
A körfűrészfűrészlap acéllemezből (lemez testből) és a karbid támadásokkal ellátott lemezből áll, amelyek formájában különböző lehet. A lemez helytelen élesítéséhez ismernie kell a fog geometriáját és az élesítés alapvető szabályait.

A megfelelő tárcsás élesítéshez ismernie kell a fog geometriáját, valamint az alapvető beállítási szabályokat.
Fűrészek geometriája
A lemez fűrészek készült tartós acélfajták, a test, amelyek karbid lemezek vannak szerelve segítségével nagy hőmérsékletű tüskék. A támadások gyártásának ötvözete eltérő lehet. A hazai gyártókat elsősorban az eszközfram ötvözeteket használják kobaltokkal. A külföldi gyártók technológiai készítményeket használnak. Az egyik vagy másik összetétel jellemzői nemcsak kémiai jellemzői, hanem a karbid fázis gabonájának mérete is függenek. Egy kis szemcsés a keménység és az erő legnagyobb paramétereit biztosítja, hogy az anyagot közzétesszük.
A lemezfűrészlap különböző geometriai alakzatokkal rendelkezhet. Köztük különböznek több alapvető forma:

Különböző lemezek különböző lemezek.
- Fog egyenes alakja.
- Ferde alakja a fog.
- A fog trapéz alakja.
- Fogkúp alakú.
A fogat egyenes formájú fűrészek a gyors hosszirányú fűrészek elvégzésére szolgálnak. Ugyanakkor az ilyen vágás minősége elég alacsony lesz.
A foghulladék formája lehet a megfelelő vagy bal oldali szög. Nagyon gyakran, a lemezfűrészek elvégezhetők felváltva burkolatú fogakkal, azaz Amikor a fogak a bal és a derékszögben megismétlődik. Az ilyen fűrészeket a forodókészülék forgácslapjára használják a hosszanti és keresztirányú irányba. Egy hasonló konstruktív formában segít elkerülni a megjelenése különböző chipek felszínén az éppen megmunkált anyag. Öntött, a fogat, amely készül a trapéz formájú, lehet használni, hogy száraz az MDF anyagot. Az ilyen fűrészek sajátossága a foganyag kis kopása és kellően alacsony vágási sebességében rejlik. Nagyon gyakran, a fogak egy trapézos alternatív formájában egyenes, melyeket tisztább vágásra használnak.
Cikk: Septik Yunulos Astra: Jellemzők és negatív vélemények
Fűrészek, amelynek fogai a kúp alakú használják kisegítő munka, amikor vágás a felső vagy alsó laminált réteg. Az ilyen fűrész védi a zsetonok megjelenését és megtartja a feldolgozott anyag felületét.
Élesítési szabályok

A foghulladék formája lehet a megfelelő vagy bal oldali szög.
Ahhoz, hogy megértsük, hogyan élesítsük a lemezt helyesen, tudnod kell, hogy a fogat fő kopása a felső vágóélre esik. Ez a szél a munka során kerekítésnek van kitéve. A lekerekített réteg mérete 0,2-0,3 mm. A felület elülső felülete gyorsan visel.
Az ilyen munkák elvégzéséhez a következő berendezésekre van szüksége:
- Élesítő gép.
- Pendulum futár.
A fűrészfűrész elvégzésének folyamata egyenes fogakkal kell elvégezni az elülső síkon. Ehhez vízszintes helyzetben kell telepíteni a tüskébe.
Ezután az élesítő gépen található beállító csavarok segítségével be kell állítania a kívánt szöget, amely alatt az élesítést elvégzik. A fűrészlapnak úgy kell mozognia, hogy a csiszolókör felületének leginkább szomszédos legyen.
Az anyagból eltávolított réteg vastagságát a bilincs erejével állítják be. Az első fog élesítése után a lemezt az élesítési körből kell elosztani. Ezt követően egy lépéssel kell átrendezni, és folytassa a folyamatot. Olyan következetesen meg kell élesíteni az összes keményfém tányt.
Körfűrész élezés.
A keményfém támadás burelingfelületének élesítését mind a sík, mind a hátsó elülső részén végezhetjük. A különbség a élezés a támadás lemez, amelynek egyenes felülete lesz, hogy egy ilyen fűrész lemezt kell elhelyezni szögben, amely megfelel a hajlásszöge a fog.
A szükséges telepítési szög meghatározásához az inga tilter-t kell használnia. Kezdetben pozitív értékkel (+8, +10 stb.) Szögre kell beállítani. Az élesítést a fogon keresztül kell elvégezni, így a lemezlemez első felét feldolgozzuk. A munka elvégzése után a kívánt dőlésszög negatívra változik, és a fogak második felének feldolgozását eredményezi.
Cikk a témáról: Hogyan építsünk egy házat a SIP-Panels-ből
A támadás hátsó síkja egy kicsit nehezebbé válik. Ehhez egy gépre van szükség, amelynek kialakítása lehetővé teszi, hogy egy körfűrészt telepítsen, hogy a fűrészek fűrészeinek hátsó síkja párhuzamos volt az élező kör síkjával.
A gép nélküli munka és a munka minősége
A körfűrészt nemcsak egy speciális gép segítségével, hanem hasznosítással is tekerheted. Ily módon, akkor használhatod, ha nincs pénz és a vágy, hogy megszerezzék az élesítő gépet. A legtöbb ember Hasonló kéziszerszámot használ fel ritkán, így további eszközök vásárlása nem szükséges.
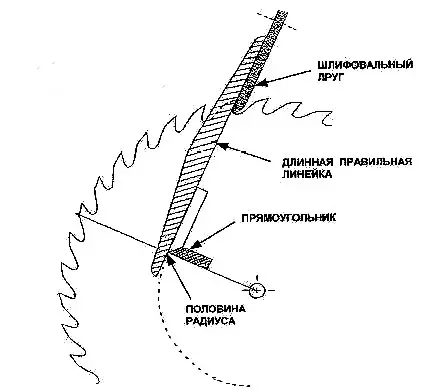
Abban az esetben, ha rendszeres emery gép van, elvégezheti az összes szükséges eljárást. A kényelem érdekében olyan eszközt kell készítenie, amely lehetővé teszi, hogy a fűrészt a kívánt pozícióban rögzítse a csiszolóelemhez képest. Ehhez a szokásos fémállvány alkalmas, amelynek felülete ugyanolyan szinten helyezkedik el, amellyel a csiszolókör tengelye van.
Ezen az állványon a körfűrészlemezt oly módon kell elhelyezni, hogy a felülethez képest a kívánt síkban fekszik. Ezzel olyan csavarokkal hajtható végre, amelyek egyidejűleg segítenek a dőlésszög beállításához.
Győződjön meg róla, hogy a fűrészek felületén lévő távollét és a fűrészek felületén lévő különböző repedések és különböző repedések használata segít. Az összes vágóélek kerekének sugara kell lennie a következő határokon: 0,012-0,015 mm. Amikor vizuális ellenőrzést végeznek a felületükön, nincsenek tükröződés.
A munka elvégzésére vonatkozó szabályok figyelembevételével magabiztosan használhat körfűrészt a fűrészlemezek gyakori cseréje nélkül. És a vágási részük kiváló minőségű vágást végez a szükséges termékek és anyagok, amelyek nem szennyezik a felületüket.