
A fűrészáru minőségének minősége a kerek fűrészáru tulajdonságaitól függ, pontosabban a szavak jelenlétéből.

A kerek fűrészáru jeleiből, azaz a fűrészáru minőségétől függ a hibák jelenlététől.
A szabályozási dokumentációban a hibák több mint 80, de az anyagtípusokat csak 10 típusú hibák (jelek) határozzák meg.
Ezért, mielőtt foglalkoznod a fűrészáru rendezésével, meg kell értened, hogy a kerek erdő jelei befolyásolják ezt a folyamatot.
A kerek erdő és fűrészáru fajtáiban
Kezdetben kerekített, a fa fától függően két csoportra osztható: tűlevelű és lombhullató. A következő lépés a vastagság megosztása. Mindkét fűrészáru vastagságú, három típus áll rendelkezésre: kicsi, közepes és nagy.
A feldolgozás típusával a kerekítés négy csoportra oszlik. Lehet:
- Használjon egy fordulóban.
- Transzformáld a fa talajjal vagy a cellulózra való újrahasznosításra.
- Képzelet vagy gyalulás révén furnér.
- Fűrészáru.
A fűrészáru négy fajtára oszlik:
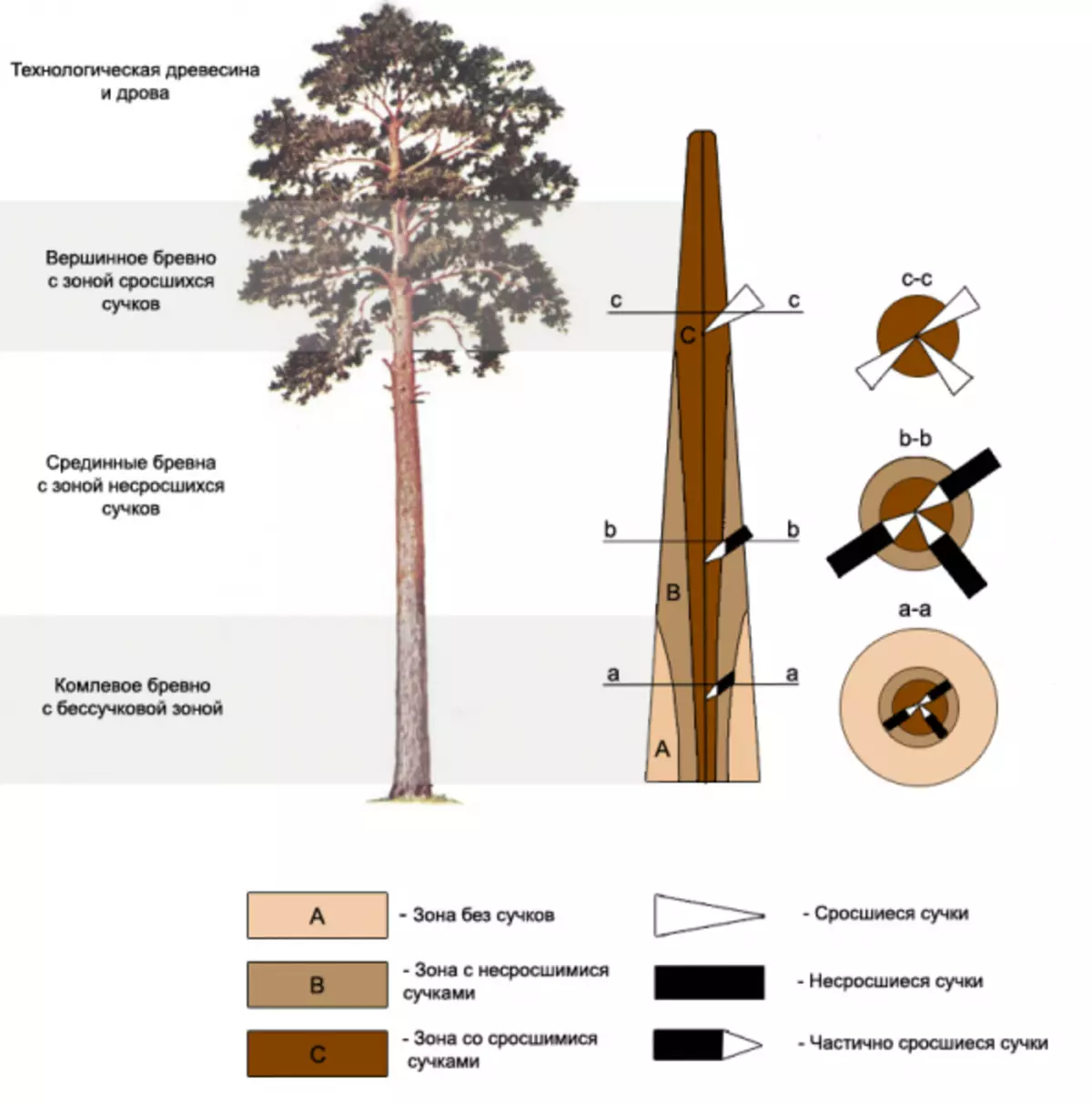
Image 1. A ostorok squalálai rendszere.
- Az 1 fokozat a napló egyik Űrlapjából származik, amelyben gyakorlatilag nincs szuka;
- 2 fokozatot kapnak egy kényelemből és medián részből, amelynek kis mennyiségű szuka van;
- A 3 és 4 fokozat a napló bármely részéből származhat;
- A legmagasabb, kiválasztott fajta külön kategóriában van kiemelve.
A fűrészáru-fűrészáru válogatásának változatossága határozza meg:
- a tábla - a legrosszabb oldalra vagy szélére;
- Egy bár vagy bár - a legrosszabb oldalra.
A gerincvelő részétől, amelyet a fűrészárveszélyt kaphat, érthető az 1. képen.
A fortosítás fő jelei a következők:
- csomók;
- Gombafestés és rothadás;
- Kémiai szín;
- a rovarok által hagyott nyomok;
- repedés és deformáció;
- a törzs alakjának károsodásának következményei;
- fa szerkezeti hibái;
- sebek;
- Természetes (normál) fabetétek;
- A hibák feldolgozása és a szállítási károk.
Cikk a témáról: Az aljzatok megnevezése és az építési rajzok és rendszerek bekapcsolása
A fűrészanyagok eredményeképpen végzett folyamatban minden fajta meg kell felelnie a hibák hiányára vonatkozó különleges követelményeknek. Csak a szuka és repedésekre vonatkozó követelményeket jelezünk.
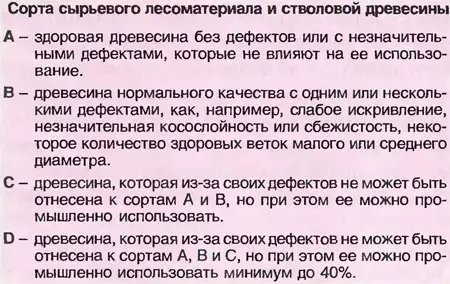
A nyersanyagok és szár fából készült osztályok.
Szelektív fokozat. A szuka kivételével nem engedélyezett. A hulladéklerakók legfeljebb 2 1 m hosszúságúak lehetnek. A szuka részei megengedettek a tábla bordáin, amelynek mérete nem haladja meg az átmérőjének 20% -át.
- 1 fokozat. Nem lehet szuka, amelynek átmérője meghaladja a 10 mm-t, a szuka, amely bármikor széteshet, és a már leesett szukákból maradt mélyedések. A repedések teljes hossza (nem kereszt) nem haladhatja meg az anyaghossz egynegyedét.
- 2 fokozat. A legördülő szuka és az egészséges szuka, amely átmérője meghaladja a 20 mm-t. A repedések teljes hossza (nem keresztül) nem haladhatja meg az anyaghossz harmadik harmadát.
- 3 fokozat. Szinte minden adag megengedett.
- 4 fokozat. A helyeket nem egy adott termékre, hanem az anyag 1 m3-re határozzák meg.
A fűrészelés technológiai folyamatának automatizálása
A válogatási folyamat megfontolása előtt tanácsos meghatározni helyét az automatizált vezérlőrendszerben (ACS) lánc a fafeldolgozásban a vállalkozásban, vagyis a naplómozgások a vállalkozásba a késztermékekbe való belépésétől. Ez az, amit ez a sorozatot néz ki.
Fa törzsrajz.
- A bejövő anyag (naplók) nyilvántartás. Ez manuálisan vagy automatikus elfogadási vonal használatával történhet.
- Fantázia és fűrészelés, például a táblákon.
- Nyers válogató táblák helyi vonalat használva.
- Takarmánylapok a speciális gépekhez, amelyek a szárítóüzletbe továbbítják a veremet.
- Szárító lapok és mozgásuk a szárítóüzletben található halomban.
- Takarmánylapok száraz sorrendben.
Ezután a csomagok kialakulását a válogatás eredményeinek megfelelően hajtják végre.
Kiderül, hogy a fűrészáru eloszlása a fajtákban elkezdődik a napló fűrészelése után, vagyis ugyanabból a körből, akkor kaphat egy másik anyagot a minőségben, ami a száraz rendezési vonalat teszi lehetővé. A technológiai láncban a rendezési sor szárítás után helyezkedik el.
Cikk a témában: folyékony tapéta. A folyékony tapéta előnye és hátrányai
Az ACS technológiai láncban való helyi alrendszer helyi alrendszerének ilyen helye lehetővé teszi, hogy azonosítsuk a szuka cseppek leesését a szárítás után és negatívak a többi hibát.
A SAWN fűrészáru válogatásának folyamata
A fórum gyártásának folyamatában a válogatás kétszer történik: a szárításhoz és utána.
A szárításra való felkészüléskor részleges vágás a fedélzetek megszüntetésére a végeikben. A táblákat a fa-sziklák és a keresztmetszetek méretében rendezik. A szárítás után minőségi rendezésre kerülnek, és az utolsó szakaszban hosszabb.
A keresztmetszetek méretének megoszlása szükséges homogén szárítócsomagok kialakításához, amelyeket a megfelelő üzemmód és szárítási időtartam választanak ki. A vastagságot és a szélességet bárhol a fedélzeten, de nem közelebb áll a végeitől 150 mm-re. Az alacsony minőségű táblák esetében a csomagok csak vastagságukat figyelembe véve.
Fűrészáru rendszere.
Ebben a szakaszban, a vonal üzemeltető, miután megkapta a méret adatokat, elküldi a terméket, hogy a megfelelő meghajtót, amelyben a megadott számú jön létre, ami után a hajtás nyitva van, és az anyagot a szállítószalag irányul, hogy a szárítási műhelyben. A műhelyben szárítózsákok vannak kialakítva.
A fűrészáru minőségi megosztását a vezérlő végezheti, amikor a fűrészüzemű műhelyben lévő villamos táblákon található táblák. Azonban a táblázatok több mint 7-8 tábla per percen, a vezérlő nem lesz képes rendezni.
A főosztály a közlekedési szállítószalagokon történik. A vezérlést számos működtető vezérlő végzi. Ezek egymás után helyezkednek el a szállítószalag mentén, és manuálisan megváltoztatják a táblák mozgásának irányát a megfelelő meghajtásért.
Ez a módszer nem csak az automatikus, hanem lehetetlennek nevezhető.
A folyamat automatizálásáról azt lehet mondani, hogy a tábla a szállítószalagmozgás során kibontakozik, hogy az üzemeltetőnek lehetősége van arra, hogy megvizsgálja a táblát minden oldalról, és úgy dönt, hogy melyik osztálynak tulajdonítható, küldje el a megfelelő meghajtót. Ehhez a szállítószalagon van egy chiber, amelyet ellenőrz.
Cikk a témáról: Végezze el az erkélyen helyesen: alapvető szabályok
Az üzemeltető belátása szerint megváltoztathatja a táblák típusait. Néha ez megtörténik, hogy figyelembe véve a teljes hosszúságot, a testület megfelel a 3. osztálynak. De van olyan megfelelő hosszúság, amelyben a hibák száma megfelel a magasabb osztály követelményeinek.
Nyilvánvaló, hogy a fajták megosztási módja inffektív, és csak kis mennyiségű termékkel rendelkező termelésre alkalmas. A nagy fűrészáru vállalkozások számára gazdaságilag előnyös az automatikus vonalak létrehozása.