
丸鋸鋸刃は鋼板(ディスク本体)と炭化物攻撃を施した板からなり、その形状は異なることがあります。ディスクを正しく磨くためには、歯の幾何学や研磨の基本的な規則を知る必要があります。

適切なディスクシャープニングのためには、基本設定規則だけでなく、歯の幾何学を知る必要があります。
のこぎりの歯の幾何学
ディスクソーは、炭化物板が高温スパイクを使用して取り付けられている耐久性のある鋼製のグレードでできています。これらの攻撃を製造するための合金は異なる場合があります。国内メーカーは、主にコバルトとのツールフレーム合金を使用しています。外国製造業者は彼らの技術的製剤を使用しています。 1つまたは別の組成物の特性は、その化学的特性だけでなく、炭化物相の粒子の大きさにも依存するであろう。小さな粒状性は、材料が投稿される硬さと強さの最大のパラメータを提供します。
ディスクソーブレードは異なる幾何学的形状を持つことができます。その中には、いくつかの基本形式によって区別されています。

異なる材料のための異なるディスク。
- 歯のまっすぐな形。
- 歯の斜め形状。
- 歯の台形形状
- 歯の円錐形。
歯の真っ直ぐな形状を持つのこぎりは、急速な縦方向の製材所を実行するために使用されます。同時に、そのようなカットの品質は十分に低くなります。
歯の斜めの形は、左右の傾斜角を持つことができます。非常に頻繁に、ディスクのこぎりは交互に傾斜した歯で作ることができます、すなわち左右の角度の歯が順番に繰り返されると。そのようなのこぎりは、長手方向および横方向に製造板を製造するために使用される。同様の構成形態が、処理されている材料の表面上の様々なチップの外観を回避するのを助けるであろう。そのうち歯は台形の形で作られてMDF材料を乾燥させることができる。そのようなのこぎりの特異性は、歯材の小さな摩耗、そして十分に低い切断速度にあります。非常に頻繁に、台形の形の歯はまっすぐで交互に交互に洗浄されます。
記事:Septik Yunulos Astra:特徴、およびネガティブレビュー
上部または下部積層層をトリミングするときに、円錐形状の歯を有するのこぎりを補助作業に使用する。そのようなこぎりはチップの外観から保護し、処理されている材料の表面を保持する。
削除規則

歯の斜めの形は、左右の傾斜角を持つことができます。
ディスクを正しく磨く方法を理解するには、彼の歯の主な摩耗が上部刃先に落ちることを知る必要があります。作業中のこのエッジは丸めを受けます。丸みを帯びた層のサイズは、0.2~0.3mmまで達することができます。表面の前面は急速に着用しています。
そのような作品を実行するには、次の機器が必要になります。
- シャープ化機
- 振り子宅配便
真っ直ぐな歯を有するのこぎりのこぎりを実行するプロセスは、前方に位置する平面上で行われなければならない。これを行うには、それを水平位置にマンドレルに取り付ける必要があります。
その後、鮮鋭化機械上にある調整ねじを使用して、鮮鋭化が行われる角度を設定する必要があります。のこぎりブレードは、研磨円の表面に隣接する最も緻密が提供されるように動くべきである。
材料から除去された層の厚さはクランプの力によって調整されます。最初の歯が尖った後、ディスクを鮮鋭化円から割り当てる必要があります。その後、1ステップを並べ替えてプロセスを続行する必要があります。炭化物プレートをすべて研磨する必要があるため、一貫して必要です。
丸鋸抜き。
炭化物攻撃の斜面の鋭利化は、その平面の前面と背面の両方によって行われます。直線表面を有する攻撃ディスクの研磨との違いは、そのようなのこぎりディスクを歯の傾斜角に対応する角度に配置されなければならないことになる。
必要なインストール角度を決定するには、振り子ティベルを使用する必要があります。最初に、正の値(+ 8、+ 10など)の角度を設定する必要があります。鮮鋭化は歯を通して実行される必要があり、したがってディスクプレートの前半は処理される。この作業を行った後、所望の傾斜角を負に変化させ、歯の後半の処理を生成する。
トピックに関する記事:SIP-Panelから家を建てる方法それを自分でやる
攻撃の後面はもう少し困難になる。これを行うためには、機械が必要とされ、その設計は、のこぎりののこぎりの後面が鮮鋭化円の平面と平行になるように円鋸を取り付けることを可能にする。
機械や作業の質がなくても作業しています
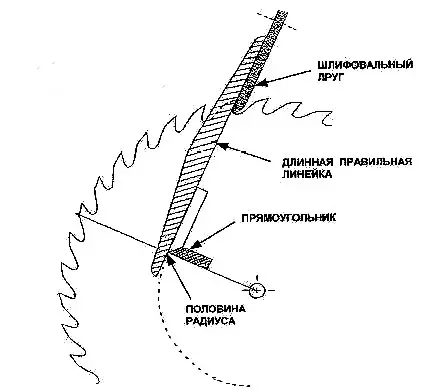
あなたは特別なマシンの助けだけでなく利用と共にも円形の鋸を転がすことができます。このようにして、お金がないときと鮮明化機械を取得したいという願望があるときに使用することができます。ほとんどの人が同様のハンドツールを使い果たしているので、追加のデバイスを購入する必要はありません。
通常のエメリーマシンがある場合は、それを使用して必要なすべての手順を実行できます。便宜上、あなたはあなたが研磨要素に対して目的の位置にあるのを固定することを可能にする装置を作る必要があります。このために、通常の金属台は適切であり、その表面は研磨円の軸と同じレベルに配置されるであろう。
このスタンドでは、表面に対して必要な平面内に横たわるように丸鋸ディスクを置く必要があります。傾斜角を調整するのに同時に役立つボルトを使用して実行することができます。
のこぎりの表面上の欠如とこりの表面の様々な亀裂や様々な亀裂が役立ちます。すべての切断エッジの丸めの半径は、0.012-0.015 mmの境界線でなければなりません。表面に目視検査を行うときは、グレアがないはずです。
作業を行うための規則を観察すると、SAWディスクの交換を頻繁に交換することなく循環式のこぎりを使用することができます。そしてそれらの切断部分は、それらの表面を台無しにしていない、必要な製品および材料の高品質の切断を行う。