
Circular SAW SAW-tera koosneb teraslehest (kettakeha) ja plaadist karbiidirünnakute kujul lõikemusandite kujul, mille vorm võib olla erinev. Ketta korrigeerimiseks peate teadma hamba geomeetriat ja teritamise põhireegleid.

Õige plaadi teritamiseks peate teadma hamba geomeetriat, samuti põhiliste seadistuste reegleid.
Hammaste geomeetria saed
Ketta saed on valmistatud vastupidavatest terasest klassidest, mille kehal on karbiidplaadid kõrge temperatuuriga naeludega. Sulamid nende rünnakute valmistamiseks võivad olla erinevad. Kodumajapidamises kasutatavad kodumaised tootjad kasutavad peamiselt tööriistaframi sulameid koobaltiga. Välistootjad kasutavad oma tehnoloogilisi preparaate. Ühe või teise koostise omadused sõltuvad mitte ainult selle keemilistest omadustest, vaid ka karbiidfaasi tera suurusest. Väike teravus annab suuremate parameetrite kõvaduse ja tugevuse parameetritele, mida materjal postitatakse.
Disk Saw Blade võib olla erinevad geomeetrilised kujundid. Nende hulgas iseloomustavad mitmed põhilised vormid:

Erinevatele materjalidele erinevad kettad.
- Hamba sirge kuju.
- Halviku kuju.
- Hamba trapetsikujuline kuju.
- Hamba kooniline kuju.
Saed, millel on hamba sirge kuju, kasutatakse kiirete pikisuunõuete täitmiseks. Samal ajal on sellise lõikamise kvaliteet piisavalt madal.
Hammaste kaldus vormil võib olla kalde parem või vasakpoolne nurk. Väga tihti saab ketta saed teha vaheldumisi kaldvambaga, st Kui vasakpoolse ja parema nurga hambaid korratakse omakorda. Selliseid saed kasutatakse puitlaastplaadi saagimiseks pikisuunas ja põikisuunas. Sarnane konstruktiivne vorm aitab vältida erinevate kiipide välimust töödeldava materjali pinnal. Valatakse, mille hammastik on valmistatud trapetsiumi kujul, MDF-materjali kuivatamiseks. Selliste saete eripära on hammaste materjali väikeses kulumisel ja piisavalt madalal lõikamiskiirusel. Väga tihti hambad kujul trapetside vaheldumisi sirge, mida kasutatakse puhastaja lõigatud.
Artikkel: Septiku Yunulos ASTRA: omadused ja negatiivsed ülevaated
Saagid, millel on koonilise kuju hambad, kasutatakse ülemise või alumise lamineeritud kihi lõikamisel abitööd. Selline saag kaitseb kiipide välimuse eest ja säilitatakse töödeldava materjali pinna.
Teravusreeglid

Hammaste kaldus vormil võib olla kalde parem või vasakpoolne nurk.
Et mõista, kuidas ketast õigesti teravdada, peate teadma, et tema hammaste peamine kulumine langeb ülemisse tipptasemel. Selle serva töö ajal allutatakse ümardamisele. Ümardatud kihi suurus võib ulatuda kuni 0,2-0,3 mm. Pinna esipaneel on kiiresti seljas.
Selliste tööde teostamiseks vajate järgmisi seadmeid:
- Teravustusmasin.
- Pendeli kuller.
Säilitava saagi sooritamise protsess, millel on sirge hammasega, tuleb läbi viia ees. Selleks tuleb see paigaldada mandreli horisontaalasendis.
Seejärel kasutate teritamismasinas asuvate reguleerimisrunkide abil, peate seadistama soovitud nurga all, mille all teravustamine toimub. Saag-tera peaks liikuma nii, et pakutakse abrasiivse ringi pinna kõige tihedamat külge.
Materjalist eemaldatud kihi paksust reguleeritakse klambri jõuga. Pärast esimest hammaste teritamist tuleb ketas teritamise ringist eraldada. Pärast seda tuleb see ümber paigutada ühe sammu ja jätkata protsessi. Seega on vaja järjekindlalt teravustada kõiki karbiidplaate.
Ümmarguse saagilise teritamine.
Karbiidi rünnaku kaldepinna teritamist saab teostada nii lennukiga kui tagasi. Sirge pinna rünnaku ketta teritamise erinevus on see, et selline nägi ketas tuleb paigutada nurga all, mis vastab hamba kaldenurgale.
Vajaliku installi nurga määramiseks peate kasutama pendeli tilterit. Esialgu on vaja määrata positiivse väärtusega nurk (+8, +10 jne). Teravustamine tuleb läbi viia hamba kaudu, seega töödeldakse kettaplaadi esimest pool. Pärast selle töö tegemist muudetakse soovitud kaldenurga kaldenurk negatiivseks ja toodavad hammaste teise poole töötlemist.
Artikkel teemal: Kuidas ehitada maja SIP-paneelidest
Rünnaku tagumine tasapind teravamaks raskemaks. Selleks on vaja masinat, mille disain võimaldab teil installida ringikujulise saagi nii, et saetegi saetegi tagumine tasapind oli paralleelne teritamisringi tasapinnaga.
Töö ilma masinata ja tehtud töö kvaliteedi
Võite rullida ümmarguse sae mitte ainult abiga spetsiaalse masin, vaid ka kasutamise. Sel viisil saate kasutada raha ja soovi omandada teritamismasinat. Enamik inimesi kasutab sarnast käsi-tööriista harva, seega ei ole täiendavate seadmete ostmine vajalik.
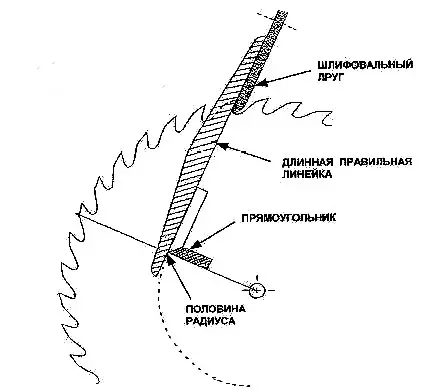
Juhul kui on olemas tavaline emery masin, saate teha kõik vajalikud protseduurid kasutades seda. Mugavuse huvides peate tegema seadme, mis võimaldab teil saagi soovitud asendis lahendada abrasiivse elemendi suhtes. Selleks on tavaline metallist seista, mille pind asub samal tasemel abrasiivse ringi teljega.
Sellel seista, peate panna ümmarguse saeplaadi nii, et see pani vajaliku lennukiks pinna suhtes. Seda saab läbi viia, kasutades polte, mis aitavad samaaegselt kaldenurga reguleerimist.
Veenduge, et saetegi pinnal puuduvad ja saete pinnal ja erinevate pragude pinnal ei ole. Kõigi lõikamisservide ümardamise raadius peab olema järgmistes piirides: 0,012-0,015 mm. Nende pindade visuaalse kontrolli läbiviimisel ei tohiks olla pimestamist.
Tähelepanu teostamise reeglite jälgimine, võite kindlalt kasutada ringikujulist saagi ilma saeketaste sagedase asendamiseta. Ja nende lõikamise osa teostab vajalike toodete ja materjalide kvaliteetset lõikamist, mitte nende pinda rikkumist.