
Saematerjali kvaliteet sõltub ümmarguse puidu omadustest, täpsemalt, vices'i esinemisest.

Ümmarguse puidu märketest sõltub saematerjali kvaliteet defektide olemasolust.
Reguleerimisdokumentatsioonis on defektid üle 80, kuid materjalide liigid määravad ainult 10 liiki vigu (märgid).
Seega, enne saematerjali sorteerimise tegemist, peaksite mõistma, millised ümmarguse metsa märgid seda protsessi mõjutavad.
Ümmarguse metsa ja saematerjali sortide kohta
Esialgu ümardatud, sõltuvalt puidust puust, jagage kaheks rühmaks: okas- ja lehthäired. Järgmine samm on paksuse jaotus. Mõlema puidugrupi paksuse puhul pakutakse välja kolm tüüpi: väike, keskmine ja suur.
Töötlemise tüübi järgi jagatakse ümardamine nelja rühma. See võib olla:
- Kasutage ringi.
- Muuta tselluloosile puidust maapinnaks või ringlussevõtuks.
- Pöörake kujutlusvõime või planeerimise teel spooni.
- Muutuda saematerjaliks.
Saematerjal on jagatud nelja sordi:
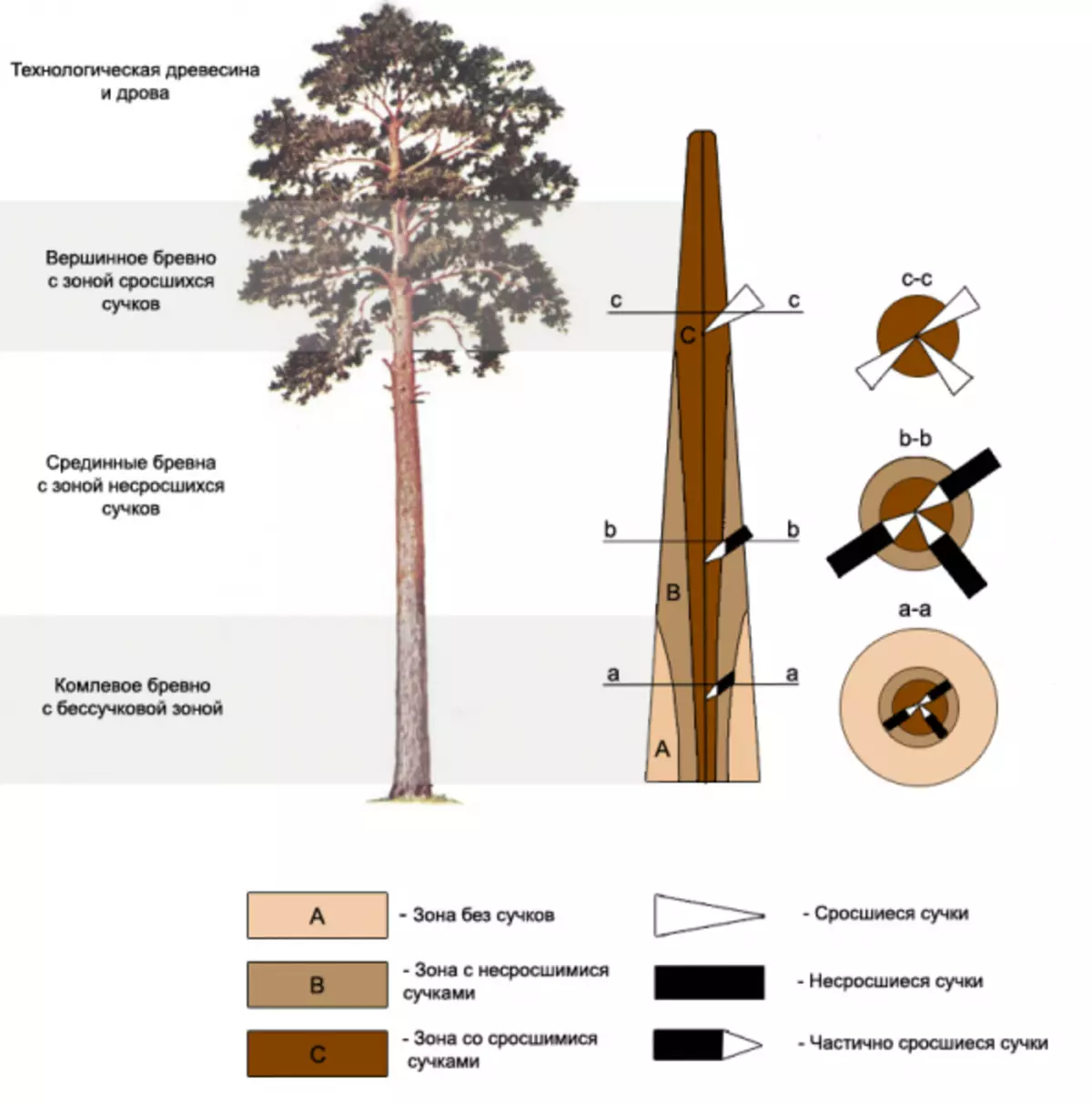
Pilt 1. Piskiide kakade skeem.
- 1 hinne saadakse koostamise osast logi osast, kus on praktiliselt lits;
- 2 grade saadakse Commeki ja mediaanosast väikese koguse lits;
- 3 ja 4 gradidust saab saada mis tahes osast logi osast;
- Kõrgeim valitud sort on esile tõstetud eraldi kategooriasse.
Sordi sorteerimise protsessi sorteerimise sordi määrab:
- Juhatuse jaoks - halvima külje või serva jaoks;
- Baari või baari jaoks - halvima külje jaoks.
Millest osa seljaaju piitsast, mida saematerjali sort saab, arusaadav pildis 1.
Põhitunnuste märgid on järgmised:
- sõlme;
- Seene maalimine ja mädanemine;
- Keemiline värv;
- putukate jäänud jäljed;
- pragunemine ja deformatsioon;
- pagasiruumi kuju väärtuse languse tagajärjed;
- puidu struktuuri puudused;
- haavad;
- Looduslikud (normaalsed) puidust hoiused;
- Töötlemise defektid ja transpordi kahjustusi.
Artikkel teemal: Pistikute määramine ja ehitusjooniste ja skeemide vahetamine
Selle tulemusena sorteerimise protsessis peab iga sort vastama vigade puudumise erinõuetele. Me näitame ainult libu ja pragude nõudeid.
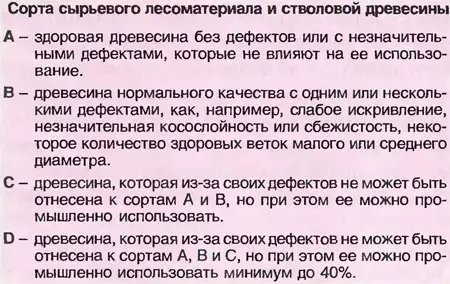
Tooraine ja tüvipuidust klasside tabel.
Valikuline hinne. Ükski vices, välja arvatud lits, ei ole lubatud. Prügimäed ei tohi olla rohkem kui 2 per 1 m pikkust. Osade lits on lubatud ribid laual, mille suurus ei ületa 20% selle läbimõõdust.
- 1 hinne. Ei tohiks olla lits, mille läbimõõt ületab 10 mm, lits, mis võib igal ajal laguneda ja juba langenud lits jäänud depressioonid. Pragude kogupikkus (mitte risti) ei tohiks ületada veerand materjali pikkusest.
- 2 klassi. Ei tohiks olla rippmenüü ja terve emane, mille läbimõõt ületab 20 mm. Pragude kogupikkus (mitte läbi) ei tohiks ületada materjali pikkuse kolmandikku.
- 3 klassid. Peaaegu kõik aknad on lubatud.
- 4 klassid. Vices ei ole konkreetse toote jaoks määratletud, vaid 1 m3 materjaliga.
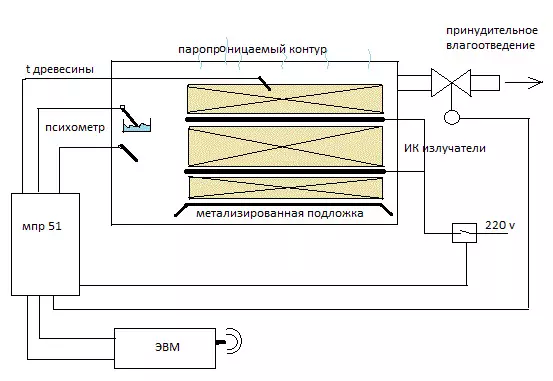
Saagimise tehnoloogilise protsessi automaatika
Enne sorteerimisprotsessi kaalumist on soovitatav luua oma koht automatiseeritud juhtimissüsteemi (ACS) puidutöötlemise ahelas ettevõttes, see tähendab, et logi liikumised sisenevad ettevõttesse valmistoodetesse. See näeb välja see järjestus.
Puu pagasiruumi diagramm.
- Sissetuleva materjali (logs) register. Seda saab teha käsitsi või automaatse aktsepteerimisliini abil.
- Fantaasia ja saagimine, näiteks laual.
- Toorsaaduste sorteerimislauad, kasutades kohalikku rida.
- Söötmine plaadid spetsiaalsetele masinatele, mis moodustavad käepideme küljele virna.
- Kuivatusplaadid ja nende liikumine kuivamispositsiooni korstnates.
- Toitplaadid kuiva sorteerimisliinil.
Seejärel viiakse pakendite moodustamine läbi vastavalt sorteerimise tulemustele.
Tuleb välja, et saematerjali levitamine sortides algab pärast logi saagimist, see tähendab, et samast rouranderist saate kvaliteetse materjali kvaliteeti, mis muudab kuiv sortimisliini. Tehnoloogilises ahelas asub pärast kuivatamist sorteerimisliini.
Artikkel teemal: vedela taustapilt. Vedeliku taustapildi eelised ja puudused
Selline koht kohaliku allsüsteemi SAWMASONRY Sorteerimine ACS tehnoloogilises ahelas võimaldab teil tuvastada lits langeb maha pärast kuivatamist ja negatiivseid teisi vigu.
Saematerjali sorteerimise protsessi automaatika
Juhatuse tootmise protsessis teostatakse sortimine kaks korda: kuivatamiseks ja pärast seda.
Kuivatamise ettevalmistamisel tehakse plaatide osaline korrastamine vices'i kõrvaldamiseks nende otstes. Tahvlid sorteeritakse puu kivimite ja ristlõike suuruse järgi. Pärast kuivatamist sorteeritakse need kvaliteedi ja viimases etapis viiakse läbi pikkusega.
Ristlõike suuruse jagunemine on vajalik homogeensete kuivatuspakettide moodustamiseks, mis on valitud vastava režiimi ja kuivatamise kestuse järgi. Paksus ja laius mõõdetakse kõikjal laual, kuid mitte lähemal 150 mm kaugusel selle otstest. Madala kvaliteediga plaatide puhul saab pakendeid moodustada ainult nende paksuse arvessevõtmisel.
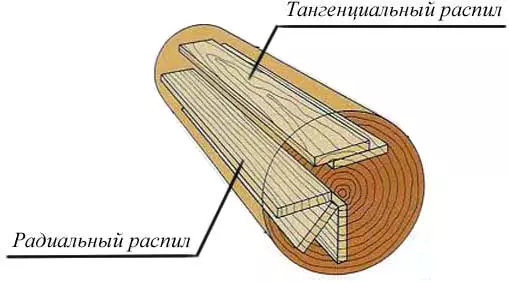
Saematerjali skeem.
Praeguses etapis saadab liinide operaator suurust andmed, saadab toote sobiva draivi, kus määratud number on loodud, mille järel avati avati ja materjali konveier on suunatud kuivatamise seminarile. Töökojas moodustub kuivatuskotid.
Regulatsiooni saematerjali jagamist saab teostada kontroller, kui laud on sameri tabelite lauad saemisminjas. Kuid tabelites rohkem kui 7-8 lauad minutis kontroller ei suuda sorteerida.
Peamine divisjon toimub transpordikonveieritel. Kontrolli teostab mitmed töökontrollerid. Nad asuvad järjestikku mööda konveierit ja muuta käsitsi plaatide liikumise suunda sobivale ajamile.
See meetod ei ole mitte ainult mitte ainult automaatne, vaid ka seda võimatu.
Protsessi automatiseerimise kohta võib öelda, kui juhatus avaneb konveieri liikumise ajal, nii et operaatoril oleks võimalus kontrollida juhatust kõigist külgedest ja otsustada, millise klassi omistada, saata see asjakohasele sõidule. Selleks, konveieril on kiud, mida ta kontrollib.
Artikkel teemal: Me teostame rõdu viimistluse õigesti: põhireeglid
Operaator võib oma äranägemisel muuta plaatide tüüpe. Mõnikord juhtub, et võttes arvesse kogu pikkuse, vastab pardal 3. klassile. Kuid on olemas piisava pikkuse krunt, milles defektide arv vastab kõrgema klassi nõuetele.
On selge, et see jagamise meetod sortide on inffectiv ja sobib ainult tootmiseks väikese mahuga tooteid. Suure saeveski ettevõtete jaoks on majanduslikult kasulik automaatsete joonte loomiseks.