
製造木材の品質は、悪魔の存在から、円形の木材の特性、より正確には依存しています。

丸い木材の徴候から、つまり、鋸歯の質は欠陥の存在に依存します。
規制文書では、欠陥は80を超えていますが、材料の種類は10種類の欠陥(標識)によって決まります。
したがって、製造木材の選別を扱う前に、このプロセスに影響を与える丸い森の兆候がどのような影響を与えるかを理解する必要があります。
森林の森や尾根の木材の品種について
最初は丸みを帯びた、木の木に応じて、2つのグループに分けます:針葉樹と落葉。次のステップは厚さの分割です。両方の厚さの木材の群の場合、3つのタイプが提供されています。
処理の種類によって、丸めは4つのグループに分けられます。かもね:
- ラウンドで使用してください。
- 木材の地面やセルロースのリサイクルに変換する。
- 想像力や惑星によってベニヤに変わります。
- 木材に変わります。
木材は4種類に分けられます。
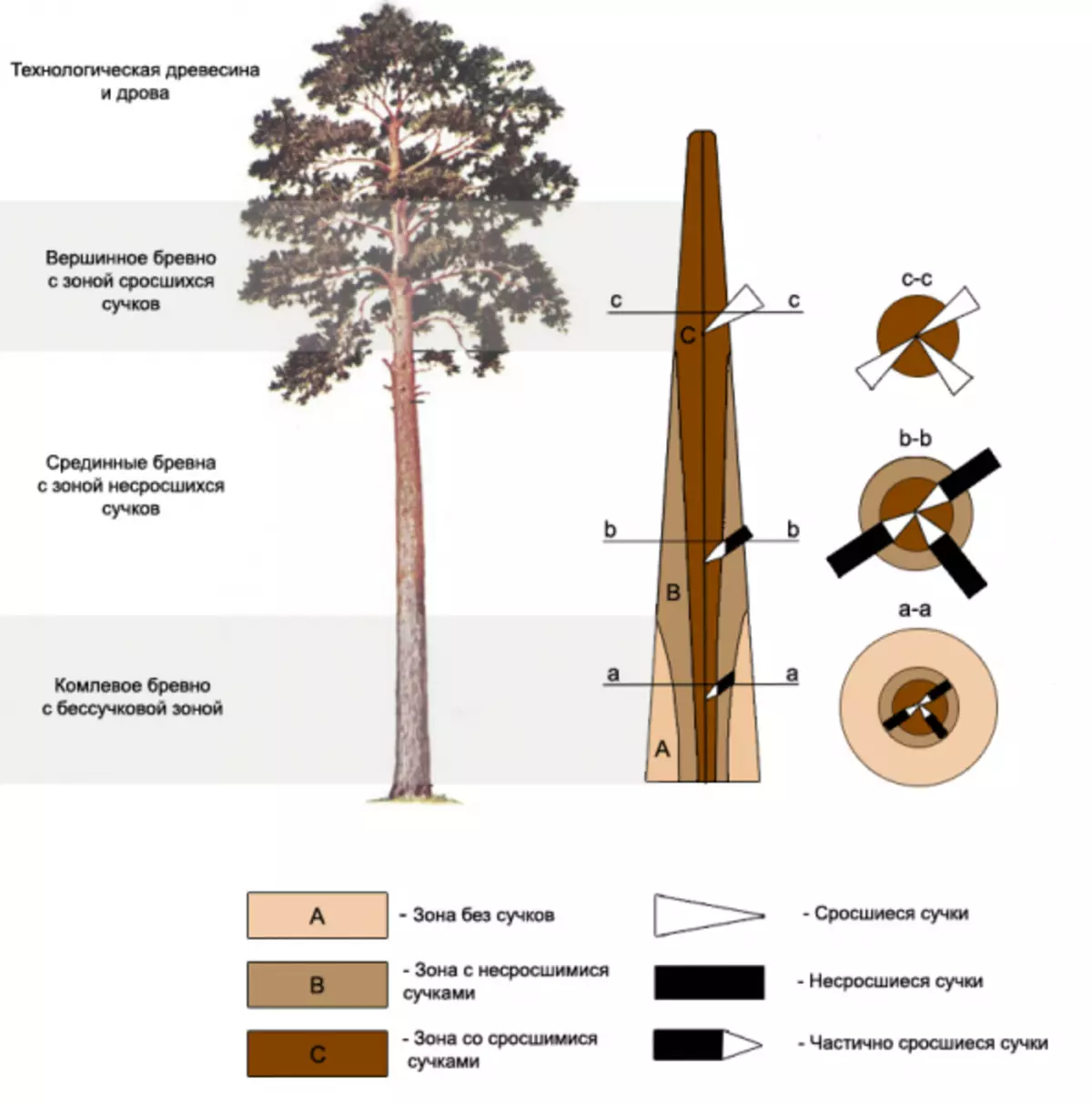
画像1.鞭の頭脳のスキーム。
- 1グレードはログのCompence部分から取得され、実際には雌犬はありません。
- 2つのグレードは、少量の雌犬を持つ中央部品から得られます。
- ログの任意の部分から3と4つのグラードを得ることができます。
- 最も高い、選択された品種は別のカテゴリで強調表示されています。
Sawn Timberをソートするプロセスの多様性は、次のように決定されます。
- ボードのために - 最悪の側面または端のために。
- バーやバーのために - 最悪の側のために。
画像1で理解できる脊椎翼のどの部分から得ることができるかを得ることができる。
要塞の主な兆候は次のとおりです。
- 結び目
- キノコの絵と腐敗。
- 化学色
- 昆虫によって残されたトレース。
- クラッキングと変形
- トランクの形状の障害の影響。
- 木材構造の欠陥。
- 創傷
- 天然(通常)木材堆積物。
- 欠陥と輸送の損傷の処理
トピックに関する記事:コンストラクション図面およびスキームに関するソケットとスイッチの指定
結果として木材を分類する過程で、各種品種は欠陥がないために特定の要件に準拠しなければなりません。雌犬やひび割れの要件だけを示します。
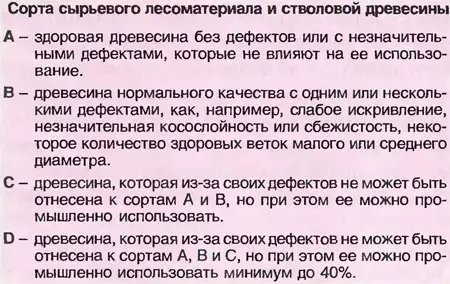
原料と茎の木のグレードのテーブル。
選択的グレード雌犬を除いて、違いはありませんが、許可されていません。ダンプは長さ1 mあたり2以下にすることができます。雌板の部品はボードのリブに許容され、そのサイズはその直径の20%を超えない。
- 1成績雌犬が10 mmを超える雌犬、いつでも離れて落下する雌犬、すでに落下した雌犬から残っている窪みがないはずです。亀裂の総長さ(字下方向)は、材料長の4分の1を超えてはいけません。
- 2グレードドロップダウン雌犬と健康的な雌犬はありませんが、その直径は20 mmを超えています。亀裂の全長(透けない)は材料長の3分の1を超えてはいけません。
- 3グレード。ほとんどすべての悪徳が許可されています。
- 4グレード。特に特定の製品ではなく、材料の1 m 3で定義されます。
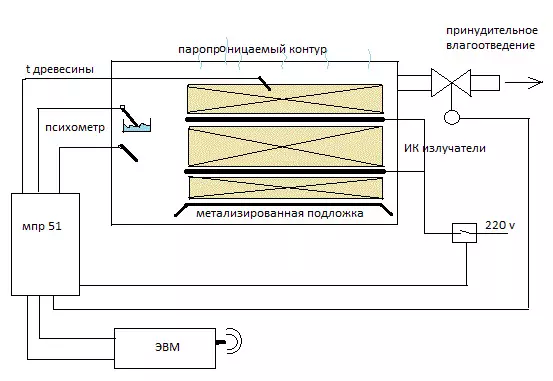
鋸引き技術過程の自動化
ソートプロセスを考慮する前に、企業内のウッド処理の自動制御システム(ACS)チェーンの場所、つまり企業への移行から完成品へのログの動きを確立することをお勧めします。これがこのシーケンスがどのように見えるものです。
木の幹線図。
- 入ってくる材料(ログ)レジスタ。これは手動でまたは自動受入回線を使用して行うことができます。
- 例えばボード上のファンタジーとのこぎり。
- ローカルラインを使用している粗ソートボード。
- 乾燥店にさらに積み重ねを形成する特別な機械への送り板。
- 乾燥ボードと乾燥店内のスタック内の動き。
- ドライソート線上の給電板。
次に、選別した結果に応じてパッケージの形成を行う。
それは、丸太の鋸を鋸引きした後、それは同じ丸太からの材料を鋸にした後に、さまざまな材料を得ることができ、それが乾式の種類を得ることができます。技術鎖では、ソート線は乾燥後に配置されています。
トピックに関する記事:液体の壁紙。液体の壁紙の利点と欠点
ACS技術チェーンでのSawマスコンリーソートのローカルサブシステムのそのような場所を使用すると、乾燥後および負の欠陥をマイナスした後にドロップダウンドロップダウンを特定できます。
製造工程の自動化
ボードの製造過程では、ソートは2回行われます。
乾燥の準備をするとき、それらの端部での特性を排除するためのボードの部分トリミングが実行される。理事会は木の岩と断面の大きさで選別されています。乾燥後、それらは品質でソートされ、最後の段階で長さが実行されます。
断面の大きさの分割は、対応するモードおよび乾燥期間によって選択される均質な乾燥パケットの形成に必要である。厚さと幅はボード上のどこにでも測定されますが、その端から150 mmに近いものではありません。低品位の基板の場合、パッケージはそれらの厚さを考慮に入れることしか形成できません。
製造木材の計画
この段階では、サイズデータを受信したラインオペレータは、指定された数が作成され、その後、ドライブが開かれ、コンベア上の材料が乾燥ワークショップに向けられる適切なドライブに製品を送信します。乾燥バッグはワークショップに形成されています。
品質の木材の分割は、鋸引きワークショップのトランプテーブル上の基板のときにコントローラによって実行できます。ただし、テーブルでは、1分あたり7~8ボード以上のボードで、コントローラはソートできなくなります。
主部門は輸送コンベヤで行われます。制御は複数の動作コントローラによって実行されます。それらはコンベヤに沿って順次に位置し、ボードの移動方向を適切なドライブに手動で変更します。
この方法は自動からだけでなく、それを呼び出すことは不可能です。
このプロセスの自動化については、オペレータが全面からボードを検査する機会を有し、それを適切なドライブに送信することを決定するように、ボードがコンベアの動きの間に展開するかと言える。これを行うには、コンベア上には治療があります。
トピックに関する記事:私たちはバルコニー仕上げを正しく実行します:基本的な規則
オペレータはその裁量により基板の種類を変更することができます。時には、全長を考慮して、ボードは3つのクラスに対応することがあります。しかし、欠陥の数がより高いクラスの要件を満たすのに十分な長さのプロットがあります。
品種の分割方法は不敵であり、小容量の生産のみに適していることは明らかです。大型の製材所企業では、自動回線を作成するのが経済的に有利です。