
森を挽くとき、それが製造木材のコストに影響を与えるので、すぐにどのような消費を計算することが重要です。完成品の出力は異なる場合があります。それはすべて、切断を最適化するための対策が適用されているかどうかの森林がどのように使用されるかによって異なります。作業効率を高めるための特別な対策があり、出力を良くし、鋸引きの質が高くなります。おむつの前に、すべてを計算する必要があります。それは見えるかもしれないほど難しくありませんが、優れた結果を得るためには、丸い森林の流量が最適です。
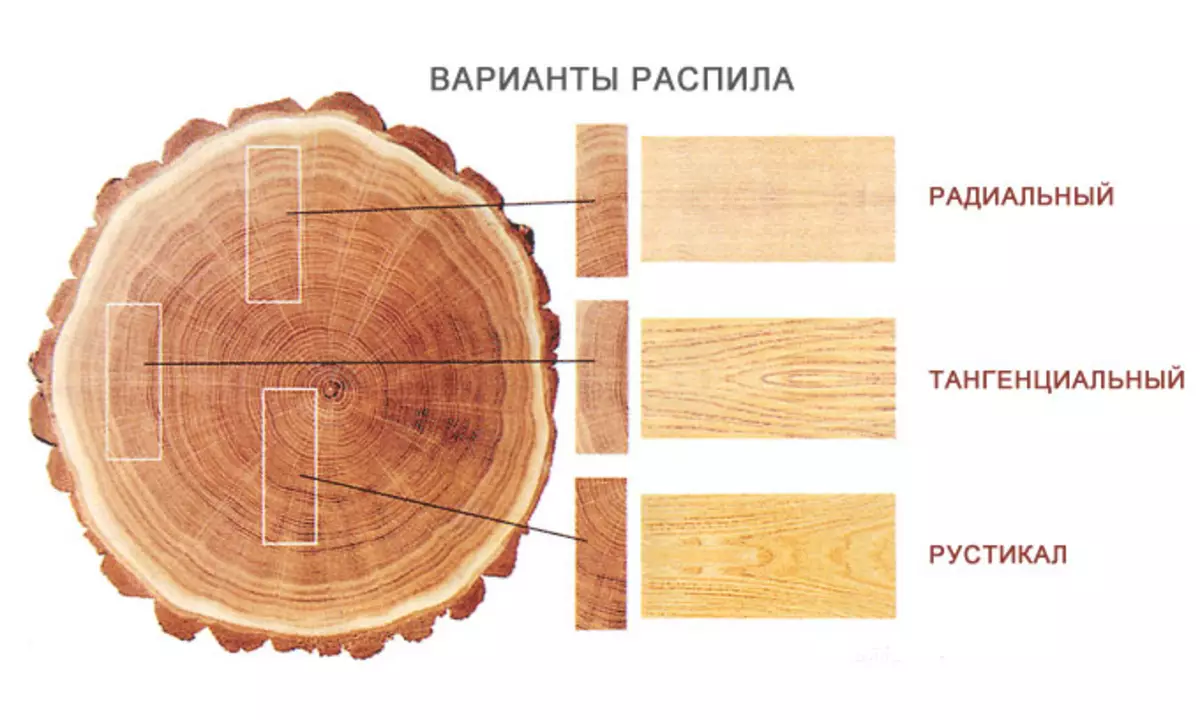
丸い木を切るためのオプション。
カット効率を高める方法
材料出力が重要になるためには、プロセスの効率を高めるために特別な対策を使用する必要があります。- 計算は、特別なプログラムを使用している場合にのみ実行する必要があります。手動でパフォーマンスが低いと、結婚の割合が大きくなります。
- 処理が正しく実行されるように、プリラウンドをソートする必要があります。
- 切断するためには、高品質の機器を適用する必要があります。それ以外の場合は、廃棄物の量が大きくなり、結果の木材の品質が低くなります。
- 狭い葉の治療をより多くの時間の扱いにするのが最善です。
- ログを長くすることはお勧めできません。
- 作業前に、機器を構成してください。
完成した木材の出力は異なる場合があります。最初の段階でボードが得られるように、それらはソートされていることを忘れないでください。その結果、パーセンテージは、たとえば落葉品種のために、たった10~20%にすることができます。
カットを最適化する方法
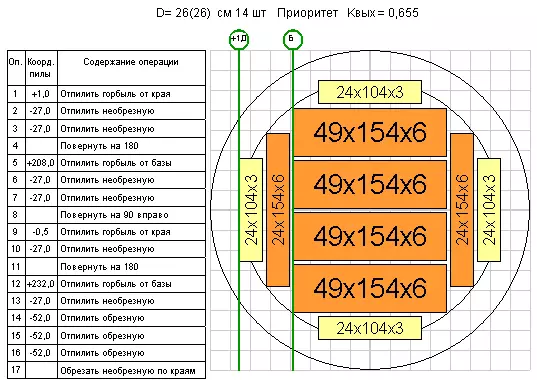
丸太のカッティングの順序とサイズ
上記の製紙品の出力を行うためには、切断工程を最適化する必要があります。これは主に大きな曲率であるビレットに適用されます。丸い森林曲線を切るには、いくつかの処置を実行する必要があります。
- まず、作業用に適したフォレストのみが選択されています。旋回、苗、残りのログの端にひび割れがある場合は、あるサイトを反映する必要があります。
- 動作中に腐ったコアが検出された場合は、慎重に取り外すことができ、その後、残りの部分を切り取ることが可能です。これにより、大きな損失が回避され、必要な品質で1 mの長さのボードを入手します。
- 出力率が高いように、大きな直径のログを使用することをお勧めします。係数は1.48-2.1ですが、それはすべて直径、ロータリーの品質、仕分け、機器によって異なります。フレームワークワークショップの場合、そのような係数は1.48-1.6、およびフライス盤を持つ線のためのものです - 大きい森のための1.6。丸太の直径が12cmから、係数は2.1のマークを超えることがあります。
トピックに関する記事:あなた自身の手を使った本棚:材料、空白部分、設置の選択
鋸引き後の廃棄物量
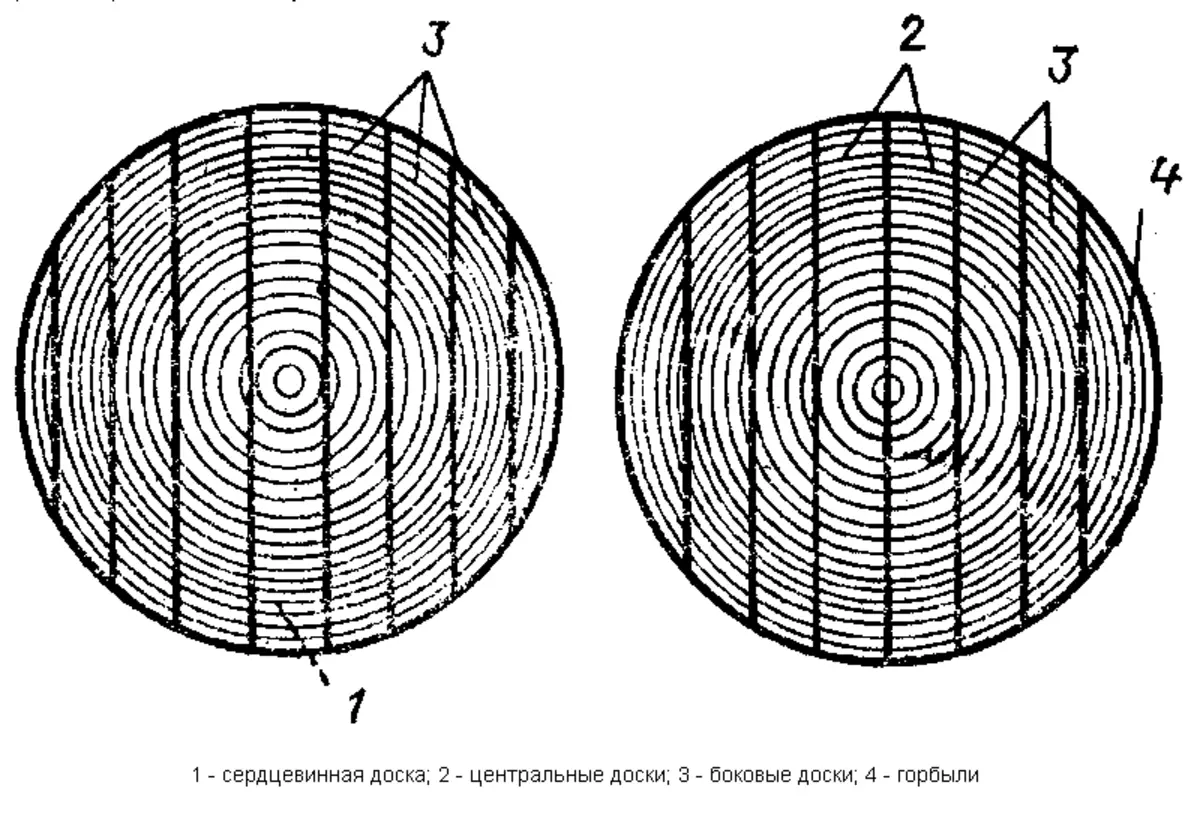
完成したボードを大きな割合で作るためには、すべてを正しく準備する必要があります。作業は技術に従ってのみ実行されるべきです。丸い木の針葉樹、広葉樹は違う方法を与えます。後者の場合、たとえ特別なアクセサリーを使用しても、音量は少なくなります。SOWINGの切断は、直線を持っているので、より便利と考えられており、そのログはより大きな直径を持っています。針葉樹林は腐っているのに敏感ではないので、結婚は少なくなります。落葉品種の場合、通常2つの技術が使用されます。

ラウンドフォレストからの製造木材の品種。
- Z75、Z63のベルトパネルの助けを借りて。
- 崩壊において、半円形が材料のコア内に切断されたとき、多段マシンを通過した。
ベルト製材室の体積は40~50%です。この技術を崩壊に使用する場合、出力は異なりますが、70%に増やすことができますが、そのような作業のコストは高くなります。丸い森がカットされるべきであれば、その長さは3 m、その後、結婚の割合がかなり大きいことがわかり、残りの材料は処理を必要とします。これは、22×10 5(110,115)x 3000 mmの大部分のバルクに関する。そのような結婚オプションがたくさんあります。例えば、それはほとんどの作品には適していない恐ろしいものであり得る。
硬質材料の量を選別した後、様々な0-2を指すと、鋸引き後に得られる量のわずか20~30%になる。これは、収穫された丸い森林の全質量から、通常のボードの出力はわずか10~20%になることを意味します。残りの材料は主に薪を着ます。出力の針葉樹丸めは異なりますが、結果として生じるボリュームの平均値が観測される注意を払う必要があります。
木材出力
木材にアクセスするには最適ですが、多数の条件を考慮に入れる必要があります。正しく計算されているため、丸い木材のリリースの例を検討することができます。データは専門家の実際の経験とパイロットの指標 "で得られました。これにより、パーセンテージ比を比較し、最適平均を計算することができます。
トピックに関する記事:天井に梁を隠す方法
Softwoodは次のようにしています:
Sawnログのチョークのタイトル。
- 鋸引き中に編集されていない板やその他の刻まれた材料の場合、収量は70%になります。これは処理中に得られた材料の数であり、廃棄物の量は30%になる。
- 63,65,75でパイロマスを使用する場合、縁取引材料の場合、45%の面積で合計で製造木材の出力が小さくなります。ベルトでは、出力は通常、完成した材料の55~60%までです。効率を向上させるために有効性を使用する場合は、幅広い経験が必要ですが、70%が達成できます。
- ディスクの製材粉からは、効率法を使用する場合は80~75%であってもよいが、70~75%の量で製造木材を得ることができる。しかしあなたは経験が必要です。
GOST 8486-86によると、ソートを考慮せずに、0~3グレードの出力の場合、約70%です。
さらに30%が完成した材料の除去を残すことができる。廃棄されている材料は廃棄されていないため、特定の結婚を可能にする他の種類の製造木材を製造するために使用されます。
広葉樹の丸い森では、別の割合の出口が観察されます。
- 未編集物 - 60%。
- 広葉樹の源泉の曲率が通常大きいため、35~40%の縁は35~40%です。
出力を強化することができますが、追加の機器が適用されます。それは特別な多段マシン、エッジ切断機、雑誌の機械であり得る。この場合、木材の出力が約20%増加することがわかりました。与えられた割合は、0から4のグレードボードを取得するためのデータに基づいています。品種0-1を選別するとき、製造木材の割合は10%です。ハードウッドから完成した縁肉材料の立方体を得るためには、オリジナルの丸い森林の10キッチを破る必要があります。
丸い森林からの製造木材の出力は異なる場合があります。それはすべて、製材所によって使用される木材の出発品種によって異なります。効率を高めるための特別な対策により、可能ながらもっと多くの割合を得ることができますが、これに対していくつかの実務経験があるはずです。
トピックに関する記事:トピック庭園:生きている低木と植物の素晴らしい彫刻(45枚)