
Sawn փայտանյութի որակը կախված է կլոր փայտանյութի հատկություններից, ավելի ճշգրիտ, արատների առկայությունից:

Կլոր փայտանյութի նշաններից, այսինքն, Sawn փայտանյութի որակը կախված է թերությունների առկայությունից:
Կարգավորող փաստաթղթերում թերությունները ավելի քան 80 են, բայց նյութերի տեսակները որոշվում են միայն 10 տեսակի թերություններով (նշաններ):
Հետեւաբար, նախքան Sawn փայտանյութի տեսակավորումը զբաղվելը, դուք պետք է հասկանաք, թե կլոր անտառի որ նշաններն են ազդում այս գործընթացի վրա:
Կլոր անտառի եւ սղոցների փայտանյութի սորտերի վրա
Սկզբնապես կլորացված, կախված փայտի ծառից, բաժանվում է երկու խմբի, փշատերեւ եւ թափանցիկ: Հաջորդ քայլը հաստության բաժանումն է: Հաստության մեջ փայտանյութի երկու խմբերի համար տրամադրվում է երեք տեսակ, փոքր, միջին եւ մեծ:
Ըստ վերամշակման տեսակի, կլորացումը բաժանվում է չորս խմբի: Դա կարող է լինել:
- Օգտագործեք տուրում:
- Վերածվել փայտի գետնի կամ վերամշակվել բջջանյութի վրա:
- Պատկերացնելով նրբատախտակի կամ պլանավորման միջոցով:
- Վերածվել փայտանյութի:
Փայտանյութը բաժանված է չորս սորտերի.
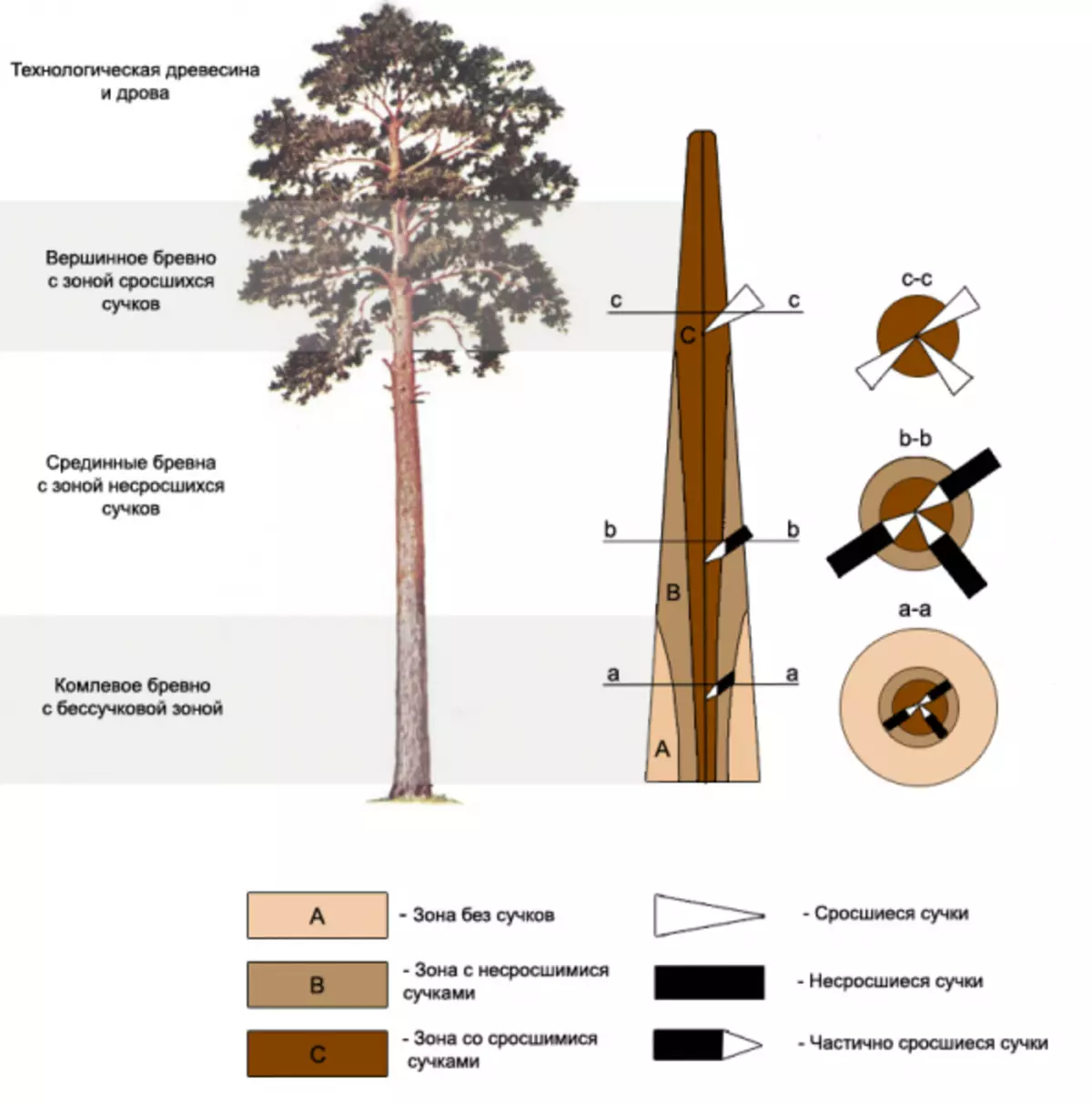
Պատկեր 1. Շողերի քառակուսիների սխեման:
- 1 դասարան է ստացվում տեղեկամատյանների մասի մասից, որում գործնականում ոչ մի խայթոց կա.
- 2 դասարան է ձեռք բերվում Կոլլեկից եւ միջին մասից, ունենալով փոքր քանակությամբ խոզանակ;
- 3 եւ 4 դասարաններ կարելի է ստանալ տեղեկամատյանների ցանկացած մասից.
- Ամենաբարձր, ընտրված բազմազանությունը կարեւորվում է առանձին կատեգորիայում:
Sawn Timber տեսակավորման գործընթացում բազմազանությունը որոշվում է.
- տախտակի համար `ամենավատ կողմի կամ եզրին.
- Բարի կամ բարի համար `ամենավատ կողմի համար:
Ողնաշարի որ մասից, որը փայտանյութերի բազմազանությունը կարելի է ձեռք բերել, հասկանալի է 1-ին պատկերում:
Ամրապնդման հիմնական նշանները հետեւյալն են.
- հանգույցներ;
- Սնկով նկարում եւ փտում;
- Քիմիական գույն;
- միջատների հետեւանքների հետեւանքները.
- ճեղքվածք եւ դեֆորմացիա;
- բեռնախցիկի ձեւի արժեզրկման հետեւանքները.
- փայտի կառուցվածքի թերություններ;
- վերքեր;
- Բնական (նորմալ) փայտի հանքավայրեր.
- Թերությունների եւ տրանսպորտի վնասների վերամշակում:
Հոդված թեմայի վերաբերյալ. Շինարարական գծագրերի եւ սխեմաների վարդակների եւ անջատիչների նախագծում
Արդյունքում փայտանյութը տեսակավորելու գործընթացում յուրաքանչյուր բազմություն պետք է համապատասխանի թերությունների բացակայության հատուկ պահանջներին: Մենք նշում ենք միայն խոզանակների եւ ճաքերի պահանջները:
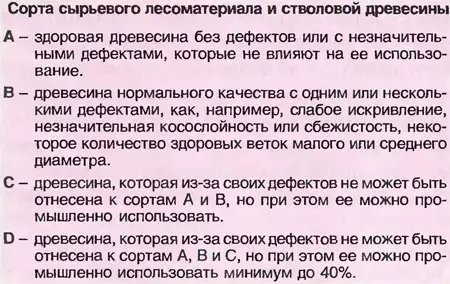
Հումքի եւ ցողունի փայտի դասարանների աղյուսակ:
Ընտրովի դասարան: Ոչ մի vices, բացառությամբ խայթոցի, չեն թույլատրվում: Թափոնները կարող են լինել ոչ ավելի, քան 2-ը 1 մ երկարությամբ: Խցանի մասերը թույլատրվում են տախտակի կողոսկրների վրա, որի չափը չի գերազանցում դրա տրամագծի 20% -ը:
- 1 դասարան: Պետք չէ լինել խոզանակ, որի տրամագիծը գերազանցում է 10 մմ, խայթոց, որը կարող է ցանկացած պահի ընկնել, եւ արդեն ընկած խոզանակից մնացած դեպրեսիաները: Crack եղքերի ընդհանուր երկարությունը (ոչ խաչաձեւ) չպետք է գերազանցի նյութական երկարության քառորդը:
- 2 դասարան: Չի կարող լինել բացվող խայթոց եւ առողջ խայթոց, որի տրամագիծը գերազանցում է 20 մմը: Cracks- ի (ոչ թե) ընդհանուր երկարությունը չպետք է գերազանցի նյութական երկարության երրորդը:
- 3 դասարան: Գրեթե բոլոր արատները թույլատրվում են:
- 4 դասարան: Vices- ը սահմանվում է ոչ թե որոշակի ապրանքի, այլ նյութի 1 մ 3-ով:
Սղոցի տեխնոլոգիական գործընթացի ավտոմատացում
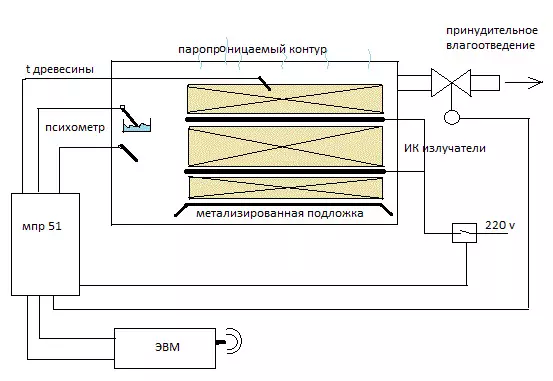
Տեսակավորման գործընթացը հաշվի առնելուց առաջ խորհուրդ է տրվում իր տեղը ստեղծել ձեռնարկությունում փայտի վերամշակման ավտոմատացված համակարգի (ACS) շղթայում, այսինքն `մուտքագրման միջոցներ մուտք գործելու համար: Ահա թե ինչ է թվում այս հաջորդականությունը:
Ծառի միջքաղաքային դիագրամ:
- Մուտքային նյութի (տեղեկամատյանների) գրանցամատյան: Դա կարելի է անել ձեռքով կամ օգտագործել ավտոմատ ընդունման գիծ:
- Ֆանտազիա եւ սղոց, օրինակ, տախտակների վրա:
- Հում տեսակավորման տախտակներ, օգտագործելով տեղական գիծ:
- Կերակրման տախտակները հատուկ մեքենաներ, որոնք չորացման խանութ են ձեւավորում:
- Չորացման տախտակները եւ դրանց տեղաշարժը չորացման խանութում:
- Սննդի տախտակները չոր տեսակավորման գծում:
Հաջորդը, փաթեթների ձեւավորումը իրականացվում է տեսակավորման արդյունքների համաձայն:
Պարզվում է, որ սորտերի փայտանյութի բաշխումը սկսվում է տեղեկամատյանից հետո, այսինքն, նույն տուրից, կարող եք որակապես ձեռք բերել տարբեր նյութեր: Տեխնոլոգիական շղթայում տեսակավորումը տեղակայված է չորացնելուց հետո:
Հոդված թեմայի վերաբերյալ. Հեղուկ պաստառ: Հեղուկ պաստառի առավելությունն ու թերությունները
ACS տեխնոլոգիական շղթայում տեսակավորվող տեղական ենթահամակարգի տեղական ենթահամակարգի նման վայրը թույլ է տալիս նույնականացնել խոզանակների կաթիլները չորացնելուց եւ բացասականից հետո մյուս թերությունները:
Sawn փայտանյութի տեսակավորման գործընթացի ավտոմատացում
Խորհրդը արտադրության գործընթացում տեսակավորումը կատարվում է երկու անգամ. Չորացնելը եւ դրանից հետո:
Պատրաստվում է չորացմանը պատրաստվելիս, կատարվում են տախտակների մասնակի հատում `իրենց ծայրերում արատների վերացման համար: Տախտակները տեսակավորվում են ծառի ժայռերով եւ խաչմերուկների չափերով: Չորանալուց հետո դրանք տեսակավորված են որակով, իսկ վերջին փուլում իրականացվում է երկարությամբ:
Խաչմերուկի չափի բաժանումը անհրաժեշտ է համասեռ չորացման փաթեթների ձեւավորման համար, որոնք ընտրվում են համապատասխան ռեժիմով եւ չորացման տեւողությամբ: Հաստությունն ու լայնությունը չափվում են տախտակի ցանկացած վայրում, բայց ոչ ավելի մոտ է իր ավարտներից 150 մմ-ից: Low ածր կարգի տախտակների համար փաթեթները կարող են ձեւավորվել միայն հաշվի առնելով դրանց հաստությունը:
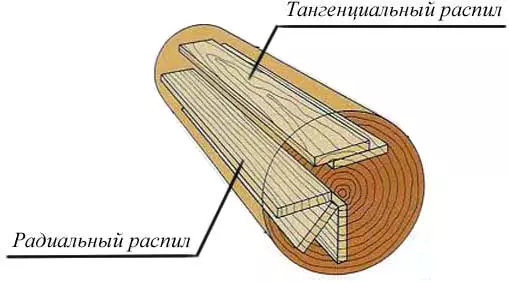
Sawn փայտանյութի սխեման:
Այս փուլում գծի օպերատորը, ստացված չափի տվյալները, արտադրանքը ուղարկում է համապատասխան սկավառակ, որում ստեղծվում է նշված համարը, որից հետո սկավառակն ուղղված է չորացման սեմինարին: Սեմինարում ձեւավորվում են չորացման պայուսակներ:
Որակի փայտանյութի բաժանումը կարող է իրականացվել վերահսկիչի կողմից, երբ տախտակի սեղանների տախտակները սղոցի սեմինարի մեջ: Այնուամենայնիվ, սեղանների վրա ավելի քան 7-8 տախտակ մեկ րոպեի ընթացքում վերահսկիչը չի կարողանա դասավորել:
Հիմնական բաժինը կատարվում է տրանսպորտային փոխակրիչների վրա: Վերահսկումն իրականացվում է գործող մի շարք վերահսկիչների կողմից: Դրանք գտնվում են հաջորդաբար փոխակրիչի երկայնքով եւ ձեռքով փոխում են տախտակների շարժման ուղղությունը համապատասխան սկավառակի վրա:
Այս մեթոդը ոչ միայն ավտոմատից ոչ միայն է, այլեւ անհնար է այն անվանել:
Գործընթացի ավտոմատացման մասին կարելի է ասել, եթե տախտակը տեղի է ունենում փոխակրիչ շարժման ընթացքում, որպեսզի օպերատորը հնարավորություն ունենա բոլոր կողմերից ստուգել տախտակը եւ որոշել, թե որ դասը վերագրվի, ուղարկեք այն համապատասխան սկավառակին: Դա անելու համար փոխակրիչի վրա կա մի օտեր, որը նա վերահսկում է:
Հոդված թեմայի վերաբերյալ. Պատշգամբը ճիշտ ավարտենք. Հիմնական կանոններ
Օպերատորը կարող է իր հայեցողությամբ փոխել տախտակների տեսակները: Երբեմն պատահում է, որ հաշվի առնելով ամբողջ երկարությունը, խորհուրդը համապատասխանում է 3-րդ դասին: Բայց կա բավարար երկարության սյուժե, որում թերությունների քանակը բավարարում է ավելի բարձր դասի պահանջները:
Հասկանալի է, որ սորտերի բաժանման այս մեթոդը աննպատակ է եւ հարմար է միայն արտադրության համար `փոքր քանակությամբ արտադրանքներով: Խոշոր սղոցման ձեռնարկությունների համար տնտեսապես ձեռնտու է ավտոմատ գծեր ստեղծել: