
タイルの炉や暖炉が直面しているのは、徐々に失われたポジションを征服する古代の伝統です。ロシア、ウクライナ、ベラルーシだけでなく、タイルの外国の製造業者も市場に来ました。古いレシピは生まれ変わって新しいものが作成されます。
しかしながら、タイルの製造は依然として非常に時間がかかるプロセスであり、そのほとんどはウィザードの手によって実行される。それぞれの暖炉とストーブの裏にあるため、正確に
それはユニークなピースサンプルです。単一の製品として、それは高いです
コストは、最も国内消費者が怖がらせるということです。

炉と暖炉のためのTiensそれを自分でやる
タイルを作る方法を自分でやる方法
タイルの製造上のマスタークラスは、自分で事件を取ることを決めた人たちにとって興味深いでしょう。作品は複雑ではありませんが、骨の折れや非常にエキサイティングです。各操作の実行のニュアンスに関する知識は失望を避けて高品質の製品を得るでしょう。作業の準備には:石膏の買収
製品の形状と特殊粘土の製造のためのパテ。の
デバイスはナイフやスタックとマッフル炉を焼成する必要があります。ならないだろう
余分な段階的な命令であり、これはそれに従ってタイルを作ることを可能にします
ロシアのマスターズの伝統と。
1ステージ - 計画を作成する(スケッチ、形、図面)
タイルの製造の前にこの種の活性がある。
計画として。それに頼る描画スケッチが含まれています
に基づいて必要なチップ数を計算することが可能になります。
炉のサイズ。また、部品数(要素)、および何を決定します。
この構成は、タイルへの炉の面が行われたことであるべきである。
いいね。
さらに、それはタイの形状を詳細に考えています、最も簡単なものは正方形または長方形です。それらの製造では、指定されたサイズからの最小偏差があり、滑らかな表面は互いにはるかに容易である。
図(パターン)または救済。この質問は、まで解決することも重要です
テンプレートの設定はそれに依存するため、作業の始まり。
ステージ2 - タイルのための粘土 - 原料の選択と調製

粘土の準備からの作業のための粘土は、それが立つべきであるので、そしてこの間にあなたはネクタイのための形を準備することができます。
粘土を押してタイルをモデル化します
- プラスチック陶器粘土はタイルに適しています。形成(モデリング)、形状、および高強度を形成する能力
焼成後、それを完璧な原材料にします。
- 次に、小さなボールが形成されます。サイズボール
小さい、最も重要なことに、粘土は十分に降りています。したがって、それほど少ない
ボール、乾燥プロセスが速く合格します。乾燥は暖かい季節に開催されます
または溺れた部屋で。
- 乾燥ボールを粉砕する。得られた組成物
笑う。これを行うには、ワイヤーウィービングで細かいふるいを使用できます。
- 清潔な粘土のプロセスに行きます。これを受けたために
粉末は水で満たされ、徹底的に混合されそして擁護された。粘土の必要性
1:10の比率で推奨される大量の水ですすいでください。その後
底層を乱さないようにして、水はきちんと排出されます。実際、これはIです。
第三者の不純物から浄化された仕事のための必要な材料が必要です。可用性
不純物はタイルの品質に悪影響を及ぼす。事実はそのタイルです
炉は温かく蓄積し、わずかに拡大します。そして第三者
材料は、粘土以外の伸長係数を有していてもよい。
加熱はタイルタイルの割れにつながるでしょう。今それは残りました
立ち粘土を希望の一貫性にもたらします。
評議会。 Mastersは、このように粘土を洗浄する方法をお勧めします
不純物:粘土の落ち着いた静電容量の壁には、ドリル
断層室で詰まっている列(垂直方向)いくつかの穴
(木製プラグ)。次に、粘土が落ち着くように
水は明るくなります。最初のチョッパーを運転した後、あなたは水の一部を下げることができます。その後、いつ
次のレイヤーは明るくなります - それは2番目のチョッパーなどを取り除く時が来ました。
- 拡大して拡大する
流体蒸発速度最上層が乾燥しないように、粘土が必要
定期的に混在しています。同時に、混合物は均質でより多くのプラスチックになるでしょう。
注意。マスターは粘土粉末に添加されています
添加剤:カオリン、シャモット、スパド。これにより、粘土の新しい耐火物(耐熱性)特性が得られます。
トピックに関する記事:タイルの下で電気暖房フロアを敷設する技術(ビデオ)
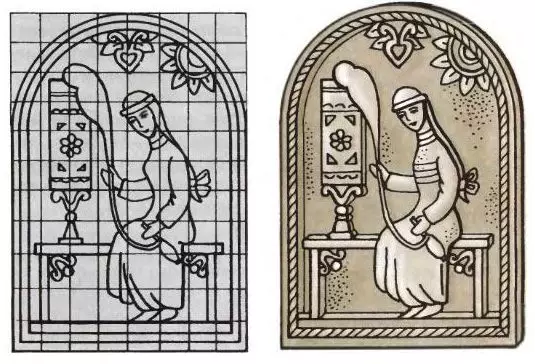
3ステージ - タイのテンプレートを作る
将来のタイルのために石膏をキャストするために
最初にパターンを作ります。その作りは貯水池です
厚さ20~30mmの粘土。図面が適用され、それは得ることになっています
製品の前面に。
滑らかでエンボス加工さまざまな種類のタイルがあります。上に
滑らかなタイルを描画、エンボス加工 - 塗料で適用できます。考慮して下さい
パターンを形成する。この図は、正方形テンプレートを作るプロセスを示しています。
タイのテンプレートを作る
注意。タイヤのサイズと形状はに基づいて選択されるべきです
取り付けやオーブンの溝の都合の便宜から。

パターンの形成を使用した。図面は単純であり、例えば幾何学的なものであり、それは指(カットアウト)で形成することができる。より複雑なパターンでは、スタック(ツール)を使用する必要があります。

粘土と協力するために手袋を扱うためのスタックは、オリファを含浸させた木製の装置です。スタックのナイフは、フィルムを形成するために、ストリップを塗布するためのスタック溝、スタック - ループを塗布するために必要です。
粘土。スタックは、木から独立して購入することができます。
ワイヤーから(アラーム時計の春の優れたバージョン)または肌。
ローラはビレットの側面を置くことによって形成される。
注意。粘土のパターンを形成することを覚えておく必要がある
完成品はテンプレートを取り除くのが簡単なので、小さすぎる
詳細または直線の角はやるのが良いです。推奨されるプロファイルを図1に示す。
(上の4 cm)。粘土を除去するときの深め、パターンのパターンを実行する必要があります
セクションではオープンコーンが切れました。明確にするために、子供たちを見てください
オレクタ、このようにして作られています。
テンプレートのディスプレイのパターン図は、余分な粘土を選択するか、欠けている(ランダムなカットで、パターンが損なわれないように粘土を添加する必要がある場合があり、滑らかさが必要である場合があります)、滑らかさの表面を与えることにある。このため
濡れた、柔らかい布。
専門家は、個々のネクタイごとにテンプレートを作ることができます。そしてその場所に置かれ、彼らは炉に大きな絵を形成するでしょう。
手作りの複雑さのために、炉のタイルは非常に
高価な。
4段階 - タイのための形式
参照されたパターンは型枠に置かれて保湿します粉砕機表面上の光沢がいくら湿気を与えるか
十分でしょう。
gypsumソリューションを準備する方法
組成物は簡単です:石膏と水が混練されている水
割合7:10。同時に、石膏は水中に眠りに落ちる。
評議会。石膏溶液が素早く失われるという事実を考慮して
必要な流動性(粘度)は、ゴムボールの半分に準備するのが良いです。
成分を均質な塊に混合することはとても簡単です。
GypsumソリューションをPUTTYに置き換えることをお勧めします。
それはより長く流動性を節約します。

石膏の型枠調製石膏への充填物を薄層でテンプレート上に注ぐ。ここでは、解決策がすべてのセクションを満たしていることを確認するために重要です。結局のところ、この段階で、ネクタイの将来の外観が形成されます。
さらに、形状は石膏で完全に満たされています。
マスターズは間違ったためにタイルのためのフォームを作ることを助言しません
パーティー(RMSP)。それはあなたの手でそれを形成することをお勧めしますので、フロントパートで握ります
製品はより耐久性があります。
石膏を7~10分後、完全に20回
強化します。その後、フォルム枠は取り除かれ、形状はテンプレートとともに形状を取り除く
乾燥にさらされた。室温で乾燥してください。これは時間が長くなります
乾燥するが、テンプレート内の損傷の可能性を減らす。
完成した形状をテンプレートから分離するだけで残っています。行う
乾燥時の粘土が大きさ(圧縮)するのは簡単です。それにもかかわらず
少なく、その形の粘土のパン粉がないことを確認する必要があります。したがって、
それを洗って乾燥させるのが良いです。適切に作られた石膏フォームが提供されます
約200タイルのための高品質成形同時に、それを覚えておいてください
1つのフォームのみを使用しているそれらの製造はかなり時間がかかります。
生産性を高めるためには、いくつかの石膏フォームを作る必要があります
同時に大量のタイルタイルを作る。
この手順が複雑すぎるように思われる場合は、アドバイス
フォームを作ることなくタイルを作る方法を知り合います。
形なしの滑らかな表面を持つふりかけの生産 - Video
続きを続けた形の製造に時間を過ごさないために、
マスターは従来のキッチン容器の使用を助言します。同時にプラスチックで
容器は粘土を置くほうがよいという点で良いです。タイヤを終えた
必要な厳しい形を与えますが、タイルを取り除くことはより困難です。そしてSolicovaから
ドプロウアを抜くことがより簡単になります。
フォームが製造に進む準備ができている
炉と暖炉のタイル。
4段階 - 在宅のタイルの生産
この技術を図に簡単に説明します。

自宅でのタイルの製造
トレーニングのために、ステップバイステップの説明、あなた自身の手でタイルを作る方法:
- 形を準備します。フォームは1つに埋められていないので
それは粘土粒子のままであり、ただダウンタイムからほこりを蓄積するだけです。
あなたがそれを粘土で埋め始める前に、あなたがきれいにする必要があるフォーム - すすぎ
そして乾燥します。フォーム内の最小の異物オブジェクトは必然的に影響します
ネクタイの前面。
トピックに関する記事:シャワーがシャワーで構成されているもの

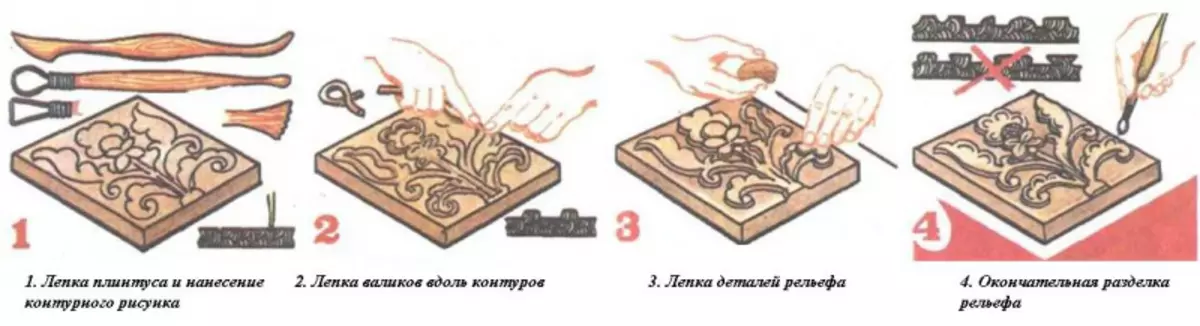
形態粘土型は粘土を詰めた。フォームに充填すると、粘土が小さな部分で彼女に置かれていることを知っておくべきです。そして敷設はから始まります
中心形。
最初に、薄層の粘土が形の全面積にわたって分布している。
同時に、それは彼の指でしっかりと調整されなければなりません。したがって充填されています
前部の図面を作成する空にします。
初心者が滑らかな表面で煙突を製造し、次にタイルまたは単に色(背景)に描画を適用します。装飾なしでさえ、滑らかなタイルは完成した炉や暖炉を見るでしょう。
粘土形状を置く - Video.
- タイルの背面の整列は取り除く機会を与えます
過剰な粘土としこりの形成のためのプラットフォームを準備する(突起突起
タイルの背面にある形式)。 Rumpaは別々に作られています
ネクタイの表面に位置しています。 4をロールするのに十分にするために
同じ断面の2つのバー。それから与えるバーを拾う
必要な形状で、タイルの後ろ側(後部)側に取り付けます。

形成(モデリング)Rumpey Tsel.

rmspをベースのバルクに押すと、確実にベースに押されていなければなりません。スタックをスムーズに使用するようにします。

Rumpaのレベリングは、Rumpaに関する1つの重要なニュアンスが議論されています。その上部は同じ高さを持ち、平面上に位置合わせされている必要があります。したがって、壁の壁の石積みは、タイルを突き出さずに滑らかになる。
Rumpu Tieの作り方 - Video.

アラインメントRumpa Tiles(プレス)プレーンを整列させることで、スタック(ナイフ)で遮断し、Rumpu Plywoodを与えることができます。

2つのフォームを接続することによってルンバテープの製造。写真に示すように、粘土で満たされた2つの形を接続することによって、マスターはRumpaに助言しません。もちろん、これは仕事を加速させ、希望の設定をしていますが、この場合、ネクタイの固定は非常に信頼できません。

テープレスタイルを固定するための穴の製造は、特別な固定方法によって特徴付けられます。それらは不可の側面のワイヤに束縛されています。これらの。まずタイルがレイアウトされ、次いで炉が建設されます。その結果、RMSPの形成段階では、タイルを固定するための穴を設ける必要がある。
タイルがフォームを使用して形成することによって行われた場合
RMSの場合、それを乾燥した後に必要な穴が穿孔されます。
粘土の可塑性を考慮して、穿孔穴ができる
ネクタイがフォームから取り出されて前面を向くようにした後の寸法
乾燥のため。したがって、ハードフレームを設置する必要があります(太いワイヤまたは
棒)を貼り、彼の粘土を統合する。

タイを固定するための穴の形成
その後、タイルを形から取り出して乾燥させることができます。

金型の除去
取り付け穴とフォームから取り外しを取り扱う - Video
ビンテージタイルは、常に製品上の印刷または署名の形で著者の刻印を運びます。

スタンプの適用、ネクタイの署名

スタンプ、疲れのない印刷、著者のスタンプがネクタイの間違った部分にある場合は手動でそれを作りました。顔を持つ場合は、そのようなタイルタイルは、前部のフォームとRMSPを使用して作られています。
サイト用の素材www.moydomik.net
次に、粘土がすでに乾燥しているときに生成物を形から除去する
それでも可塑性を節約します。マスターはこの状態をスキンリグに呼びます。
乾燥時および製品を除去するときに粘土がいくらかの収縮を与えるように
問題はありません。
追加のTyProcessing - Video.

頑丈な表面表面は敷物にさらされている。これは、滑らかなアイテムを持つテープの研磨の名前です。実際には、この用途のために
スプーン、ガラスバブル、小石。そのような処理は滑らかな表面を与えるでしょう
輝く。緩和表面の場合、この手順はそれらのために実行することができる
パターンの突出した凸要素がない部分。そのような治療の後、タイルは乾燥させる。
注意。そのため、仕事は1~2週間停止しない
壊れたタイルは修理キットを準備するのが良いです。在庫あり
暖炉やオーブンの少なくとも1つのものの将来の全ての詳細であること。
はい、そして炉の操作中に、この保険の余白は役に立ちます。
5ステージ - クリエイティブ(プライマリ)焼成

乾燥用マッフル炉は、オーブン内の暖炉の火災に特別なモードである。この段階でのマスターの課題は粘土を乾燥させ、石の状態まで焼くことはできません。
タイルの製造における重要な点は、炉の選択です。
暖房はすべての側面で均一であるべきです。焼成温度 - 900~950℃、
時間 - 3~4時間。
注意。燃焼品は炉に残されなければなりません
完全冷却。
乾燥品はまだタイではありません。マスターの言語で
発射タイプの名前から「常駐」と呼ばれます。
6ステージ - 違うフィッティング
粘土デブリの観点から、出力は収穫されます異なるサイズのタイル。タイルの寸法は強くなると言うことはできません
それらは互いに異なりますが、それらを互いに合わせることはできません。それ
いくつかの要因によって引き起こされる通常の現象
粘土の収縮、充填形態の粘土の不均一性、内部不均一
発射中の電圧。ブランクの色も異なります。しかしそれ以来
製品のさらなる染色は重要ではありません。
トピックに関する記事:現代条件における木製床敷設技術
生産中で行われたインソールは同じです
幾何学的形状と色の解放が少ない。寸法はGOST 3742-47によって調節される。
偏差の許容値は0.5~1mmです。
セラミックス(タイル、タイル)が製造されている場合
あなた自身の手を使って、給餌(バルブ)、除去に手続きが必要です
最上層RMSP高さを調整して、側面を梳きます。
フィットネクタイ - Video.
注意。完璧なフィットを求めないでください
ギャップの存在が動くことを可能にするので、隣接タイルの表面
拡大するとき。さらに、タイルの最終選別はすでに起こります
絵の後。装飾的なタイルを慎重に見た - コーナーと
正面。それらは単一のインスタンスで実行されるので。
7段階 - 図面図面(タイルの絵、アンギー)
ほとんどすべてのセラミックとして、タイルはそのような方法で塗装することができます。塗装

犠牲の絵は従来の油絵によって作成されます。ネクタイのコーティングの前に、あなたは天然油でカバーする必要があり、1-2のために乾燥させます
日々塗料します。
より美しい表面を得るために塗料を乾燥させ、抵抗の塗料を与えるために、タイルはオイルワニスで覆うことができます。この方法は追加の焙煎を必要としないために良好です。
自分の手で炉のタイルを作る人のために - これは少なくとも人件費です。同時に、パターンの異なる部分を異なるタイに適用することができます。タイルを敷設するとき
炉の全面に大きな描画をする。
カラーアンゴバミ(アンゴビア)
Angobは液体粘土の装飾的なコーティングです(粘土燃焼の前にセラミックと陶器をカバーする懸濁液、
滑らかな表面を入手したり、目的の色を与えます。
タイルを塗装するためのAngobは2つの方法で入手できます。
まず、さまざまな種類の粘土を選択してください。第二に、喫煙しました
白い粘土、塗装顔料。この設計技術は内装されています
2つの亜種2つの亜種:
- 粘土の適用は厚いサワークリームの一貫性にもたらされた。
- タイルを水にとって、そして次に白いアンゴ目に。その後、
ホワイトバックグラウンドが乾燥します(しかしそれは完全に乾いないでしょう)カラーアンゴバミ
図が適用されます。
Tselsovのアンガ - Video.
注意。タイルのさらなる窓が入っていない場合
それは計画されています、マスターはアンゴBに10~20%のフラックスを追加することをお勧めします。フラックス
ケイ酸塩ガラス、塗料の光沢を知らせる。ガラス粉末が製造されています
タンク内のガラスの時までに一人で。スパッタリングを防ぐために
作業粒子はメガネ、手袋、そして乳棒を持つ容器が配置されている。
耐久性のある透明ポリエチレンパッケージ。大きな粒子はによって除去されます
ふるいを通してふるいに粉砕します。これらの目的のためには、補償されました
ストッキング、例えば刺繍のためのフープに基づいて緊張した。
図は、滑らかなまたは救済の一意の救済を与えます
美しさ。件名として、画像を選択するときに動機を使うことができます。
誰がオランダ語、スペイン語またはロシア語のタイルを送信します。
対象となるタイルの適用されたパターンを確保するため
再燃焼
8段階 - タイルの窓
暖炉や炉用のタイルタイルは良いです、彼女のために滑らかな表面の世話をしやすい。それは艶出しによる滑らかさを達成しています。
このために、タイは焼き付きや散水である。操作が便利です
Rumpuのための製品を保持するか、それをスタンドに置く、曲がって
丈夫なワイヤーから。あなたはすでに塗られたタイルの両方を吸います
居住者(最初の発砲のみに参加してください)。タイヤの表面は必須です
釉薬で1~1.5 mmで覆われる。層を乾燥させた後、タイルは再び必要とされています
オーブンに燃やす。焼成は、温度があるマッフル炉の底部室に続く
以下、2~3日間。
評議会。タイヤの表面が必要とされる
1回の受信でこのアクションを実行してください。そうでなければ、残ります
離婚
釉薬の製造のためにあなたは醸造された醸造の準備をする必要があります
プッシュフラックス(ガラス)を備えた澱粉クラスター。アクションの下では高いです
デンプン温度はタイヤの孔を貫通し、焼き付け形に浸透します
表面薄いグレージングフィルム。
9ステージ - ファイナルファンデーション
最終焼成は釉薬の後に行われます
これは提供されず、パターンを適用した後に提供されません。ダニが残っている場合 -
テラコッタは、一次乾燥とフィッティングサイズの後。
評議会。燃焼後、製品を完成するまで炉内に残ります
冷却。さもなければ、小さな亀裂のグリッドが釉薬に現れるでしょう。
この段階の後、タイはその色を取得します。コンプリート
ソーティングと完全なセット(炉の内容範囲である)のタイルを作るプロセス
タイルの暖炉は一定数の要素を含む。
加熱装置の寸法に基づいて計算される。
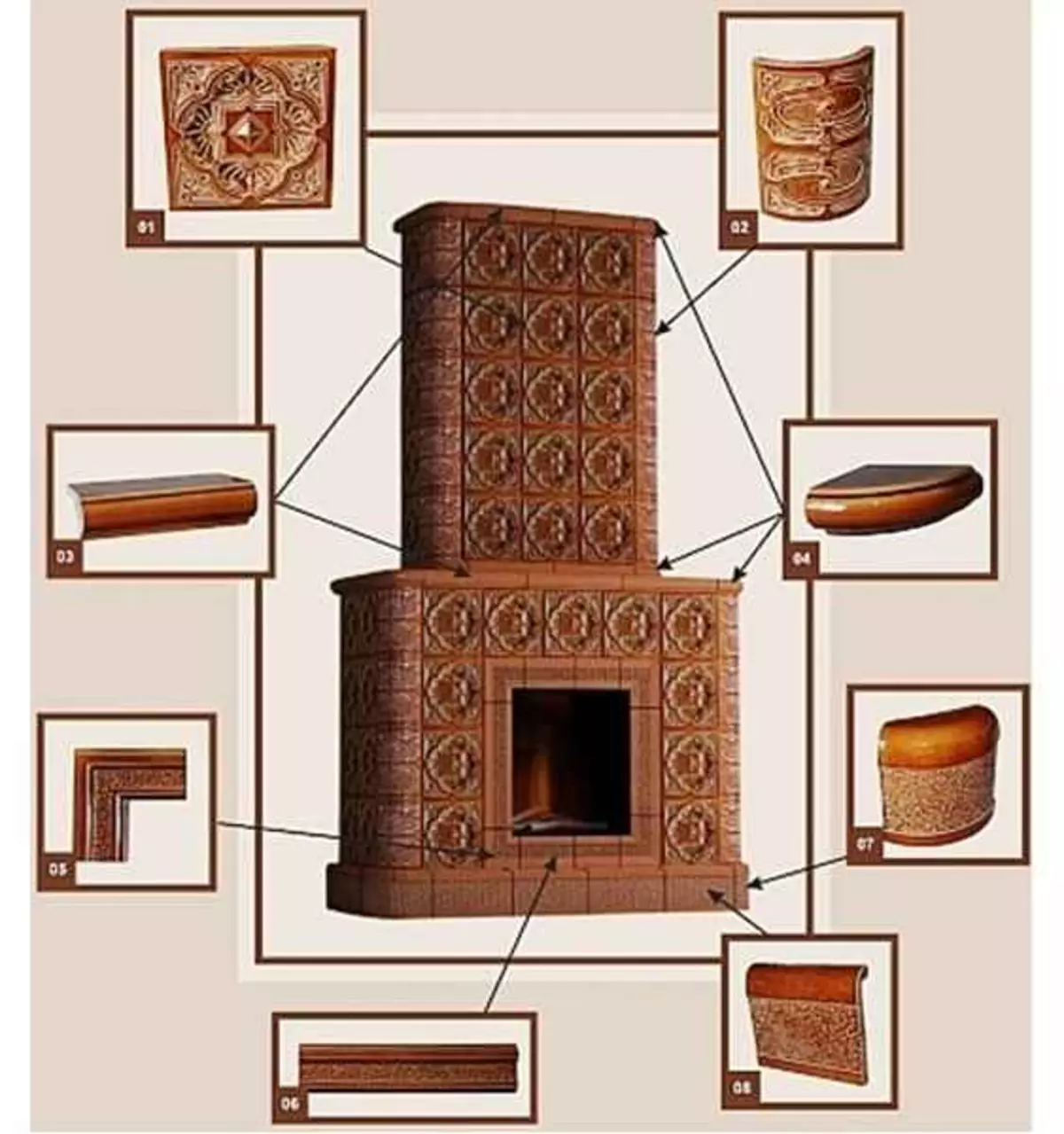
得られた段階は、タイルを持つ炉の直面になるでしょう
暖炉。