
製造木材、ポケット、技術穴の製造、木彫りの加工 - 全ての装置は製粉所としての装置になる可能性があります。さらに、それは専門の機器だけでなく、比較的安価な手動部のコピーも可能です。しかし、手作業のフライス盤による作業には、いくつかのテクニックとルールに関する知識が必要です。この記事内のすべてについて - 。
ミルとは何ですか。
ミルは木や金属を加工するための装置です。それらは平らで形状の表面を処理し、また技術的な凹部を形成する - 溝、櫛、ループの設置の下での取り外しなど。設置方法により、静止機があり(異なる操作を実行するための異なる種類がある)、手作業ミルがあります。手動電気レスターは、任意の操作を可能にするユニバーサルツールです。操作を変更するには、あなただけがノズル - ミルおよび/またはその場所を詳細に変更するだけでよい。
マシンは主に量産で使用されています。ミリングカッターは無動で設置され、ワークピースは移動しています - ある軌道に従って。手作業ミリングで作業するときは、状況が反対側です - ワークピースを固定し、フライスミルを動かします。同じ詳細を大量に処理するときは、フライス盤と同様のものを作ることでハンドミルを水平面に固定するのが便利です。

自家製フライス加工機 - ハンドミルが下に取り付けられている真ん中に穴がある水平面
フライス盤にはさまざまな種類のフライス盤がありますが、家庭用マスターやセミプロフェッショナルな使用のためにもっと普遍的な適合。それらは異なるカッターと特別なデバイスが設置されているため、操作を実行できます。彼らの実行のためだけに、特殊なマシンよりも時間とスキルを必要とします。
ハンドミルの助けを借りて行うことができるもの:
- 任意の形状の溝および溝(巻き毛、長方形、複雑な形)。
- 穴や盲目を介して。
- プロセスエッジとエンド(まっすぐ、巻き毛を作ることができます)。
- コンパウンドの詳細を切り取る。
- 表面上の碑文、パターン、図面を適用します。
- 詳細をコピーします。

部品をコピーする - 電力の特徴の1つ
そのような操作は、家具の製造および組み立てにおいて、大工で使用されています。ドアの上のロックやループを切り取るためでも - それはまたハンドメイドフライスミルを手作りすることができます。そしてそれはそれを同様の操作よりもはるかに速くエレガントにするでしょうが、ハンドツールを使って実行されます。
仕事と介護のための準備
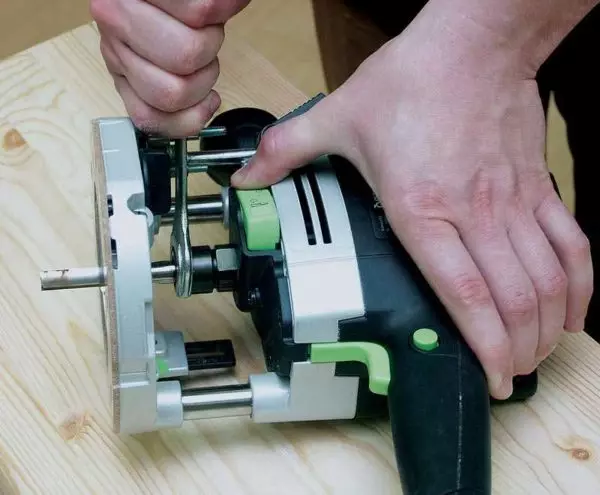
手作業ミリングで作業する原理に対処するために、少なくともその構造とその部品の目的の一般的な考えを持つことが望ましいです。メインノードの建物と任命
それは、モーターが隠されているハウジングからの手動電給からなる。体からコレットが挿入されているホルダーがあります。 Canggiは、異なる直径のシャンクを持つカッターの使用を可能にする小さなアダプターです。ミリングカッターはコレットに挿入され、クランプボルトで遅れて(一部のモデルがボタンで固定されています)。

手作業ミリングのメインノードとその目的
マニュアルミリングのもう1つの重要な詳細は、2つのロッドを使用してハウジングに接続するプラットフォームです。プラットフォームは通常金属製です。プラットフォームの下部にはスライドストーブがあります。それが部品を横切って移動されたときに工具の滑らかさを確実にする滑らかな材料でできています。
Freesomeerのパラメータを設定すると、次のようになります。
- ペンと揺れの粉砕深さを揺さぶる。設定ステップ - 1/10 mm。
- 回転数の調整カッターの回転速度を変えます。まず、それは小規模または中央の売上高に取り組みようとする価値があります - それは最初はツールを導くことがより簡単です。
ON / OFFボタンがある場合は、別のブロッキングボタンがある場合があります。ここでは、すべてのノードを簡単に説明します。さらに、まだ非常に便利な並列強調があります。それは簡単であるかもしれません、または調整の可能性があるかもしれません - あなたは右または左に切断部分をスライドさせることができます。
お手入れ
工場から、機器は潤滑剤を入れるので、原則として追加の操作は必要ありません。しかし、それは清潔さの機器を支援する必要があります - 必要に応じてほこりをより頻繁に考慮する必要があります。移動部品ガイドには潤滑が必要です。液体エアロゾル潤滑剤を使用することができる(好ましい)が、従来のリトール型稠度タイプを使用することができる。しかし、厚い潤滑剤を使用するときは、チップススティックやほこりが作動するのが難しくなります。軽いエアロゾル組成物を使用することで、実質的にぎぎぎらない。ソールが簡単にスライドするためには、シリコーン潤滑剤で潤滑することができます。これは、テンプレートを操作するときに特に便利です。その後、ツールは文字通りスライドし、円滑に、そしてジャークなしで行われます。
回転速度
作業手動木粉、複合材合板など基本的なパラメータの配置から始まります。最初に回転速度を設定します。それは選択されたカッターと材料の剛性とミレインラーの特性に応じて選択されているため、正確な推奨事項を取扱説明書に署名する必要があります。

異なるカッターを使用するときのおおよその処理速度
充填カッター
次に取り付けられたフライスカッターを取り付けます。ほとんどの企業カッターでは、ナビゲートできるタグがあります。それらがそうでない場合、最小値はシャンク長(円筒形部分)の少なくとも3/4をクランプする必要があります。カッターを必要な深さに挿入します(必要に応じて、コレットを取り付けた後、カッターの直径に対してアダプターカートリッジを取り付けた後)、シャフトを固定し、停止するまでホイールキーを締めます(ドラッグしないでください)。
作業マニュアルの木製の製粉やその他の材料はフライスカッターから始まります
モデルが単純である場合は、2つのキーが必要です。それらはシャフトブロッキングメカニズムを提供していない、2番目のキーはそれを保持する必要があります。中流階級装置ではロックボタンがあります。それを引き、カーキンキーを締めます。ブロッキング以外に高価なモデルでは、ナビゲートできるラチェットがあります。
ミリングの深さを設定する
手動フレリサーの各モデルには特定の出発があります。これはこのユニットが材料を処理できる最大深さです。ミリングの深さは必ずしも最大限になるわけではありません。その後、その調整が必要です。あまりにも多くの深さまでミルにする必要があっても、いくつかのレベルでそれを粉砕することができます。このためには回転強調があります。これは、さまざまな高さ - 脚の一定数の停留所のバーベルの下の小さなディスクです。足の数 - 3から7まで、そしてそれ以上のもの - もっとよくはありません。各脚の高さを調整する可能性がある場合は、はるかに便利です。これは機器の能力を示しています。所望の位置に回転停止を確保するために、保持器がある。これは通常チェックボックスの形で行われます。
手作業ミリングでのやりがいのあるフライス加工の深さはいくつかの段階で行われます。
- 工具は平らな表面に置かれ、クランプを解放し、カッターを押して表面にあふれています。
- 回転焦点を解放し、ロックを再ロードします。

回転停止の脚を選択してください
- どのミリングの深さが必要かによって、回転停止の脚が選択されます。脚を持つディスクは所望の位置に回転します。
- ネジは固定されていませんが、指でバーを押しながら、移動式ポインタをゼロ(上の写真で)と一致するように移動します。
- バーをミリング深さに上げ、その後、回転停止の記録が低下します(下の写真)。

スケールの深さを示す
今、ワークピースに取り付けて上に詰まっているとき、カッターは展示された距離に詳細を入力します。

今それは望ましい深さのために空白になるでしょう
良好な新鮮なフライス加工の深さを正確に調整するホイールがあります。それはあなたが設定をノックダウンしないことを可能にします(操作全体を繰り返す必要はありません)小さな制限ではあるが(それはそれの上の写真では緑色のホイール)。
手作業用カッター
カッターは表面を処理して形成する切削工具です。それらは、ユニットの硬化剤の色によって締め付けられた円筒形部分と切断部とからなる。円筒部は異なる直径であり得る。デバイスにいるようなコレットを選択してください。切断部のナイフの形状および位置は、処理後に木材が受け取るタイプを定義する。一部の工場では(エッジ用)永久ローラーがあります。それは切断面から加工されている材料への距離を設定する。

手作業のミーリングツリーを持つツリーの作品は、一定量のカッターが存在することです。これは何が存在するもののほんの一部です
さまざまな金属と合金からカッターを作ります。柔らかい木材 - 松、トウヒなどを取り扱うため - ハードロックス - オーク、ブナなどの堅いノズル(HSS)を使用してください - ハードアロイ(HM)から。
各ミリングカッターはあるリソースと、通常の操作が最小限の鼓動で提供される最大速度を持っています。超過推奨スピードは価値がない - これはミルの内訳を引き起こす可能性があります。それが固定されていれば、ミルを磨くことは意味がありません。特別な機器(約1000ドルの価値がある)で、希望する鋭利角度を設定できます。手動で何も成功しません。それで、彼らは比較的少ないので、集中した(そして安く)置き換えられました。
人気の種
ほとんどの場合使用されているミレージラー用のポンプのいくつかの種類があります。
- 縁。ブランクの側面を取り扱うのに役立ちます。彼らの助けを借りて、あなたは滑らかな縁を作ることができます、あなたはドッキング部品のためのノッチとスパイクを形成することができます。端部のベアリングで起こるカッターのこのタイプのカッターです - それは部品上に残り、ワークピースの端からカッターへの距離を尋ねます。
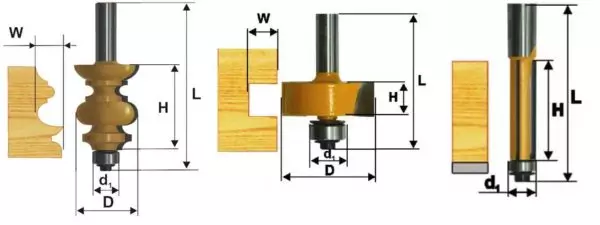
いくつかの種類のエッジ
- 溝。様々な形状の溝と凹部を形成するための役割を果たす。彼らです:
- スパイラル(A)は主に技術的な溝、例えば関節/溝化合物を形成するために使用されている。
- ギャラリー(B、E) - さまざまな形状の溝の助けを借りて表面を飾るために、丸みを帯びた、V字形または考え出すことができます。
- ツバメのテール(B、D) - 台座の形で溝を形成するために、この溝は部品の開いて隠された接続に使用されます。
- 成形(D) - 彼らの助けを借りて複雑な形の溝で表面を飾ります。
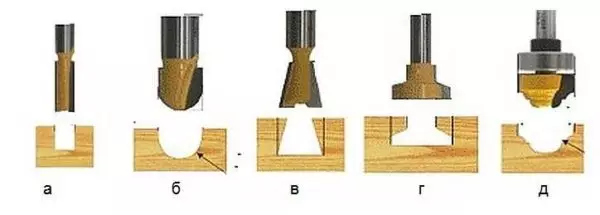
スリップカッター - どこでも凹部の形成のために
単一の金属片から形成されたモールがあり、典型的なものがあります。セットはシャンクを持ち、いくつかの異なる切断面、異なる厚さの一連の洗濯機を持っています。これらの部品から、独立して必要な救済を形成することができます。
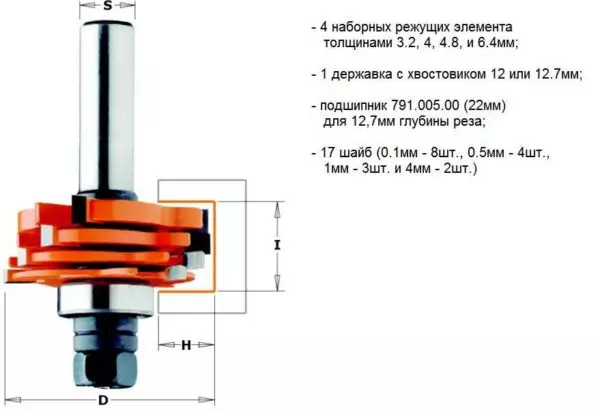
セットカッター - いくつかの切断面とワッシャのセット、そこからあなたは所要された形式の工場を作ることができます
これらは最も人気のある種類のカッターですが、実際にはたくさんあります。シャンクの異なる直径に加えて、切断面の様々な直径、それらの高さ、互いに対するナイフの配置などがある。一般に、自分の手でフライス処理するためには、通常5つのシャーシカッターについて必要です。彼らは通常絶えず存在しており、残りは特定の種類の作業のために購入されます。
手作業ミリングを扱う原則
Eletcroterはかなり危険なものです - 高速鋭い切削部品で回転すると、重傷を負う可能性があり、その下から飛んでいるチップもあります。そして少なくともほとんどのモデルでは、チップの主な流れを反映して保護フラップがあり、安全メガネは干渉しません。そのため、手作業での製粉木材の作業には注意と集中が必要です。

モデルの1つ - 中接続された掃除機を取り除く
一般要件
手作業ツリーツリーを使った作業はより簡単かつ楽しいことになり、いくつかの条件を満たすと、製品は通常の際に正常になります。
- ミルは急性でなければなりません。このパラメータを「目に」推定することは困難であるため、作業モーメントをナビゲートする必要があります。モーターが大幅に加熱されている場合、および/または処理された表面が滑らかではない(「汚い」と言っている)、愚かなカッター。交換する必要があります。
- 加工されたビレットはしっかりと固定的に固定されるべきです。あなたはジャンプとけいれんの工作物に何も良いことを得ません。

ビレットはしっかりと固定されるべきです。クランプを最大限に使用します
- 1パスの小さな除去深さ。あなたが1パスで撮影する木材が多いほど、カッターの荷重が大きくなります。これにより、回転速度が低下するため、負荷が増加する。次は円で。高さの処理が必要な場合は、複数のパスに分割するのが良いです。
- カッターを交換するときは、ユニットを無効にする必要があります。スイッチではなく、コンセントからコードを取り外します。これにより、不本意な包含の可能性がなくなります。
そのような複雑な要件ではありませんが、それらの実装は良い仕事とセキュリティの保証です。まあ、主要な要件 - ミリングミルは、ジャークなしで、滑らかにしていなければならない。強い鼓動が感じられた場合 - 回転頻度を変える。ほとんどの場合、それは減少する必要がありますが、一般的に製造元の推奨事項に焦点を当てる必要があります(パッケージ上にあります)。
エッジ処理 - テンプレートの操作
通常のボードの端を処理することはフライトでより簡単かつ速いですが、そうでない場合は、手作業ミルも対応しますが、それはあまり時間がかかります。テンプレートなしでテンプレートがある2つの方法があります。これがフライスミルでの最初の経験である場合 - テンプレートを使用することをお勧めします。ボードの端を処理するときは、ストレートエッジカッターが必要であり、最も可能性が最も可能性が最も高いですが、切断部分の最初と最後の軸受で(写真内)。

エッジ処理のために - 滑らかな表面を作る
テンプレートとして、既に処理されているボード、または例えば構築規則を使用することができます。テンプレートの長さは、各側の5~6の半径カッターのワークピースの長さよりわずかに大きくなければなりません。これにより、「Viska」カッターを最初と最後にある材料に避ける機会が与えられます。 1つの重要な点:水平面(治療に垂直)は滑らかでなければなりません。いずれにせよ、その曲率はベアリングと切断部の間のギャップより大きくしてはいけません。そうしないと、カッターはパターンに触れます。これは非常に悪いです。
部品の幅がもう刃先を切断していない場合
フライスミルの切断部は長さが異なりますが、より切断部分が多いほど、働くことが困難です。集計を保持するためにもっと努力をしなければなりません。したがって、ミドルカッターから始める方が簡単です。 (テンプレート付き)ミルでのエッジの処理順序は次のとおりです。
- テンプレートは、必要な滑らかな表面を設定するように設置されています。エッジから目的の距離を後退させます。
- テンプレートを持つワークピースは、テーブルまたは他の水平面にしっかりと取り付けられています。
- ミルを中央部にローラーで取り付けます。ローラがパターン上に転がり、切断部が詳細であるように展示されている。このために、ミリングはテンプレートで固定空白に取り付けられているため、ネットワークから切り離されたミルを置き、ノズルの位置を調整し、クランプする。
- ミルを作業位置に取り付けます - それらはケースを下げる、クランプ。
- 手動フライス盤を含み、テンプレートに従ってそれらをリードしてください。移動速度は処理の深さによって決まります。あなたはみんな自分自身を感じます。
- そしてミルを運転する方法?引っ張ったり押したり?それはあなたが立っている側に依存します。左押して、右側のワークが押すと。チップの出発点をナビゲートすることもできます - それは飛行しなければなりません。
これについて、実際にはすべて。通路が完成したら、結果を評価し、クランプを取り外します。
これは、ところで、まだワークピースの端に沿ってまたはその一部に沿って四分の一を取る方法です。 4分の1を取り外すには、処理が与えられた深さであるように切断部分を展示します。

家具のファサードの四分の一
カッターを巻き毛(ギャロップ)で変更し、テンプレートをシフトしたり、停止停止を使用して、ワークの上に縦断面を塗ります(下の写真)。

手作業ミリングで作業する原理
一般に、このミーリング技術は非常に快適です。木工品の最初のステップのために - これは「手を埋める」ための最良の方法であり、次にガイドなしでもエッジを上げることさえできます。

ガイドなしの滑らかな端に経験が必要です
幅より切断長さ
ワークの厚さがカッターの切断部分よりも長くない場合はどうなりますか。この場合、手作業ミルリングツリーの作業は続行されます。
- テンプレートを取り外し、同じカッターをもう一度渡します。この場合のみ、テンプレートはワークピースの処理部分になります - ベアリングは部品の唯一の部分をロールします。できるだけ処理できるように、製粉所の並べ替え。あなたに移動するのに強くあなたに移動することは、所有者の出発をさせませんが、いくつかの部分はまだ最先明です。
- その後、私たちはもう1つのノズルを取り入れることで、終わりのベアリングでワークピースがひっくり返し、加工部品は下になります。クランプでテーブルを締めます。下部ローラを有するノズルは、軸受が処理部品の上に転がっているように設置される。したがって、あなたは既に処理された部分を完全にコピーします。

処理部品の上のベアリングロール、切断部品は残りのもの
今度は片手で完全に処理されています。必要に応じて - 第二の当事者と繰り返します。一般に、手作業ミルリングツリーを使用して作業を習得するためには、いくつかの「ドラフト」ブランクが必要になります。靴の最初の穴にはたくさん捨てて申し訳ありませんが、それから徐々に学ぶことができます。
考え出して曲線の端を得る
丸みを帯びた、またはその他のエッジの形状がある必要がある場合は、既存のエッジの状態を調べなければなりません。ビレットが多かれ少なかれ滑らかである場合は、上記のように、必要なエッジミリング、インストールして表面を処理してください。表面が曲線があまりにも、最初に正常な状態に調整され、次にフライス処理が行われます。

丸みを帯びたエッジ
軸受のローラが表面上に転がっていて欠陥がある場合、それらはコピーされることが必要です。したがって、一貫して作用します - 最初に最初に落とし、次に曲率を与えます。
NUDNAが一般に曲線表面である場合、パターンが切り取られます。図面は厚さ8~12mmの厚さで塗布され、最初にそれは粉砕線によって完全な状態になるため、エッジが電極的に充填され得る。

合板に望ましい図面を描く
この場合も、私たちはミルで働く必要がありますが、これまでのところテンプレートなしです。表面が完全であるとき、テンプレートはワークピースに固定され、さらに手作業のフライスングツリーを使用して作業する。ある点のみ:あなたが大量の材料を必要とするいくつかの場所で撮影する必要があるならば、例えばジグソーパワーをすることがより良いです。そうでなければ、フライスカッターは固定されます。
マニュアルミリングを使用するためのビデオレッスン
ドアを取り付けるときは、ループを切る必要があります。次のビデオのミルの助けを借りてどうやってする必要があります(たとえば、goodの設置の下でも溝を作る方法もあります)。
ラミネートサンプル(合板)から自家製フライス盤を作る方法とボックスの肥厚接続をする方法(たとえば、テーブル) - 次のビデオ
手動の木製ミルリングラインによる作業は、次のビデオによく示されていますが、英語です。あなたが英語を知らないとしても、時間を後悔しないでください。多くの操作がより明確になります。
トピックに関する記事:トラックランプの取り付け方法