.

Von den Anzeichen von Rundholz, das heißt, hängt die Qualität des Schnittholzs von der Anwesenheit von Mängeln ab.
In der regulatorischen Dokumentation beträgt die Defekte mehr als 80, aber die Materialien werden jedoch von nur 10 Arten von Mängeln (Zeichen) bestimmt.
Bevor Sie sich vor dem Umgang mit der Sortierung von Sawn-Holz befassen, sollten Sie verstehen, welche Anzeichen von Rundwald diesen Prozess beeinflussen.
Auf Sorten des runden Waldes und des Schnittholzs
Zunächst abgerundet, je nach Baumstruktur, teilen Sie sich in zwei Gruppen an: Nadellos und Laubwechseln. Der nächste Schritt ist die Dicke der Dicke. Für beide Gruppen von Holzgruppen werden drei Typen bereitgestellt: klein, mittel und groß.
Durch die Art der Verarbeitung ist die Rundung in vier Gruppen unterteilt. Es kann sein:
- Verwenden Sie in einer Runde.
- Verwandeln sich in hölzerne Boden oder recyceln Sie auf Cellulose.
- Verwandeln Sie sich in ein Furnier, indem Sie sich vorstellbar machen oder planen.
- Verwandle in das Holz.
Holz ist in vier Sorten unterteilt:
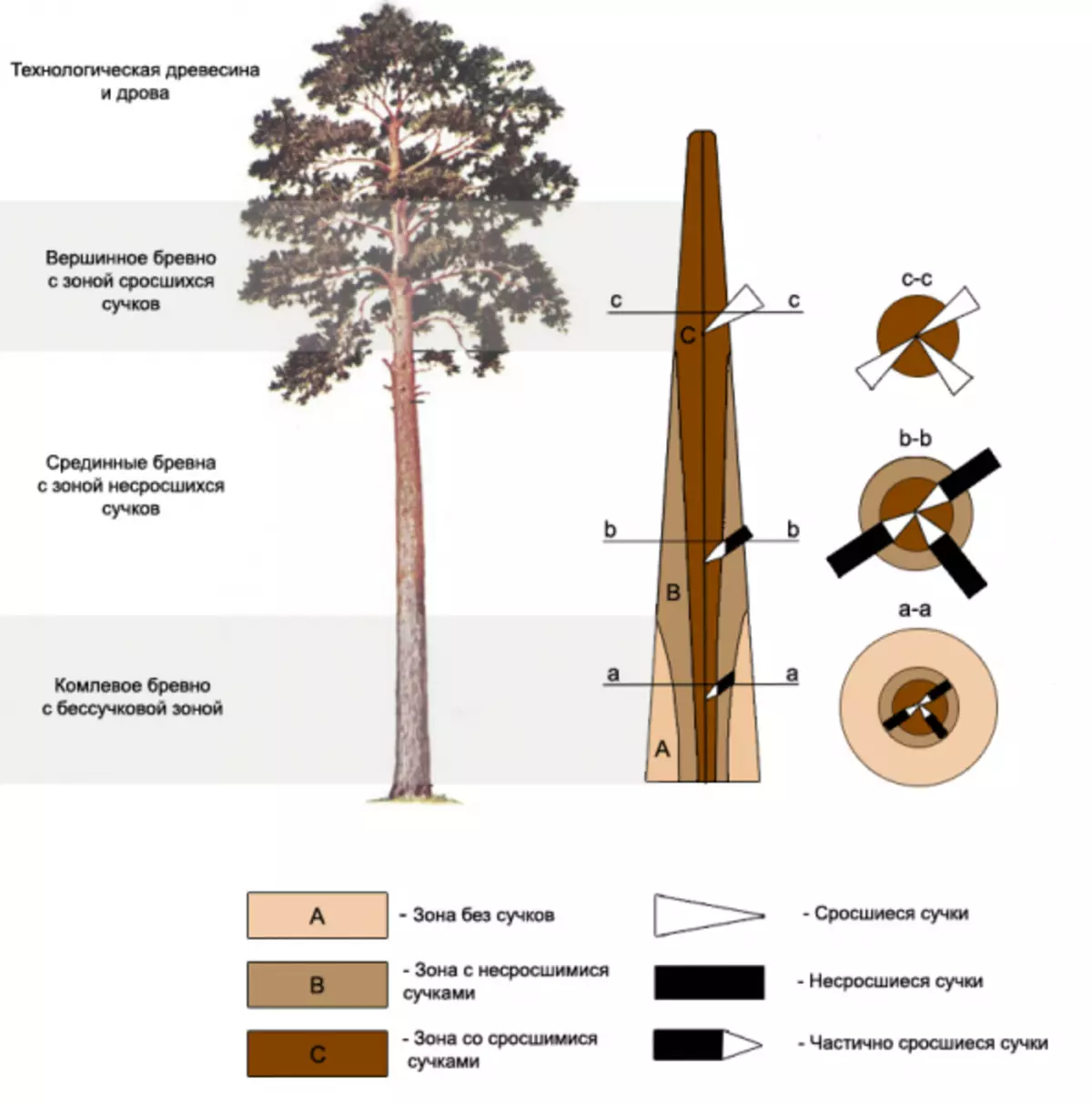
Bild 1. Schema von Peitschenknöpfen.
- 1 Klasse wird aus einem Kompensateil eines Protokolls erhalten, in dem es praktisch keine Schlampe gibt;
- 2 Grads werden aus einem Comlek und einem mittleren Teil erhalten, der eine kleine Menge Hündin aufweist;
- 3 und 4 Grads können aus einem beliebigen Teil des Protokolls erhalten werden;
- Die höchste, ausgewählte Sorte wird in einer separaten Kategorie hervorgehoben.
Die Sorte im Prozess des Sortiers Sawn Timber wird bestimmt von:
- für den Brett - für die schlimmste Seite oder Kante;
- Für eine Bar oder eine Bar - für die schlimmste Seite.
Aus welchem Teil der Wirbelsäulenpeitsche, deren Holzvielfalt erhalten werden kann, kann in dem Bild 1 verständlich sein.
Die Hauptanzeichnungen der Festung sind folgende:
- Knoten;
- Pilzmalerei und Rot;
- Chemische Farbe;
- Spuren von Insekten übrig;
- Cracking und Verformung;
- Folgen der Beeinträchtigung der Form des Kofferraums;
- Mängel der Holzstruktur;
- Wunden;
- Natürliche (normale) Holzablagerungen;
- Bearbeitungsfehler und Transportschäden.
Artikel zum Thema: Bezeichnung von Buchsen und Schalter auf Bauteilen und Schemata
Im Folgenden zum Sortieren von Holz dürfen jede Sorte den spezifischen Anforderungen an das Fehlen von Mängeln eingehalten werden. Wir zeigen nur die Anforderungen an Schlampen und Risse an.
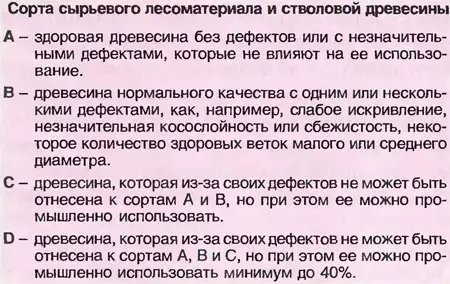
Tabelle von Noten von Rohmaterial und Stammholz.
Selektive Note. Keine Laster, außer der Schlampe, sind nicht erlaubt. Dumps können nicht mehr als 2 pro 1 m lang sein. Teile der Schlampe sind an den Rippen der Platine erlaubt, deren Größe 20% des Durchmessers nicht überschreitet.
- 1 Klasse. Es sollte keine Hündin geben, deren Durchmesser 10 mm übersteigt, Schlampe, die jederzeit auseinanderfallen kann, und die Vertiefungen, die von der bereits abgestürzten Schlampe bleiben. Die Gesamtlänge der Risse (nicht kreuzweise) darf keine Viertel der Materiallänge nicht überschreiten.
- 2 Klasse. Es sollte keine Dropdown-Schlampe und eine gesunde Hündin geben, deren Durchmesser von Wen 20 mm übersteigt. Die Gesamtlänge der Risse (nicht durch) sollte das Drittel der Materiallänge nicht überschreiten.
- 3 Sorten. Fast alle Laster sind erlaubt.
- 4 Sorten. Laster sind nicht für ein bestimmtes Produkt, sondern um 1 m3 des Materials definiert.
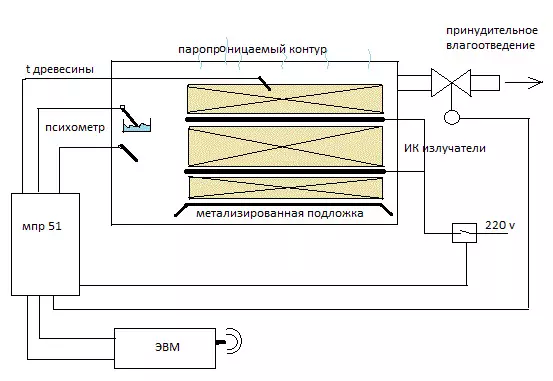
Automatisierung des technologischen Prozesses des Sägens
Bevor Sie den Sortierungsprozess in Betracht ziehen, ist es ratsam, seinen Platz in der Kette des automatisierten Kontrollsystems (ACS) der Holzverarbeitung in dem Unternehmen festzulegen, das heißt, Protokollbewegungen von der Eingabe des Unternehmens in fertige Produkte. So sieht diese Reihenfolge aus.
Baum-Trunk-Diagramm.
- Das ankommende Material (Protokolle) Register. Dies kann manuell oder mit einer automatischen Annahmeleitung erfolgen.
- Fantasie und Sägen zum Beispiel auf den Brettern.
- Rohe Sortierplatinen mithilfe einer lokalen Zeile.
- Fütterungskarten an spezielle Maschinen, die einen Stapel in den Trockengeschäft bilden.
- Trocknungsbretter und ihre Bewegung in Stapeln innerhalb des Trockengeschäfts.
- Fütterungskarten auf einer trockenen Sortierung.
Als nächstes wird die Bildung von Paketen gemäß den Ergebnissen der Sortierung durchgeführt.
Es stellt sich heraus, dass die Verteilung von Holz in Sorten nach dem Sägen des Protokolls beginnt, dh von demselben Runder kann man ein anderes Material in der Qualität erhalten, was die trockene Sortierlinie macht. In der technologischen Kette befindet sich die Sortierlinie nach dem Trocknen.
Artikel zum Thema: Flüssigtapete. Vorteil und Nachteile der flüssigen Tapete
Ein solcher Ort des lokalen Subsystems der Sawasonry-Sortierung in der ACS-technologischen Kette ermöglicht es Ihnen, die Schlampenabfälle nach dem Trocknen und negativ auf die anderen Mängel zu ermitteln.
Automatisierung des Prozesses zum Sortieren von Schnittholz
Bei der Herstellung des Brettes wird die Sortierung zweimal durchgeführt: zum Trocknen und danach.
Bei der Bereitstellung auf das Trocknen werden ein teilweises Trimmen von Bretter zur Beseitigung von Laster an ihren Enden durchgeführt. Die Boards werden von Baumsteinen und in der Größe der Querschnitte sortiert. Nach dem Trocknen werden sie in der Qualität sortiert und in der letzten Stufe in der Länge durchgeführt.
Die Division in der Größe der Querschnitte ist für die Bildung homogener Trocknungspakete erforderlich, die durch den entsprechenden Modus und der Trocknungsdauer ausgewählt werden. Die Dicke und Breite werden überall auf der Platine gemessen, aber nicht näher an 150 mm von ihren Enden. Bei niedrig-Grade-Boards können Pakete nur unter Berücksichtigung ihrer Dicke gebildet werden.
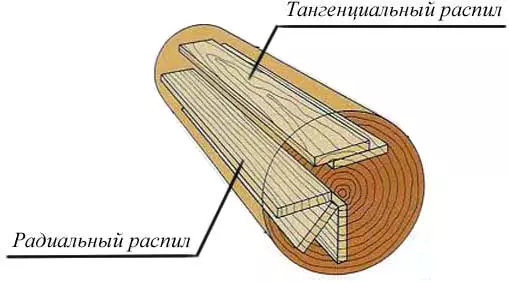
Schema von Sawn Timber.
Zu diesem Zeitpunkt sendet der Leitungsoperator, der die Größendaten erhielt, das Produkt an den entsprechenden Antrieb sendet, in dem die angegebene Anzahl erstellt wird, wonach der Antrieb geöffnet ist und das Material auf dem Förderer auf den Trocknungsworkshop gerichtet ist. Trocknungssäcke werden in der Werkstatt gebildet.
Die Aufteilung des Holzholz-Qualitäts kann vom Controller durchgeführt werden, wenn die Bretter auf den Tramer-Tischen in der Sägeworkshops auftreten. An den Tabellen mehr als 7-8 Karten pro Minute kann der Controller jedoch nicht sortieren.
Die Hauptteilung wird an Transportförderern durchgeführt. Die Steuerung erfolgt von mehreren Betriebsregler. Sie befinden sich sequentiell entlang des Förderers und ändern manuell die Bewegungsrichtung der Platinen an den entsprechenden Antrieb.
Diese Methode erfolgt nicht nur nicht nur nicht automatisch, sondern es ist nicht möglich, es anzurufen.
Über die Automatisierung des Prozesses kann gesagt werden, wenn sich die Platine während der Förderbewegung entfaltet, so dass der Bediener die Möglichkeit hat, die Platine von allen Seiten zu inspizieren und zu entscheiden, auf welche Klasse zuzurechnen, das an das entsprechende Laufwerk zuzielen. Dazu gibt es auf dem Förderer ein Chiber, das er kontrolliert.
Artikel zum Thema: Wir führen den Balkon-Finish richtig aus: Grundregeln
Der Betreiber kann nach seinem Ermessen die Arten von Boards ändern. Manchmal passiert es, dass der Board unter Berücksichtigung der gesamten Länge der dritten Klasse entspricht. Es gibt jedoch ein Diagramm ausreichender Länge, in dem die Anzahl der Mängel den Anforderungen einer höheren Klasse erfüllt.
Es ist klar, dass diese Divisionsmethode in Sorten infektiv ist und nur für die Produktion mit einem kleinen Produktvolumen geeignet ist. Für große Sägewerksunternehmen ist es wirtschaftlich vorteilhaft, automatische Linien zu erstellen.