
સાઈન ટિમ્બરની ગુણવત્તા, રાઉન્ડ લાકડાના ગુણધર્મો પર, વધુ ચોક્કસ રીતે, વાઇસની હાજરીથી વધુ આધાર રાખે છે.

રાઉન્ડ ટિમ્બરના ચિહ્નોથી, એટલે કે, સાઈન લાકડાની ગુણવત્તા ખામીની હાજરી પર નિર્ભર છે.
નિયમનકારી દસ્તાવેજીકરણમાં, ખામી 80 થી વધુ છે, પરંતુ સામગ્રીના પ્રકારો ફક્ત 10 પ્રકારની ભૂલો (ચિહ્નો) દ્વારા નક્કી કરવામાં આવે છે.
તેથી, સાઈન ટિમ્બરના સૉર્ટિંગથી કામ કરતા પહેલા, તમારે સમજવું જોઈએ કે રાઉન્ડ ફોરેસ્ટના કયા સંકેતો આ પ્રક્રિયાને અસર કરે છે.
રાઉન્ડ ફોરેસ્ટ અને સૉર્ન લાકડાના જાતો પર
શરૂઆતમાં ગોળાકાર, લાકડાના વૃક્ષ પર આધાર રાખીને, બે જૂથોમાં વિભાજિત કરો: શંકુદ્રષ્ટા અને પાનખર. આગલું પગલું જાડાઈનું વિભાજન છે. જાડાઈમાં લાકડાના બંને જૂથો માટે, ત્રણ પ્રકારો પ્રદાન કરવામાં આવે છે: નાના, મધ્યમ અને મોટા.
પ્રોસેસિંગના પ્રકાર દ્વારા, રાઉન્ડિંગ ચાર જૂથોમાં વહેંચાયેલું છે. તે હોઈ શકે છે:
- એક રાઉન્ડમાં ઉપયોગ કરો.
- સેલ્યુલોઝ પર લાકડાની જમીન અથવા રીસાયકલમાં રૂપાંતરિત કરો.
- કલ્પના અથવા પ્લેનિંગ દ્વારા એક veneer માં ફેરવો.
- લામ્બર માં ફેરવો.
લામ્બર ચાર જાતોમાં વહેંચાયેલું છે:
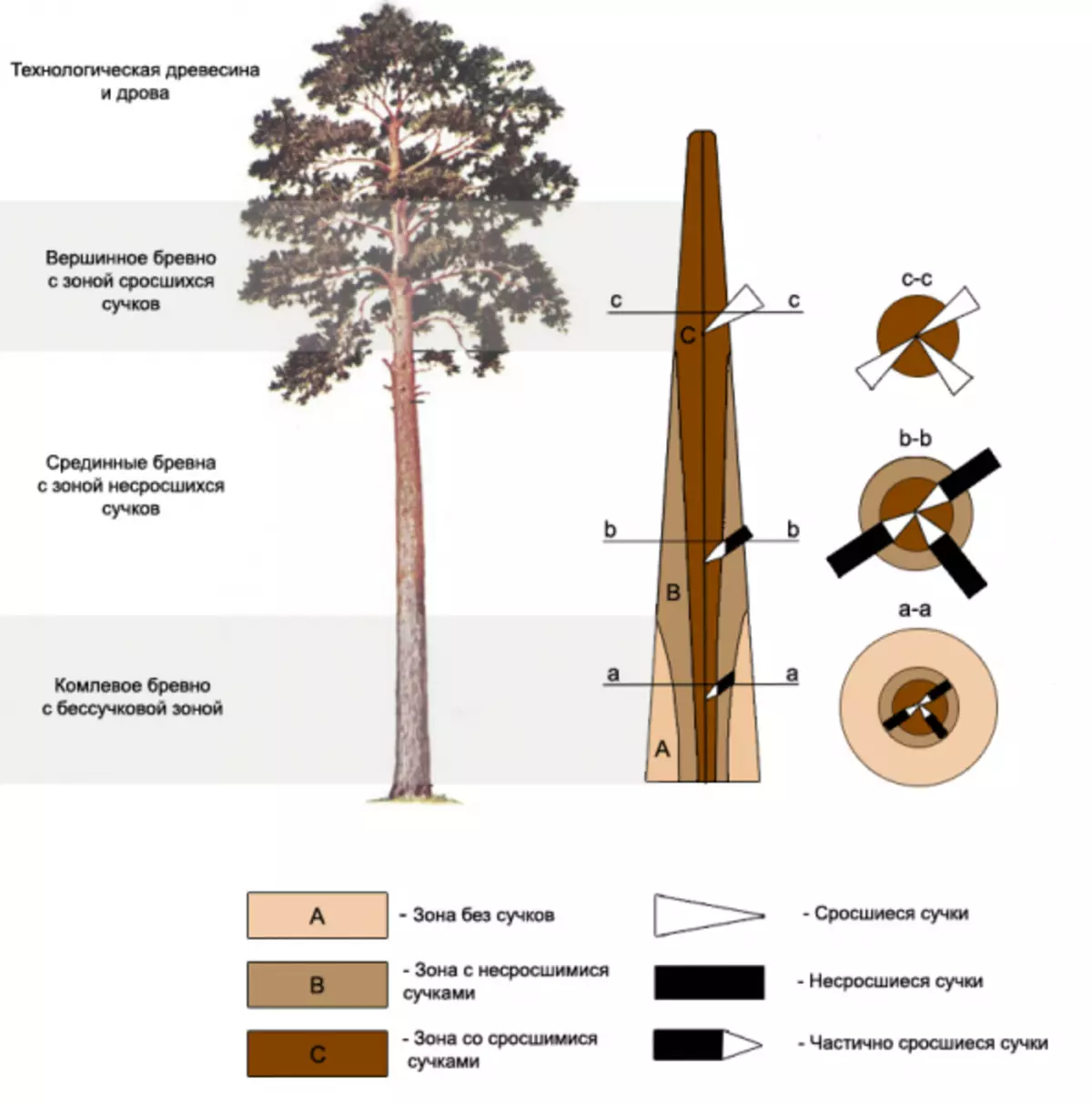
છબી 1. વ્હિપ્સની સ્ક્વલ્સની યોજના.
- 1 ગ્રેડ લોગની રચના ભાગથી મેળવવામાં આવે છે, જેમાં વ્યવહારિક રીતે કોઈ કૂતરી હોય છે;
- 2 ગ્રાડ્સને કોમલક અને મધ્યવર્તી ભાગમાંથી એક નાની માત્રામાં ખાવામાં આવે છે;
- 3 અને 4 ગ્રૉડ્સ લોગના કોઈપણ ભાગમાંથી મેળવી શકાય છે;
- સૌથી વધુ, પસંદ કરેલી વિવિધતા અલગ શ્રેણીમાં પ્રકાશિત થાય છે.
સૉર્ટિંગ સૉર્ટિંગની પ્રક્રિયામાં વિવિધતા દ્વારા નક્કી કરવામાં આવે છે:
- બોર્ડ માટે - સૌથી ખરાબ બાજુ અથવા ધાર માટે;
- બાર અથવા બાર માટે - સૌથી ખરાબ બાજુ માટે.
કરોડરજ્જુના ચાબમાં જેમાંથી લામ્બર વિવિધતા પ્રાપ્ત કરી શકાય છે, જે છબી 1 માં સમજી શકાય છે.
ફોર્ટિફિકેશનના મુખ્ય ચિહ્નો નીચે મુજબ છે:
- ગાંઠો;
- મશરૂમ પેઇન્ટિંગ અને રોટ;
- રાસાયણિક રંગ
- જંતુઓ દ્વારા બાકી ટ્રેસ;
- ક્રેકીંગ અને વિકૃતિ;
- ટ્રંકના આકારની ક્ષતિના પરિણામો;
- લાકડાના માળખાના ભૂલો;
- જખમો;
- કુદરતી (સામાન્ય) લાકડું થાપણો;
- પ્રોસેસિંગ ખામી અને પરિવહન નુકસાન.
વિષય પરનો લેખ: સૉકેટ્સનું નામ અને બાંધકામ રેખાંકનો અને યોજનાઓ પર સ્વિચ કરે છે
પરિણામે લામ્બરને સૉર્ટ કરવાની પ્રક્રિયામાં, દરેક જાતને ભૂલોની ગેરહાજરી માટે ચોક્કસ આવશ્યકતાઓનું પાલન કરવું આવશ્યક છે. અમે માત્ર બિચ અને ક્રેક્સ માટે આવશ્યકતાઓ સૂચવે છે.
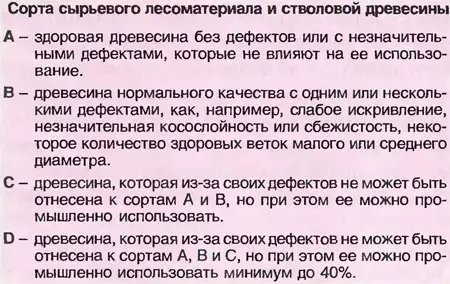
કાચા માલ અને સ્ટેમ લાકડાની ગ્રેડની કોષ્ટક.
પસંદગીયુક્ત ગ્રેડ. કૂતરી સિવાય, કોઈ વાતો નથી, મંજૂરી નથી. ડમ્પ્સ 2 મીટરની લંબાઈ 2 થી વધુ હોઈ શકે નહીં. બિટના ભાગોને બોર્ડની પાંસળી પર મંજૂરી આપવામાં આવે છે, જેનું કદ તેના વ્યાસના 20% કરતા વધારે નથી.
- 1 ગ્રેડ. ત્યાં કોઈ કૂતરી હોવી જોઈએ નહીં, જેનો વ્યાસ 10 મીમીથી વધી જાય છે, તે કોઈપણ સમયે અલગ પડી શકે છે, અને પહેલાથી જ ડ્રોપ્ડ બિચમાંથી બાકી રહેલા ડિપ્રેસન. ક્રેક્સ (નૉન-ક્રોસવાઇઝ) ની કુલ લંબાઈ સામગ્રીની લંબાઈના એક ક્વાર્ટરથી વધુ ન હોવી જોઈએ.
- 2 ગ્રેડ. ત્યાં કોઈ ડ્રોપ-ડાઉન કૂતરી અને તંદુરસ્ત કૂતરી હોવી જોઈએ નહીં, જેનો વ્યાસ 20 મીમીથી વધારે છે. ક્રેક્સની કુલ લંબાઈ (મારફતે) સામગ્રીની લંબાઈના ત્રીજા ભાગથી વધુ ન હોવી જોઈએ.
- 3 ગ્રેડ. લગભગ બધા વાતોની મંજૂરી છે.
- 4 ગ્રેડ. કોઈ ચોક્કસ ઉત્પાદન માટે નહીં, પરંતુ સામગ્રીના 1 એમ 3 દ્વારા વ્યાખ્યાયિત કરવામાં આવે છે.
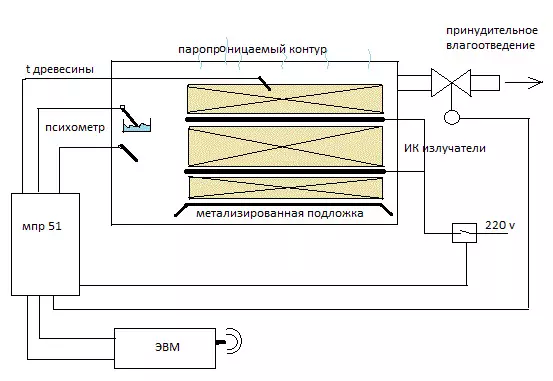
Sawing ની તકનીકી પ્રક્રિયા ઓટોમેશન
સૉર્ટિંગ પ્રક્રિયાને ધ્યાનમાં લેતા પહેલા, એન્ટરપ્રાઇઝમાં વુડ પ્રોસેસિંગની ઓટોમેટેડ કંટ્રોલ સિસ્ટમ (એસીએસ) ની ચેઇનમાં તેનું સ્થાન સ્થાપિત કરવું સલાહ આપવામાં આવે છે, એટલે કે એન્ટરપ્રાઇઝને પૂર્ણ ઉત્પાદનોમાં દાખલ થવાથી લોગ હિલચાલ. આ આ ક્રમ જેવું લાગે છે.
વૃક્ષ ટ્રંક ડાયાગ્રામ.
- ઇનકમિંગ સામગ્રી (લોગ) નોંધણી કરો. આ જાતે કરી શકાય છે અથવા સ્વચાલિત સ્વીકૃતિ રેખાનો ઉપયોગ કરી શકાય છે.
- ફૅન્ટેસી અને સોઇંગ, ઉદાહરણ તરીકે, બોર્ડ પર.
- સ્થાનિક લાઇનનો ઉપયોગ કરીને ક્રૂડ સૉર્ટિંગ બોર્ડ.
- વિશિષ્ટ મશીનોમાં ફીડિંગ બોર્ડ જે ડ્રાયિંગ શોપમાં સ્ટેક બનાવે છે.
- ડ્રાયિંગ બોર્ડ અને ડ્રાયિંગ શોપની અંદર સ્ટેક્સમાં તેમની આંદોલન.
- ડ્રાય સૉર્ટ લાઇન પર ફીડિંગ બોર્ડ.
આગળ, પેકેજોની રચના સૉર્ટિંગના પરિણામો અનુસાર કરવામાં આવે છે.
તે તારણ આપે છે કે જાતોમાં લામ્બરનું વિતરણ લોગને જોયા પછી શરૂ થાય છે, તે જ રાઉન્ડરથી, તમે ગુણવત્તામાં એક અલગ સામગ્રી મેળવી શકો છો, જે ડ્રાય સૉર્ટ લાઇન બનાવે છે. તકનીકી ચેઇનમાં, સૉર્ટ લાઇન સૂકવણી પછી સ્થિત છે.
વિષય પર લેખ: પ્રવાહી વોલપેપર. પ્રવાહી વૉલપેપરનો લાભ અને ગેરફાયદા
એસીએસ ટેક્નોલોજીકલ ચેઇનમાં સોસ્મોનિરી સૉર્ટિંગના સ્થાનિક સબસિસ્ટમની આવા સ્થાનથી તમે સૂકા અને અન્ય ભૂલોને નકારાત્મક અને નકારાત્મક પછી ડ્રોપ ડ્રોપ ડાઉન કરવા માટે પરવાનગી આપે છે.
સૉર્ટ કરેલા લાકડાને સૉર્ટ કરવાની પ્રક્રિયાને ઓટોમેશન
બોર્ડનું ઉત્પાદન કરવાની પ્રક્રિયામાં, સૉર્ટિંગ બે વાર કરવામાં આવે છે: સૂકવણી કરવા અને પછી.
સૂકવણી માટે તૈયારી કરતી વખતે, તેમના અંતમાં વાઇસને દૂર કરવા માટે બોર્ડના આંશિક આનુષંગિક બાબતો કરવામાં આવે છે. બોર્ડ વૃક્ષ ખડકો દ્વારા અને ક્રોસ-વિભાગોના કદમાં સૉર્ટ કરવામાં આવે છે. સૂકવણી પછી, તેઓ ગુણવત્તામાં સૉર્ટ કરવામાં આવે છે અને છેલ્લા તબક્કામાં લંબાઈમાં કરવામાં આવે છે.
ક્રોસ વિભાગોના કદમાં વિભાજન એકરૂપ સૂકવણી પેકેટોની રચના માટે જરૂરી છે, જે અનુરૂપ મોડ અને ડ્રાયિંગ અવધિ દ્વારા પસંદ કરવામાં આવે છે. જાડાઈ અને પહોળાઈને બોર્ડ પર ગમે ત્યાં માપવામાં આવે છે, પરંતુ તેના અંતથી 150 મીમીની નજીક નથી. નીચા ગ્રેડ બોર્ડ માટે, પેકેજોની રચના ફક્ત તેમની જાડાઈને ધ્યાનમાં લઈ શકાય છે.
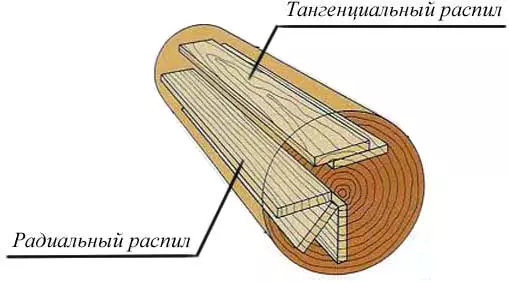
સોન લાકડાની યોજના.
આ તબક્કે, લાઇન ઓપરેટર, કદ ડેટા પ્રાપ્ત કર્યા પછી, ઉત્પાદનને યોગ્ય ડ્રાઇવ પર મોકલે છે, જેમાં ઉલ્લેખિત નંબર બનાવવામાં આવે છે, જેના પછી ડ્રાઇવ ખોલવામાં આવે છે અને કન્વેયર પરની સામગ્રીને સૂકવણી વર્કશોપ પર નિર્દેશિત કરવામાં આવે છે. વર્કશોપમાં સુકાઈ રહેલી બેગ બનાવવામાં આવે છે.
સોઇંગ વર્કશોપમાં ટ્રામરની કોષ્ટકો પરના બોર્ડ જ્યારે ગુણવત્તામાં લામ્બરનું વિભાજન કરી શકાય છે. જો કે, મિનિટ દીઠ 7-8 બોર્ડ કરતા વધુ કોષ્ટકો પર નિયંત્રક સૉર્ટ કરવામાં સમર્થ હશે નહીં.
મુખ્ય વિભાગ પરિવહન કન્વેઅર્સ પર કરવામાં આવે છે. નિયંત્રણ ઘણા ઓપરેટિંગ નિયંત્રકો દ્વારા કરવામાં આવે છે. તેઓ અનુક્રમે કન્વેનીયરની સાથે સ્થિત છે અને બોર્ડની હિલચાલની દિશાને યોગ્ય ડ્રાઇવમાં બદલી દે છે.
આ પદ્ધતિ ફક્ત આપમેળે જ નહીં, પણ તેને કૉલ કરવાનું અશક્ય છે.
પ્રક્રિયાના ઓટોમેશન વિશે કહી શકાય છે કે જો બોર્ડ કન્વેયર ચળવળ દરમિયાન પ્રગટ થાય છે જેથી ઑપરેટરને તમામ બાજુથી બોર્ડની તપાસ કરવાની તક મળે અને, કયા વર્ગને આભારી હોય તે નક્કી કરવું, તેને યોગ્ય ડ્રાઇવ પર મોકલો. આ કરવા માટે, કન્વેયર પર એક ચાઇબર છે, જે તે નિયંત્રિત કરે છે.
વિષય પરનો લેખ: અમે બાલ્કની પૂર્ણાહુતિને યોગ્ય રીતે કરીએ છીએ: મૂળભૂત નિયમો
ઑપરેટર તેના વિવેકબુદ્ધિથી બોર્ડના પ્રકારોને બદલી શકે છે. ક્યારેક તે થાય છે કે, સંપૂર્ણ લંબાઈ ધ્યાનમાં લઈને, બોર્ડ ત્રીજા વર્ગને અનુરૂપ છે. પરંતુ ત્યાં પૂરતી લંબાઈનો પ્લોટ છે જેમાં ખામીઓની સંખ્યા ઉચ્ચ વર્ગની જરૂરિયાતોને પૂર્ણ કરે છે.
તે સ્પષ્ટ છે કે જાતોમાં વિભાજનની આ પદ્ધતિ અપમાનજનક છે અને તે ફક્ત નાના કદના ઉત્પાદનો સાથે ઉત્પાદન માટે યોગ્ય છે. મોટા સોમિલ સાહસો માટે, તે આપોઆપ રેખાઓ બનાવવા માટે આર્થિક રીતે ફાયદાકારક છે.