
La kvalito de severa ligno dependas de la propraĵoj de ronda ligno, pli precize, de la ĉeesto de malvirtoj.

El la signoj de ronda ligno, tio estas, la kvalito de severa ligno dependas de la ĉeesto de difektoj.
En la reguliga dokumentaro, la difektoj estas pli ol 80, sed la specoj de materialoj estas determinitaj per nur 10 specoj de difektoj (signoj).
Tial, antaŭ ol trakti la ordigon de senada ligno, vi devas kompreni, kiuj signoj de ronda arbaro influas ĉi tiun procezon.
Pri variaĵoj de ronda arbaro kaj senigita ligno
Komence rondeta, depende de la arbo de ligno, dividu en du grupojn: koniferoj kaj deciduaj. La sekva paŝo estas la divido de dikeco. Por ambaŭ grupoj de ligno en dikeco, tri specoj estas provizitaj: malgrandaj, mezaj kaj grandaj.
Laŭ speco de prilaborado, rondigo estas dividita en kvar grupojn. Ĝi povas esti:
- Uzu en rondo.
- Transformiĝi en lignan grundon aŭ recikligi sur celulozo.
- Turnu vin al fantazio per imago aŭ planado.
- Igi lignon.
Lumber estas dividita en kvar variaĵojn:
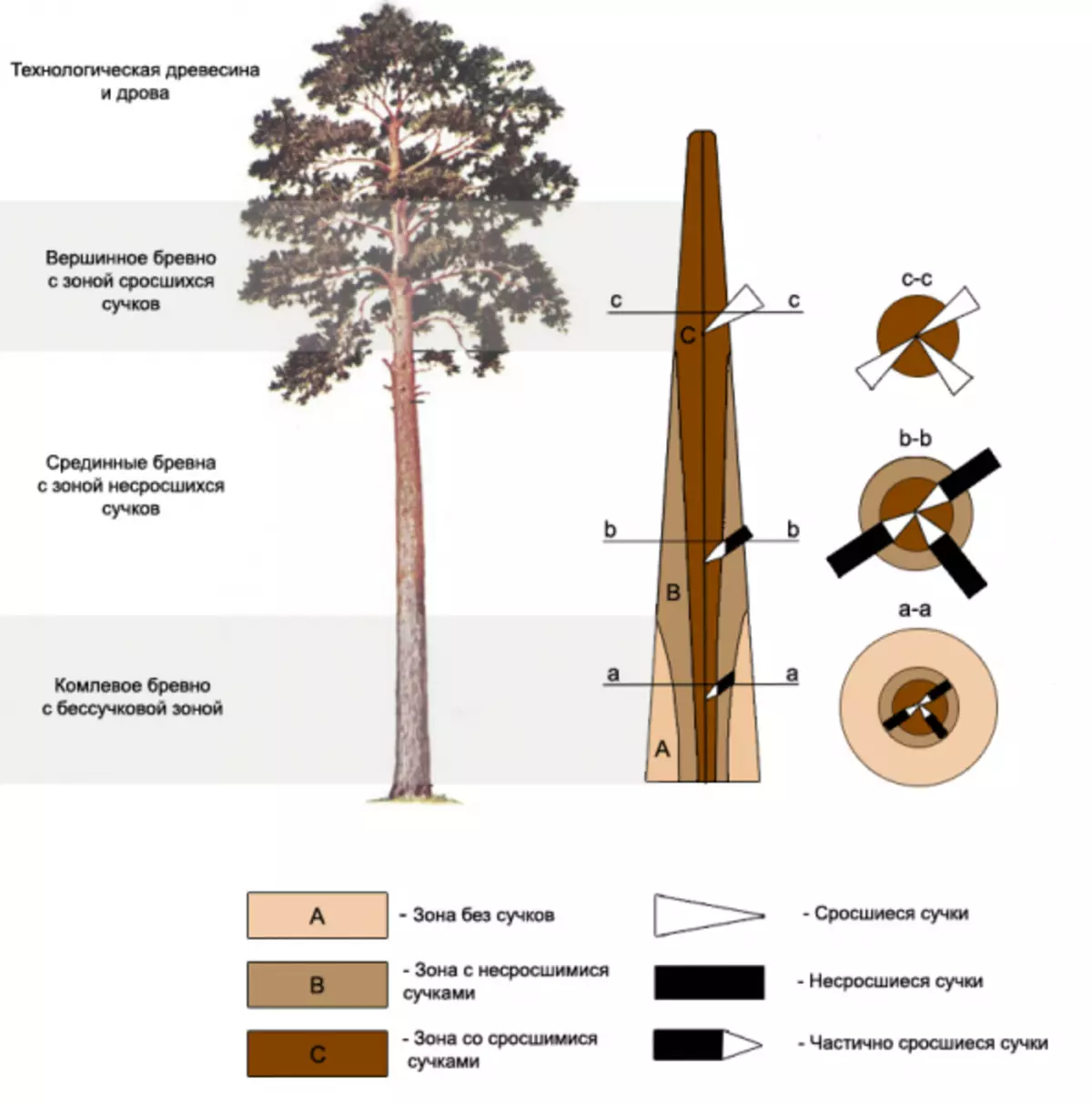
Bildo 1. Skemo de kalkanumoj de vipoj.
- 1 grado akiras de kompunkta parto de ŝtipo, en kiu preskaŭ ne estas hundino;
- 2 Gradoj akiras de comlek kaj meza parto havanta malgrandan kvanton da putino;
- 3 kaj 4 gratifikoj povas esti ricevitaj de iu ajn parto de la ŝtipo;
- La plej alta, elektita vario estas reliefigita en aparta kategorio.
La vario en la procezo de ordiga saĝa ligno estas determinita de:
- por la estraro - por la plej malbona flanko aŭ rando;
- Por trinkejo aŭ stango - por la plej malbona flanko.
De kiu parto de la spina vipo, kiun la ligna vario povas esti ricevita, komprenebla en la bildo 1.
La ĉefaj signoj de fortikaĵo estas la sekvaj:
- nodoj;
- Mushroom-pentraĵo kaj putra;
- Kemia koloro;
- spuroj lasitaj de insektoj;
- krakado kaj malformigado;
- konsekvencoj de la difekto de la formo de la trunko;
- difektoj de ligna strukturo;
- Vundoj;
- Naturaj (normalaj) lignaj deponaĵoj;
- Prilabori difektojn kaj transporti damaĝon.
Artikolo pri la temo: Nomado de bazoj kaj ŝaltiloj pri konstruaj desegnoj kaj skemoj
En la procezo de ordigado de ligno kiel rezulto, ĉiu vario devas obei specifajn postulojn por la foresto de difektoj. Ni indikas nur la postulojn por hundino kaj fendoj.
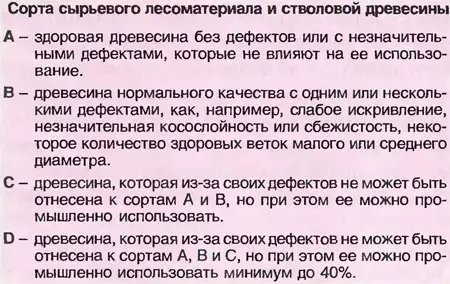
Tabelo de notoj de kruda materialo kaj tigo ligno.
Selektema grado. Neniuj malvirtoj, krom hundino, ne estas permesitaj. Forĵetaĵoj ne povas esti pli ol 2 po 1 m longo. Partoj de la putino estas permesitaj sur la ripoj de la tabulo, kies grandeco ne superas 20% de ĝia diametro.
- 1 grado. Devus ekzisti neniu hundino, kies diametro superas 10 mm, hundino, kiu povas disfaliĝi iam ajn, kaj la depresioj restantaj de la jam faligita hundino. La tuta longo de fendoj (ne-krucaj) ne devus superi kvaronon de la materiala longo.
- 2 grado. Ne devus esti ne-falda hundino kaj sana hundino, kies diametro superas 20 mm. La tuta longo de fendoj (ne tra) ne devus superi la trionon de la materiala longo.
- 3 gradoj. Preskaŭ ĉiuj malvirtoj estas permesitaj.
- 4 gradoj. Malvirtoj estas difinitaj ne por specifa produkto, sed per 1 M3 de la materialo.
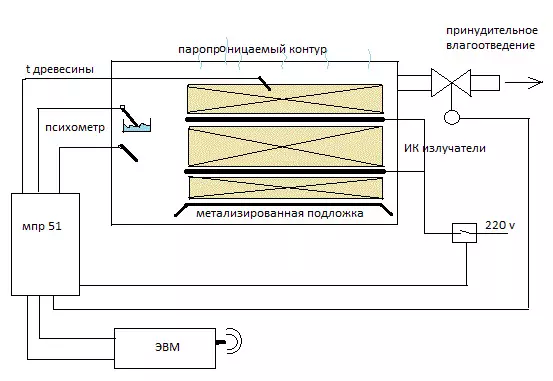
Aŭtomatigo de la Teknologia Procezo de Sawing
Antaŭ konsideri la ordigadon, estas konvene establi sian lokon en la aŭtomata sistemo de kontrolo (ACS) ĉeno de prilaborado de ligno en la entrepreno, te, tegmentaj movadoj eniri la entreprenon al finitaj produktoj. Jen kiel aspektas ĉi tiu sekvenco.
Arbo-trunka diagramo.
- La venonta materialo (ŝtipoj) registras. Ĉi tio povas esti farita permane aŭ uzante aŭtomatan akceptan linion.
- Fantazio kaj segilo, ekzemple, sur la tabuloj.
- Krudaj ordigaj tabuloj per loka linio.
- Nutranta tabuloj al specialaj maŝinoj, kiuj formas stakon plu en la sekigadon.
- Sekigante tabulojn kaj ilian movadon en stakoj ene de la sekiganta butiko.
- Manĝanta tabuloj sur seka linio.
Poste, la formado de pakoj estas plenumita laŭ la rezultoj de la ordigado.
Rezultas, ke la distribuado de ligno en variaĵoj komenciĝas post sekigi la ŝtipon, tio estas, de la sama pli ronda, vi povas ricevi malsaman materialon en kvalito, kiu faras la sekan varan linion. En la teknologia ĉeno, la varo linio situas post sekigita.
Artikolo pri la temo: likva fonbildo. Avantaĝo kaj malavantaĝoj de likva tapeto
Tia loko de la loka subsistemo de segmenteca ordigo en la teknologia ĉeno ACS permesas al vi identigi la hundiĉajn gutojn faligi post sekigi kaj negativaj la aliaj difektoj.
Aŭtomatigo de la procezo de ordigado de senada ligno
En la procezo de fabrikado de la tabulo, la ordigo estas farita dufoje: al sekigado kaj post ĝi.
Kiam vi preparas sin por sekigado, parta garnizono de tabuloj por forigi malvirtojn ĉe iliaj finoj estas plenumataj. La tabuloj estas ordigitaj per arbaj rokoj kaj en la grandeco de transversaj sekcioj. Post sekigado, ili estas ordigitaj laŭ kvalito kaj en la lasta etapo estas plenumataj.
La divido en la grandeco de la transversaj sekcioj estas necesa por la formado de homogenaj sekigaj pakoj, kiuj estas elektitaj de la responda reĝimo kaj sekiganta daŭro. La dikeco kaj larĝo estas mezuritaj ie sur la tabulo, sed ne pli proksime al 150 mm de ĝiaj finoj. Por malalt-gradaj tabuloj, pakoj nur povas formiĝi konsiderante ilian dikecon.
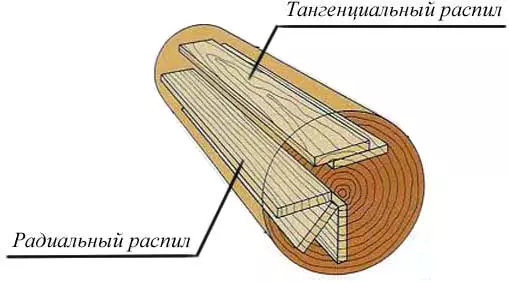
Skemo de severa ligno.
En ĉi tiu stadio, la linio-operatoro, ricevinte la grandecon de grandeco, sendas la produkton al la konvena disko, en kiu la specifita nombro estas kreita, post kiu la disko estas malfermita kaj la materialo sur la transportilo estas direktita al la sekiga laborejo. Sekigante sakojn formiĝas en la metiejo.
La divido de ligno en kvalito povas esti efektivigita de la regilo kiam la tabuloj sur la trameraj tabloj en la sega laborejo. Tamen, sur la tabloj pli ol 7-8 tabuloj por minuto la regilo ne povos ordigi.
La ĉefa divido estas farita sur transportaj transportiloj. Kontrolo estas efektivigita de pluraj operaciaj regiloj. Ili situas sinsekve laŭ la transportilo kaj mane ŝanĝas la direkton de movado de la tabuloj al la konvena disko.
Ĉi tiu metodo ne estas nur ne nur de aŭtomata, sed ankaŭ estas neeble nomi ĝin.
Pri la aŭtomatigo de la procezo povas esti dirita se la estraro disvolviĝas dum la transportadora movado tiel ke la operatoro havas la ŝancon inspekti la tabulon de ĉiuj flankoj kaj, decidi al kiu klaso estu atribuita al, sendu ĝin al la konvena disko. Por fari tion, sur la transportilo estas Chiber, kiun li regas.
Artikolo pri la temo: Ni efektivigas la balkonan finon ĝuste: bazaj reguloj
La operatoro povas je ĝia bontrovo ŝanĝi la specojn de tabuloj. Foje okazas, ke konsiderante la tutan longon, la tabulo respondas al la tria klaso. Sed estas intrigo de sufiĉa longo, en kiu la nombro de difektoj renkontas la postulojn de pli alta klaso.
Estas klare, ke ĉi tiu metodo de divido en variaĵoj estas senffekta kaj taŭgas nur por produktado kun malgranda volumo de produktoj. Por grandaj segilaj entreprenoj, ĝi estas ekonomie avantaĝa por krei aŭtomatajn liniojn.