
Foar in begjinner Welder kin de elektrode-seleksje in probleem wurde: d'r binne mear as twahûndert steaten mei ferskate eigenskippen, opdracht en skaaimerken. Boppedat binne yn sawat 100 posten geskikt foar hânmjittich ARC elektryske welding inverter. It is ûnmooglik om te fertellen oer alles, ja, foar in begjin, en net nedich. Karrek gewoan de haadtypen koart en oer hokker elektroden foar Inverter-welding mear dan oare novice binne. Dit sil wat diameter beprate om te nimmen en wat jo in stroom ynstelle kinne foar welding metaal fan ferskate dikte.
Wat is de elektrode en wat jo hawwe jas
De elektrode is in stik metalen draad mei in spesjale coating - coating. Tidens welding smelt de kearn út 'e temperatuer fan' e bôge. Tagelyk ferbaarnt en smelt in coating dat skakelt om it weldinggebiet - in welded bad - in beskermjende gaswolk. It oerlapet tagong ta soerstof befette yn 'e loft. Yn it proses fan ferbaarnen rint it coating diel derfan yn 'e floeibere steat en de tinne laach beslacht it Molten Metal, beskerming it ek út' e ynteraksje mei soerstof. Sadat de coating naad goede kwaliteit leveret.
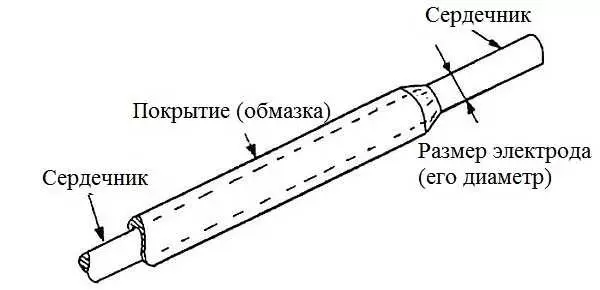
De welding elektrode bestiet út in kearn en in beskermjende coating
Elke elektrode foardat jo begjinne mei welding ynspektearje: de coating moat gjin chips hawwe. Oars, homogene warm-up- en heechweardige naad sille jo net berikke. Jou noch altyd omtinken oan it punt fan 'e elektrode: de dikte fan' e koelmiddel moat itselde wêze op alle kanten. Dan sil de ARC troch it sintrum gean. Oars sil it wurde ferskood. Foar welders mei ûnderfining is dit ynstabyl, mar foar begjinners kin taske problemen oanmeitsje.
It is needsaaklik om de fochtigens te folgjen fan 'e coating. Guon fan harren binne heul min by hege luchtvochtigheid (bygelyks woni). Yn ferbân mei sokke "kaprisious" fan 'e coating, moatte se wurde opslein op in droech plak, soargje foar hermetyske ferpakking. Jo kinne in fakje yn it pakket lizze, en d'r is noch altyd wat tassen mei sâlt, dat yn skuonfakjes is.
It is net wurdich te keapjen wiete elektroden: se kinne fansels droech, lykas har skaaimerken sille ferminderje. As it noch barde, sadat de elektroden waarden stomme, kinne se wurde droege yn in gewoane húshâldlike oven by lege temperatueren (se wurde normaal oanjûn op it pakket). De twadde manier is om in lange tiid te pleatsen yn in droege goed ventilearre keamer.

It coating (beskermjende coating) fan 'e elektroden is: de wichtichste, rutile, cellulose en soere
Soarten coating en har skaaimerken
D'r binne mar fjouwer soarten coatings.
- Basis.
- Rutile.
- Fêst.
- Cellulosic.
De wichtichste (WONI) en Cellulosic coating is allinich geskikt foar konstante hjoeddeistige lagen. Se kinne brûkt wurde op 'e ferantwurdlike seamen: Meitsje in duorsume, elastyske naad, resistint foar skokbelesting.

Elektroden foar lilkens fan mear dan 200 merken, sawat 100 fan harren kinne brûkt wurde mei hânmjittige ARC elektryske welding
Twa oare (rutile en soer) - kinne wurkje as se as welding en fariabele, en direkt aktueel. Mar de soere coating is heul giftich: it is mooglik om te wurkjen allinich yn it pân te wurkjen as de wurkplak is foarsjoen fan in twongen útlaat.
It rutraal coating hat in grienich as blauwe skaad, de elektroden wurde ûnderskieden troch in ljocht rally. Se binne goed igniteare, sels as de Inverter in fylende spanning hat (foar fertrouwende ignition fereasket de haadkoeling in goede volt-ampere karakteristyk, hoe't jo in inverter welding-masine hawwe kieze, lês it hjir.) As jo weldje mei rutile elektrodes (MR-3), spuie it metaal hast net, mar de slag is in protte en it is net maklik: it is nedich om mei in hammer te wurkjen.
Miskien sille jo ynteressearje yn hoe't jo in Gazebo moatte koekje fan in metalen piip of hoe't jo in skuorre meitsje op it ramt fan 'e piip.
Artikel oer it ûnderwerp: juste ynstallaasje fan pointlampen
Hoe kinne jo elektroden kieze foar Inverter Welding
As earste wurdt de gearstalte fan 'e kearn selektearre: it soe moatte wêze gelyk oan it type weldde metaal. Yn it húshâlden, strukturele stiel wurde meast brûkt. Hjir is deselde draad en soe de elektroden moatte wêze. Soms moatte jo noch in roestvrij stiel koekje. Doe moat de kearn ek makke wêze fan roestfrij stiel, en foar hege alloy en hjittensbestindich, makke fan metaal mei deselde skaaimerken.Jo kinne al it wurk útfiere op it hûs of op in bou-side mei mar in pear postsegels fan 'e elektroden:
- MR-3.
- Woni 13/55
- Ano 21.
- OK 63.34
Se wurde erkend troch in protte bêste elektroden foar begjinners dy't wurkje mei inverter welding-masines oan: it is maklik te wurkjen, tagelyk om se namen fan hege kwaliteit te koken, sels yn 'e ôfwêzigens fan wichtige ûnderfining. Hjirûnder binne de skaaimerken en de algemiene tapassing fan dizze verbruiksartikelen dy't in protte spesjalisten beskôgje goede elektroden foar de inverter. Yn alle gefallen wurde se faaks oanrikkemandearre Novice Welders foar ûnderfining.
Elektroden mei rutile coating mr 3

Dit is faaks de populêrste welding elektroden foar inverters: woni 13/55 (om de grutte fan 'e ôfbylding te ferheegjen, klikje op it rjochts kaai mûs)
Meastentiids wurdt novice advisearre om ûntwikkeling te begjinnen fan welds mei MP-3 Electroden. Se wurde maklik oplutsen, sels mei in net heul goed volt-ampere karakteristyk fan 'e weldingmasjine, jouwe goede beskerming fan it weldde bad, lit it frij maklik wêze om syn posysje te kontrolearjen. As de elektrode net is opknapt, rôlje it op in temperatuer fan 150-180 ° foar 40 minuten.
Brûkt yn fariabele apparaten (welding transformators) en mei direkte hjoeddeistige (welding deère-krekte en omsette). Inverters binne normaal ferbûn op reverse polariteit (+ op 'e elektrode). Geskikt foar elk type naad, útsein foar fertikale fan boppesteande.
Lês hjir oer de soarten weldingmasines hjir.
Electrodes MP 3 nonceines foar de kwaliteit fan weldde oerflakken. Se kinne sels wurkje oan unbehandele, coated roest en wiete details. Welding wurdt útfierd troch Medium (2-3 MM) of koarte bôge.
Hiel wichtich foar Novice Welders Preate MP 3: Se "hâlde" de bôge goed, wurkje se gewoan. Hwent dit hâlde net alle professionals fan dit merk: se neame se bengerde ljochten. Se binne te sêft siedde: trage bewegingen binne nedich foar goede opwarming. Dat de pros net te priuwen, begjinners - wat is nedich. Besykje te learen om te learen foar welding fan Mp3. Jo moatte allegear wurkje.
| De diameter fan 'e elektrode lez mr-3, mm | Lingte, mm. | Oanrikkemandearre welding aktueel, en | Massa fan pakketten, kg | Priis, wrijven |
|---|---|---|---|---|
| 2.0 | 250. | 40-60 A. | 1.0 | 146. |
| 2.5 | 300. | 60-100 A. | 1.0 | 120. |
| 3 | 350. | 70-100 A. | 1.0 | 95. |
| fjouwer | 450. | 80-170 A. | 1.0 | 91. |
| fiif | 450. | 130-210 A. | 1.0 | 91. |
Woni 13/55 mei de haadskoating

Foarkar elektroden foar inverter woni 13/55 (om de grutte fan 'e ôfbylding te ferheegjen, klikje op it rjochts kaai mûs)
Dit binne it measte, miskien, wiidferspraat en populêre elektroden mei de haadskoating. Se wurde oanrikkemandearre foar welding koalstof en lege alloy-stielen. Geskikt foar ferbiningen fan ferantwurdlike struktueren. De naden binne duorsum om te skokkend-loads en plestik, tolerearje, om eksposysje oan lege temperatueren.
It gebrek oan dizze elektroden: se binne allinich goed ynlutsen mei in foldwaande grutte wearde fan idling yn 'e inverter (boppe 70 v). It twadde wichtige neidiel: hege easken foar strippen en ferwurkjen fan de weldde metalen. As rust bliuwt oan 'e râne, stof, bûter, bûter of oare kontaminanten, sil de naad porous wêze.
It is mooglik om te wurkjen mei Welding-masines, ynklusyf mei invertanten, tidens omkearde polariteit (+ wurde foar de elektrode), mei in koarte bôge tichterby it tichterby hinne). Minimale idle spanning 65 V.
Artikel oer it ûnderwerp: waarme muorren foar hjittens fan hûs, foardielen en neidielen
| Woni 13/55 Electrode Diameter (fabrikant "InternetiSmetiz) | Lengte fan elektrode, mm | Oanrikkemandearre welding aktueel, en | Retail priispakket, wrijven |
|---|---|---|---|
| 2.0 | 250. | 30-60 A. | |
| 2.5 | 300. | 40-70 A. | 127 roebels |
| 3 | 350. | 80-100 A. | 116 rub |
| fjouwer | 450. | 130-160 A. | 111 roebel |
| fiif | 450. | 180-210 A. | 110 roebels |
Ano 21.
Dit soarte fan rutile coating elektroanen is ûntworpen om te wurkjen mei koalstofstoelen fan in lytse dikte. (Lês hjir oer it welding fan tinne metalen.) As jo brûke, wurdt de bôge maklik opnommen (ynklusyf tidens re-ignition), wurdt de naad krigen troch lyts (fan 'e golven fan in lytse grutte), is de slag maklik skieden. Electrodes Ano 21 kin brûkt wurde om wetter as gaspipen te weldjen.

Besykje te wurkjen oan 'e Inverter Electrodes Ano 21
Wurkje sawol mei fariabele en konstante stroom fan elke polariteit. Foardat welding, waarmte-behanneling is nedich: se wurde rekkene by in temperatuer fan 120 ° C foar 40 minuten.
| Diameter, mm. | Legere posysje fan 'e elektrode | Fertikale posysje fan 'e elektrode | Electrode plafond posysje |
|---|---|---|---|
| 2 | Aktuele krêft 50-90 A | Aktuele macht 50-70 A | Aktuele sterkte 70-90 A |
| 2.5 | Aktuele sterkte 60-110 A | Aktuele sterkte 60-90 A | Aktuele sterkte 80100 A |
| 3 | Aktuele sterkte 90-140 A | Hjoeddeistich fan hjoeddeistige 80-100 A | Aktuele krêft 100-130 A |
Elektroden yn roestfrij stiel ok 63.34
As jo in roestvrij stiel moatte bakke, besykje dan ok 63.34. Se kinne ek siede en struktureel stiel. Yn dit gefal blekt it de naad út mei in ûndjippe welle mei in glêde oergong nei it haadflak fan it metaal. De hoemannichte slag is lyts, past maklik.
Dizze elektrode is goed koken fertikale seamen en 6-8 mm-metaal, foarbygean fan boppesteande. Geskikt foar multydissiplinêre lelpen fan butt en fyn ferbiningen. Wurket mei in konstante en ôfwikseljend stroom fan elke polariteit, de minimale stroke spanning is 60 V.

Elektroden foar welding OK 63.34
Foar welding sille jo in masker nedich wêze. Om makliker te wurkjen oan it wurk, nim de weldingmasker-Chameleon.
Hoe kinne jo de diameter kieze fan 'e elektrode, hoe't jo it ferbine en wat om hjoeddeistige krêft te setten
Selektearje it merk fan elektroden foar de Inverter is net allegear. Sels as jo hawwe besletten, binne d'r teminsten trije fragen:
- hokker diameter fan 'e elektrode wurdt brûkt tidens welding;
- hokker hjoeddeistich eksposearje;
- Hokker útgong "+" of "-" Ferbine de elektrode.
Oer alles yn oarder. Litte wy begjinne mei de manier wêrop de diameter fan 'e elektrode nedich is foar welding. Yn 't algemien wurdt oanrikkemandearre om troch te gean fan' e dikte fan 'e weldde metalen: Mei lytse dikten wurdt de elektrode wurdt nommen mei in diameter fan deselde grutte as it metaal. As jo it metaal siede fan 3 MM-dikte, dan nimme de elektroden deselde grutte. As jo wat dikker siede, nim respektivelik 4 mm. Mar grutte novice-elektroden sille hurd wurkje. Begjin behearskjen fan welding fan in metalen dikte 3-4 mm. Om dit te dwaan, brûk 3 MM-elektroden, as se "troika sizze".
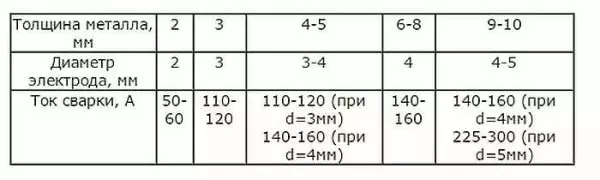
Algemiene oanbefellingen foar it kiezen fan 'e diameter fan' e elektrode, ôfhinklik fan 'e dikte fan it metaal
Oangeande hoe't jo elektroden útgean. Yn 'e technyske skaaimerken op it pakket, wierskynlik is de elektrode bedoeld foar hokker polariteit. As omkearde ferbûn oan 'e positive útfier, is de elektrode ferbûn oan in negative klip dy't oan it diel klinkt. Mei direkte polariteit is de plus plus, minus wurdt betsjinne op 'e elektrode. Lykas it liket op in welding inverter, toand op 'e foto.

Direkte en omkearde polariteit fan ferbining op in welding inverter
Wat binne it ferskil tusken dizze twa soarten Konnektivität? Diversen rjochting hat in stream fan elektroanen. Wylst jo witte, bewege elektronen fan "minus" nei it "plus". Dêrom, as it welding docht bliken dat it elemint dat is ferbûn oan "+" wurdt sterker ferwaarme. De ferbining feroarjen kin wurde kontroleare troch de metalen ferwaarming yntensiteit.
Beskôgje ferskate situaasjes. Jo hawwe bygelyks in 3 MM-elektrode, in metaal fan 2 mm. As it diel dat it yntsjinje "+" kin útkomme. Dêrom is it yn dit gefal, is it better om de omkearde polariteit te brûken wêrop de elektrode sil waarm wêze. As jo 6 mm mei deselde trije wolle bakke, is it better om dit te dwaan op in rjochte polariteit: sadat de metalen ferwaarming djipper sil wêze en naden sille duorsum wêze.
Artikel oer it ûnderwerp: roede foar gerdinen yn 'e badkeamer: funksjes fan kar en ynstallaasje
Hoe kinne jo hjir in welding kieze lêzen lêze lêze. Miskien sille jo ynteressearje yn 'e oanlis fan in hek fan' e profesjonele ferdjipping.
Aktuele sterkte tidens welding
Yn 't algemien, by it ynstallearjen fan in elektrode, is de krêft fan' e welded hjoeddeistich foar de Inverter ynsteld ôfhinklik fan 'e diameter fan' e electride. Yn 't algemien binne d'r oan elk pak oanbelangingen, mar it is mooglik sûnder har te dwaan: want elke millimeter Diameter nimt 20-30 amp fan hjoeddeistich. It docht bliken in frij breed skala út, mar dan moatte jo rekken hâlde yn 'e rekken hâlde hoe't jo de naad sette: mei in skieding as sûnder. Foar welding sûnder triennen wurde legere streamingen pleatst, mei in marzje - heger.
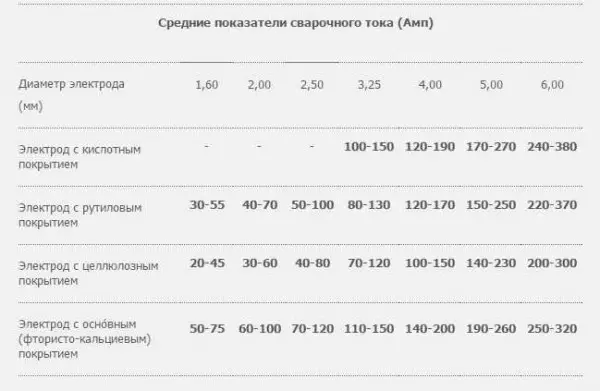
Hokker hjoeddeistige jo moatte bakke mei ferskate elektroden (Algemiene oanbefellings, selektearje presys de eksperimentale manier te selektearjen)
Bygelyks, foar in elektrode mei in diameter fan 3 mm wurdt de skatte stroom krigen fan 60 A. A. EIN EIN WERKLIK FAN DE RAID FAN 30 AMPS TO 140 AMPS. As jo sûnder skieding is, is d'r in stroom fan sawat 70-90 A, mei in marzje - 90-120 A. Dizze parameters kinne "rinne" yn beide oanwizings: it hinget ôf fan 'e snelheid fan' e elektrode, fan it merk en "opbringst" fan 'e weldde stiel, út' e posysje fan 'e naad (foar fertikale en horizontale naad, sette se in bytsje minder, foar it plafond - noch minder).
Yn 't algemien, sels oan te rieden troch de fabrikant fan streamers - dit is gjin fereaske. Begjin mei har, en kies it dan op, sadat jo komfortabel kinne wurkje en nouden wiene goed. Jo moatte in hege kwaliteit ferbining hawwe, en de ferhâlding fan hjoeddeistige krêft en snelheid hawwe, sille jo it eksperimintele paad selektearje. Tagelyk fokusje op 'e steat fan it welded bad. Sy is jo yndikator fan jo haadwaliteit.
Jo lêze oer hoe't jo hjir inverter welding wolle koekje.
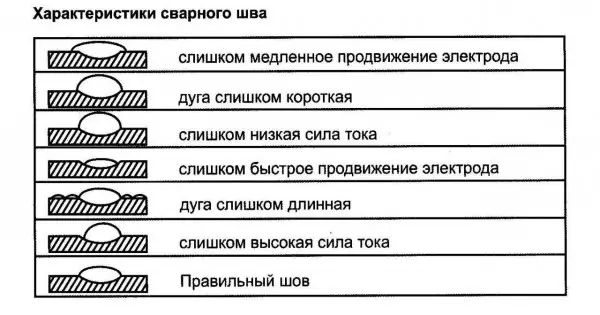
Flaters dy't kinne foarkomme as jo weldje
No wite jo net allinich hoe't jo elektroden kieze foar inverter welding, mar ek hoe't se har ferbine, hokker diameter binne se foar dit wurk en foar elk type elektrode en naad om in stroom te kiezen. Litte wy no in bytsje prate oer de hâlders foar de elektroden.
Hâlders foar elektroden
Op ien fan 'e Welding Cables is d'r in holder (Holder), wêryn de welding-elektrode wurdt ynfoege. Se binne twa soarten:
- Mei in juro-kaai is de elektrode komprimeare automatysk as de maitiid-laden kaai wurdt frijlitten, wurdt it frijlitten as d'r útdrukt wurdt;
- Threaded - De handgreep spield en spinnen, befrijje of kloppe in ynfoege elektrode kearn.
Hokker is better? Jo beslute, mar by tafal troch de kaai te skiljen, kinne jo de elektrode sakje tidens welding. Neat ferskriklik bart tagelyk, mar onaangenaam ...
By it kiezen fan in elektrodehâlder, is it wichtichste omtinken te jaan oan 'e sterkte fan' e hjoeddeistige wêr't it is ûntwurpen. Kies de maksimale parameter dat te krijen is foar jo weldingmasjine.
Hoe kinne jo de kabel ferbine mei de welding Elecrodehâlder mei in threaded clamp werjûn yn 'e fideo.
It neidiel fan 'e waskmasjine, is dat mei de maitiid fan' e maitiid, de tippingde kearn fan 'e elektrode wurdt ferswakke, it kontakt is fergrieme. Jo moatte in nije sette. Hoe kinne jo it dwaan op in waskperspin, sjoch yn 'e fideo.
Ferbine de elektrodehâlder foar welding is maklik. Allinich is d'r ien nuânse: Mei faak operaasje wurdt de welding kabel syn râne útlein. Jo kinne fansels de kabel koart meitsje en opnij meitsje en it is, mar it wol net altyd 10-20 cm út snije. Dêrt net bart, fyn de slang, de ynderlike diameter fan dat gearfoeget of wat minder dan de bûtenkant diameter fan it weldkabel. Snij in lyts stik derfan - Santimeter 15e snien lâns. No kinne jo it drage op 'e kabel, pull up en befestigje it dêr.