
A kezdő hegesztő számára az elektróda kiválasztása problémává válhat: Több mint kétszáz bélyegző létezik különböző tulajdonságokkal, hozzárendeléssel és jellemzőkkel. Ráadásul körülbelül 100 bélyegző alkalmas kézi ívű elektromos hegesztő inverterre. Lehetetlen mindent elmondani, igen, kezdve, és nem kell. Csak röviden jellemezze a fő típusokat, és amelyekről az inverteres hegesztés elektródái több, mint más kezdő. Ez megvitatja, hogy milyen átmérővel kell megtenni, és mit kell beállítani a különböző vastagságú fémhegesztésre.
Mi az elektróda, és mit kell bevonni
Az elektród egy speciális bevonattal ellátott fémhuzal fémhuzal. A hegesztés során a mag elolvad az ív hőmérsékletétől. Ugyanakkor éget és megolvaszt egy bevonatot, amely a hegesztési terület körül - hegesztett fürdő - védőgombot tartalmaz. Átfedi a levegőben lévő oxigénhez való hozzáférést. Az égetés folyamatában a bevonó része áthalad a folyékony állapotba, és a vékony réteg lefedi az olvadt fémet, és védi az oxigénnel történő kölcsönhatástól. Tehát a bevonat jó minőségű varrat.
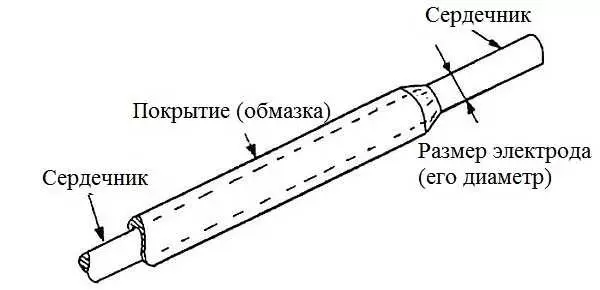
A hegesztőelektród egy magból és egy védőbevonóból áll
Bármely elektróda a hegesztés megkezdése előtt Ellenőrizze: A bevonatnak nem kell zsetonnal rendelkeznie. Ellenkező esetben homogén bemelegítő és kiváló minőségű varrás, amit nem fog elérni. Még mindig figyeljen az elektróda csúcsára: a hűtőfolyadék vastagsága minden oldalon azonosnak kell lennie. Aztán az ív átmegy a központban. Ellenkező esetben eltolódik. A hegesztők számára tapasztalattal rendelkeznek, ez instabil, de a kezdőknek kézzelfogható problémákat okozhatnak.
A bevonat páratartalmának követése szükséges. Néhányan nagyon rosszak a magas páratartalom mellett (például Woni). A bevonat ilyen "szekrécióival" kapcsánál száraz helyen kell tárolni, biztosítva a hermetikus csomagolást. Lehet egy dobozt a csomagban, és még mindig van néhány táska sóval, amely cipő dobozokban van.
Nem érdemes megvenni a nedves elektródákat: természetesen száraz, de jellemzőik csökkennek. Ha még mindig úgy történt meg, hogy az elektródák dumbed-e, az alacsony hőmérsékleten szokásos háztartási sütőben száríthatók (általában a csomagoláson feltüntetve). A második mód az, hogy hosszú ideig száraz, jól szellőző helyiségben helyezzük el.

Az elektródák bevonatának (védőbevonat): a fő, rutil, cellulóz és savas
A bevonat típusai és azok jellemzői
Csak négyféle bevonat van.
- Alapvető.
- Rutile.
- Szilárd.
- Cellulóz.
A fő (WONI) és a cellulóz bevonat csak az állandó áramhegesztéshez alkalmas. Használhatók a felelős varratokon: Hozzon létre egy tartós, rugalmas varrat, ellenálló ütés terhelés.

Az elektródák több mint 200 márka hegesztéséhez, körülbelül 100 közülük használható kézi ívű elektromos hegesztéssel
Két másik (rutile és savanyú) - a hegesztés és a változó, és a közvetlen áram. De a savanyú bevonat nagyon mérgező: csak akkor lehet dolgozni a helyiségekben, ha a munkahelyet kényszerített kipufogógáz felszerelte.
A rutral bevonat zöldes vagy kék árnyalattal rendelkezik, az elektródákat könnyű rally jellemzi. Jól gyulladnak, még akkor is, ha az inverternek alacsony löketűfeszültsége van (magabiztos gyújtás esetén a fő hűtőfolyadéknak jó volt-ampere jellemzőjét igényel, hogyan válasszunk inverteres hegesztőgépet, olvassa el itt. A rutil elektródák (MR-3) hegesztésekor a fém szinte nem splash, de a salak sok, és nem könnyű: egy kalapáccsal kell dolgozni.
Talán érdekel, hogyan kell főzni egy pavilit egy fémcsőből, vagy hogyan készítsünk egy pajtet a cső kereténél.
Cikk a témáról: A pontok megfelelő telepítése
Hogyan válasszunk elektródákat az inverter hegesztéshez
Először is, a mag összetétele van kiválasztva: hasonlónak kell lennie a hegesztett fém típusához. A háztartásban a szerkezeti acélt leggyakrabban használják. Itt ugyanaz a huzal, és az elektródáknak kell lennie. Néha még mindig rozsdamentes acélt kell főzni. Ezután a magot rozsdamentes acélból és magas ötvözetből és hőállóságból kell készíteni, ugyanolyan jellemzőkkel rendelkező fémből.A házon vagy az építési területen végezheti el az elektródák néhány bélyegét használva:
- MR-3.
- Woni 13/55
- ANO 21.
- Ok 63.34
Számos legjobb elektródát ismerik fel a kezdőknek, akik inverter hegesztőgépekkel dolgoznak: könnyebben dolgozni velük, ugyanakkor lehetővé teszik, hogy még jelentős tapasztalat hiányában magas színvonalú varratokat forraljon. Az alábbiakban az alábbi fogyóeszközök jellemzői és általános alkalmazása, hogy sok szakember jó elektródákat tart a frekvenciaváltó számára. Mindenesetre gyakran ajánlott új hegesztők a tapasztalathoz.
Elektródák rutil bevonattal MR 3

Ez talán a legnépszerűbb hegesztőelektródák az inverterekhez: Woni 13/55 (a kép méretének növeléséhez kattintson a jobb oldali egér gombra)
Leggyakrabban a Novice-t javasoljuk, hogy megkezdje a hegesztések fejlesztését az MP-3 elektródákkal. Könnyen felmerülhetnek, még a hegesztőgép nem túl jó feszültségi jellemzői is, jó védelmet nyújtanak a hegesztett fürdőnek, lehetővé téve, hogy meglehetősen könnyen ellenőrizze pozícióját. Ha az elektróda nem merül fel, tekerje 150-180 ° -os hőmérsékleten 40 percig.
Változó eszközök (hegesztő transzformátorok) és közvetlen áram (hegesztő egyenirányítók és inverterek). Az inverterek általában fordított polaritással vannak összekötve (+ az elektródon). Alkalmas bármilyen típusú varráshoz, kivéve a függőleges felülről lefelé.
Olvassa el a hegesztőgépek típusát itt.
Elektródák MP 3 nona a hegesztett felületek minőségéhez. Még kezeletlen, bevont rozsdával és nedves részletekkel is dolgozhatnak. A hegesztést közepes (2-3 mm) vagy rövid ívvel végezzük.
Nagyon fontos a kezdő hegesztők számára: MP 3: "Tartsák" az ívet, egyszerűen dolgozzák őket. Ehhez nem minden szakember szeret ezt a márkát: hívják őket bengáli fények. Túl finoman főttek: lassú mozgásokra van szükség a jó bemelegítéshez. Hogy a profik nem ízlés, kezdők - ami szükséges. Próbálja megkezdeni a tanulást az MP3-tól. Minden munkát kell tennie.
| Az elektróda átmérője Lez MR-3, MM | Hossz, mm. | Ajánlott hegesztési áram, és | A csomagok tömege, kg | Ár, dörzsölje |
|---|---|---|---|---|
| 2.0 | 250. | 40-60 A. | 1.0 | 146. |
| 2.5 | 300. | 60-100 A. | 1.0 | 120. |
| 3. | 350. | 70-100 A. | 1.0 | 95. |
| négy | 450. | 80-170 A. | 1.0 | 91. |
| öt | 450. | 130-210 A. | 1.0 | 91. |
Woni 13/55 a fő bevonattal

Előnyös elektródák az inverter Woni 13/55 (a kép méretének növeléséhez, kattintson rá jobb egérgombbal)
Ezek a leginkább, talán elterjedtek és népszerű elektródák a fő bevonattal. Javasoljuk a szén- és alacsony ötvözet acélok hegesztésére. Felelős struktúrák vegyületeihez alkalmas. A varratok tartósak a sokkoláshoz és a műanyaghoz, jól tolerálják az alacsony hőmérsékletnek való kitettségét.
Ezeknek az elektródáknak a hiánya: ezek jól inkubáltuk csak elegendően nagy mennyiségű üresjáratban a frekvenciaváltóban (70 V felett). A második jelentős hátrány: a hegesztett fémek eltávolítására és feldolgozására szolgáló magas követelmények. Ha rozsda marad a szélén, por, vaj vagy más szennyeződések, a varrás porózus.
Lehetőség van arra, hogy csak a DC hegesztőgépeken dolgozzon, beleértve az invertereket is, a fordított polaritás alatt (+ az elektróda táplálása), rövid ívvel (tartsa közelebb az elektróda csúcsát a tekercshez). Minimum feszültség 65 V.
Cikk a témában: Meleg falak otthoni fűtéshez, előnyökhöz és hátrányokhoz
| Woni 13/55 Elektróda átmérő (gyártó "Intergosmetiz) | Az elektróda hossza, mm | Ajánlott hegesztési áram, és | Kiskereskedelmi árcsomag, dörzsölje |
|---|---|---|---|
| 2.0 | 250. | 30-60 A. | |
| 2.5 | 300. | 40-70 A. | 127 rubel |
| 3. | 350. | 80-100 A. | 116 RUB |
| négy | 450. | 130-160 A. | 111 rubel |
| öt | 450. | 180-210 A. | 110 rubel |
ANO 21.
Ez a fajta Rutil bevonat elektródák úgy vannak kialakítva, hogy egy kis vastagságú szénszarvakkal dolgozzanak. (Olvassa el a vékony fémek hegesztését itt.) Az ívek használata esetén az ARC könnyen beépítve (beleértve az újbóli gyújtás során), a varrat a kisoldalú (kis méretű hullámokból), a salak könnyen elválasztott. Az ANO 21 elektródák víz- vagy gázcsövekhez használhatók.

Próbáljon meg dolgozni az inverter elektródákon ANO 21
Munka mind a polaritás változó és állandó árammal. A hegesztés előtt hőkezelés szükséges: 120 ° C-os hőmérsékleten kalcináljuk 40 percig.
| Átmérő, MM. | Az elektróda alsó helyzete | Az elektród függőleges helyzete | Elektród mennyezeti helyzet |
|---|---|---|---|
| 2. | Aktuális teljesítmény 50-90 a | Aktuális teljesítmény 50-70 a | Jelenlegi erő 70-90 a |
| 2.5 | Jelenlegi erő 60-110 a | Jelenlegi erő 60-90 a | Jelenlegi erősség 80100 a |
| 3. | Jelenlegi erősség 90-140 a | A jelenlegi 80-100 a | Jelenlegi teljesítmény 100-130 A |
Elektródák rozsdamentes acélban OK 63.34
Ha rozsdamentes acélból kell főzni, próbálja meg az OK 63.34-et. Forralhatják és szerkezeti acélból is. Ebben az esetben kiderül, hogy a varrat egy sekély hullámú, sima átmenet a fém fő felületére. A salak mennyisége kicsi, könnyen illeszkedik.
Ez az elektróda jól főzött függőleges varratok és 6-8 mm fém, amely felülről lefelé halad. Alkalmas multidiszciplináris hegesztésre a Butt és a finom vegyületek. A polaritás állandó és váltakozó áramával működik, a minimális stroke feszültség 60 V.

Elektródák hegesztéshez OK 63.34
A hegesztéshez maszkra lesz szüksége. A munka könnyebben dolgozni, vegye a hegesztő maszk-kaméleont.
Hogyan válasszuk ki az elektródát, hogyan kell csatlakoztatni, és mit kell tenni az aktuális erejét
Válassza ki az elektródák márkáját az inverterhez nem minden. Még ha úgy döntött, hogy legalább három kérdés van:
- az elektródának melyik átmérőjét használják a hegesztés során;
- milyen áram van;
- Amely kilép a "+" vagy "-" csatlakoztassa az elektródot.
Mindent rendben. Kezdjük azzal, ahogy az elektróda átmérője szükséges a hegesztéshez. Általában javasoljuk a hegesztett fémek vastagságából: kis vastagságúak, az elektródát ugyanolyan méretű, mint a fém. Ha forraljuk a fém 3 mm vastagságú, akkor az elektródák ugyanolyan méretűek. Ha forralod valami vastagabbat, vegyen be 4 mm-t. De a nagy új új elektródák keményen dolgoznak. Kezdje el a hegesztést egy fém vastagságból 3-4 mm. Ehhez használjon 3 mm-es elektródákat, vagy azt mondják, hogy "trojka".
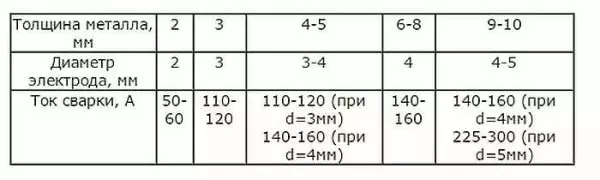
Általános ajánlások az elektróda átmérőjének kiválasztására a fém vastagságától függően
Az elektródák kilépésének módjáról. A csomagolás technikai jellemzőiben valószínűleg az elektróda, amelynek polaritása. A hátrameneti csatlakozik a pozitív kimenet, és az elektróda csatlakozik negatív klip, amely ragaszkodnak a részét. Közvetlen polaritású, a plusz plusz, mínusz az elektródánál szolgál. Mivel úgy néz ki, mint egy hegesztő inverter, a fényképen látható.

A hegesztő-frekvenciaváltó közvetlen és hátrameneti polaritása
Melyek a különbség e két típusú kapcsolat között? Egyéb iránya az elektronok áramlása. Mint tudják, az elektronok a "mínusz" -tól a "plusz" felé mozognak. Ezért a hegesztés során kiderül, hogy a "+" -hoz csatlakoztatott elem erősebb. A csatlakozási módok módosítása a fém fűtési intenzitás vezérelhető.
Tekintsünk több helyzetet. Például 3 mm-es elektróda van, 2 mm-es fém. Ha a "+" fájl része kiderülhet. Ezért ebben az esetben jobb a fordított polaritás használata, amelyen az elektróda meleg lesz. Ha 6 mm-t szeretne főzni ugyanazzal a háromval, akkor jobb, ha ezt egyenes polaritáson végezzük: így a fémfűtés mélyebb lesz, és a varratok tartósabbak lesznek.
Cikk a témában: rúd a fürdőszobában: A választás és a telepítés jellemzői
Hogyan lehet kiválasztani a hegesztő invertert olvasni. Talán érdekel a kerítés építése a professzionális padlóból.
Jelenlegi erő a hegesztés során
Általában, az elektród telepítésekor az inverter hegesztett áramának teljesítménye az elektróda átmérőjétől függően van beállítva. Általánosságban elmondható, hogy minden egyes csomagban ajánlatok, de lehet, hogy nélkülük: mindegyik milliméter átmérője 20-30 amp áramot. Meglehetősen széles választékot kap, de akkor figyelembe kell vennie a varratot: szétválasztással vagy anélkül. A tépések nélküli hegesztéshez alacsonyabb áramlatok kerülnek, egy margóval - magasabb.
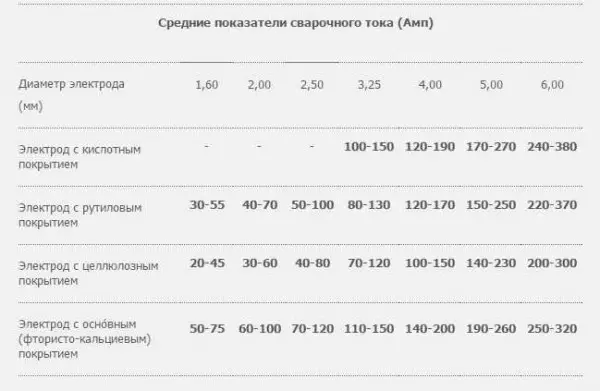
Milyen áramot kell főzni különböző elektródokkal (általános ajánlások, pontosan válassza ki a kísérleti utat)
Például egy 3 mm átmérőjű elektróda esetében a becsült áramot 60 A és 90 A között kapjuk. Tényleg 30 amper és 140 amper között van. Ha szétválasztás nélkül hegesztés, körülbelül 70-90 A áram van, egy margó - 90-120 A. Ezek a paraméterek mindkét irányban "járhatnak": az elektróda csúcsának sebességétől függ, a márkából és a hegesztett acél "kitermelése", a varrás helyzetéből (függőleges és vízszintes varrás esetén egy kicsit kevesebbet helyeznek el a mennyezetre - még kevesebb).
Általában még az áramlatok gyártója is ajánlott - ez nem követelmény. Kezdje velük, majd vegye fel, hogy kényelmesen működjön, és a varratok jóak voltak. Kiváló minőségű vegyülettel kell rendelkeznie, és az áramerősség és a sebesség aránya kiválasztja a kísérleti utat. Ugyanakkor összpontosítson a hegesztett fürdő állapotára. Ő a fő minőségmutatója.
Elolvastad, hogyan kell főzni a frekvenciaváltó hegesztését itt.
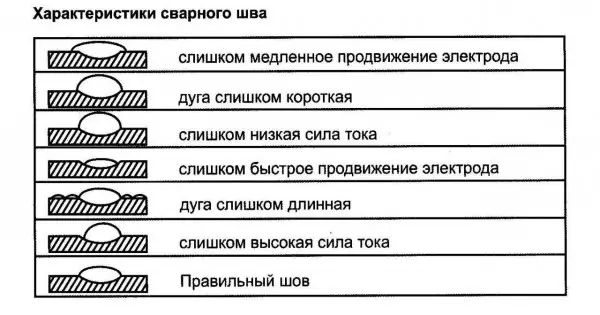
A hegesztés során előforduló hibák
Most már nem csak az inverter hegesztéshez való elektródák kiválasztása, hanem hogyan kell összekapcsolni őket, milyen átmérőjűek szükségesek ehhez a munkához, és minden egyes elektróda és varráshoz válasszon egy áramot. Most beszéljünk egy kicsit az elektródák birtokosairól.
Tartók elektródákhoz
Az egyik hegesztési kábelen van egy tartó (tartó), amelyben a hegesztőelektród be van helyezve. Ezek kétféleek:
- JURO billentyűvel az elektróda automatikusan tömörít, ha a rugós betöltött kulcs felszabadul, akkor meg kell adni, ha megnyomja azt;
- Menetes - A fogantyú forog, és forgat, felszabadítja vagy rögzíti a behelyezett elektróda magot.
Melyik a jobb? Ön dönt, de véletlenül a kulcs hívásával, az elektróda hegesztés közben eldobhatja. Semmi szörnyű sem történik egyszerre, de kellemetlen ...
Az elektróda tartó kiválasztásakor a legfontosabb dolog az, hogy figyeljen az aktuális áram erejére, amelyre tervezték. Válassza ki a hegesztőgéphez rendelkezésre álló maximális paramétert.
Hogyan kell csatlakoztatni a kábelt a hegesztő elektródtartótól a videóban látható menetes bilincshez.
A ruhacsipesz tartó hátránya, hogy a rugó rugója, az elektróda billenő magja gyengül, a kapcsolat súlyosbodik. Újra kell tenned. Hogyan kell csinálni egy ruhadarabon, nézd meg a videót.
Csatlakoztassa az elektródtartót a hegesztéshez. Csak egy árnyalat van: gyakori működés esetén a hegesztő kábelt lefektetik. Természetesen röviden lerövidítheti a kábelt, és behatolhatja azt, de nem mindig 10-20 cm-re vágja le. Ehhez nem történik meg, keresse meg a tömlőt, amelynek belső átmérője egybeesik vagy valamivel kisebb, mint a külső átmérő a hegesztési kábel. Vágjon egy kis darabot - santimeters 15. vágott. Most viselheti a kábelen, húzza fel és rögzítse ott.