
Ji bo welderek destpêkek, hilbijartina elektrodê dibe ku bibe pirsgirêk: Ji her cûrbecûr, wezîfe û taybetmendiyan bêtir ji du sed stamp hene. Ji xeynî vê yekê, li ser 100 stampan ji bo Inverter Welling Welling Manual maqûl in. Ne gengaz e ku ji her tiştî re bêje, erê, ji bo destpêkek, û ne hewce ye. Tenê bi kurtahî celebên sereke û di derheqê kîjan elektrodên ji bo WELATER INVERTER ji nû ve ji nû ve bêtir in. Ev ê gotûbêj bike ka çi diameter hildibijêre û çi ji bo rahijmendiyek ji bo welding metal a ciyawaziya cûda diyar bike.
Elektrod çi ye û çi ji bo pêça
Electrode parçeyek tela metal e ku bi hevpişkek taybetî - coating. Di dema welding de, bingehîn ji germahiya arzê diherike. Di heman demê de şewatek ku li dora qada welding diafirîne, dişewitîne û şûştina welded - ewrek gazê ya parastinê. Ew li hewayê gihîştina oksîjenê tê de. Di pêvajoya şewitandinê de, beşa koçberiyê ya ku ew di nav dewleta derewîn re derbas dibe û dirûvê nîgarê metal molek çêdike, di heman demê de ew ji danûstendina bi oksîjenê re diparêze. Ji ber vê yekê kincê seyranê kalîteya baş peyda dike.
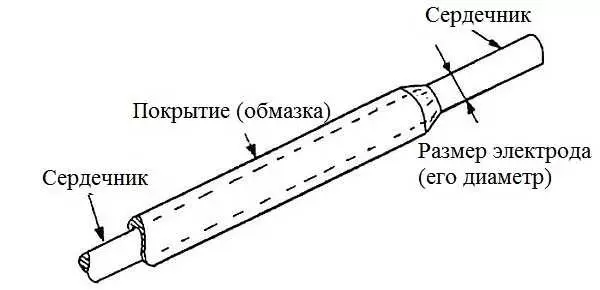
Elektrodê welding ji bingehek û hevokek parastinê pêk tê
Berî ku dest bi lêpirsîna welding bikin, her elektrodek dest bi lêdana welding: Divê kincê wan tune be. Wekî din, germbûna homojen û siwarê bilind-kalîteya ku hûn ê ne bigihîjin. Dîsa jî bala xwe didin ser elektrodê elektrodê: Pêdivî ye ku pîvana germbûnê li ser her aliyan heman be. Wê hingê arc dê navendê biçe. Wekî din, ew ê were guheztin. Ji bo werzîşê bi ezmûnê re, ev bêserûber e, lê ji bo destpêkan dikarin pirsgirêkên tûj biafirînin.
Pêdivî ye ku meriv şiliya kozikê bişopîne. Hin ji wan di humidiya bilind de pir xirab in (mînakî, Woni). Têkildarî bi "Capriciousness" ya Coating, pêdivî ye ku ew li cîhek zuwa werin hilanîn, piştrastkirina pakêtên hermetîkî. Hûn dikarin di pakêtê de qutikek bixin, û hîn jî çend heb bi xwê re hene, ku di pêlavên pêlavê de ye.
Ew ne hêja ye ku elektrodên şil bikire: Ew dikarin, bê guman, zuwa, lê taybetmendiyên wan dê kêm bibin. Heke ew hîn jî çêbû ku elektrodî dumbbed bûn, ew dikarin di navbêna malbatek asayî de li germahiyên nizm werin şûştin (ew bi gelemperî li ser pakêtê têne destnîşan kirin). Riya duyemîn e ku meriv demek dirêj li odeyek xweş a hewayê rûnê rûne.

Kevir (Kevneşopiya parastinê) ya elektrodê ev e: sereke, rutil, cellulose û acid
Celebên hevrêz û taybetmendiyên wan
Tenê çar celeb celeb hene.
- Bingehîn.
- Rutile.
- Liserxwe.
- Cellulosic.
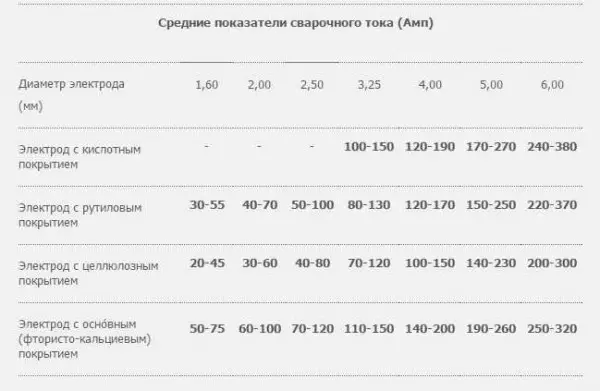
Kincê sereke (Woni) û Cellulosîk tenê ji bo welding ya domdar maqûl e. Ew dikarin li ser seamsên berpirsiyar bêne bikar anîn: Seamek durust, elastîk, berxwedêr li ser barkirina şokê.

Elektrodên ji bo welding ji zêdetirî 200 brands, bi qasî 100 ji wan dikarin bi manual arc elektrîkê re werin bikar anîn
Du yên din (Rutile û Sour) - dikarin dema ku welding û guherbar, û rasterast rasterast bixebitin. Lê hevsengiya rûnê pir toksîk e: gengaz e ku meriv di avahiyan de bixebite tenê heke cîhê kar bi derketina bi zorê ve girêdayî ye.
Kincê rutralê xwedan rengek kesk an şîn e, elektrod ji hêla mîtîngek ronahiyê ve tê veqetandin. Ew baş têne şewitandin jî heke navgîniya voltajek kêm (ji bo şewitandina sereke) taybetmendiyek baş-amphere ya baş hewce dike, ka makîneyek welding Inverter-ê çawa hilbijêrin, wê li vir bixwîne.).).).).). Gava ku bi elektrodên rutil (MR-3) re welding (MR-3) hema hema splash nake, lê dirûşmek pir e û ne hêsan e: Pêdivî ye ku meriv bi hammer re bixebite.
Dibe ku hûn bala we bikişînin ka meriv çawa gazebo ji pîvazek metal çêke an meriv çawa baranê li ser çarçoveya pîvanê çêbike.
Gotara li ser Mijarê: Sazkirina rast a bendavên xalî
Meriv çawa elektrodên ji bo welding Inverter hilbijêrin
Berî her tiştî, pêkanîna bingehîn tête hilbijartin: divê ew bi celebê metal welded re wekhev be. Di malbatê de, Steel Struktural bi piranî têne bikar anîn. Li vir heman wire heye û divê elektrod be. Car carinan hûn hîn jî pêdivî ye ku merivek zexîre bixapîne. Wê hingê bingeh jî divê ji sifirê stainless were çêkirin, û ji bo berxwedana bilind-alloyî û germbûnê, ji metalên bi heman taybetmendiyan re çêkir.Hûn dikarin hemî karên li ser xanî an li cîhek çêkirinê bikar bînin ku tenê çend stampên elektrodê bikar bînin:
- Mr-3.
- Woni 13/55
- ANO 21.
- OK 63.34
Ew ji bo destpêkên ku bi makîneyên welding in Inverter re dixebitin, ji hêla gelek elektrodên bi navgîniyê ve têne nas kirin: Ew di heman demê de dihêlin ku hûn di nebûna ezmûna girîng de ji we re seamsên bilind. Li jêr taybetmendî û serlêdana gelemperî ya wan serfkaran hene ku gelek pisporan elektrodên baş ji bo Inverter difikirin. Di her rewşê de, ew bi gelemperî ji bo ezmûnê pêşbaziyên nû têne pêşniyar kirin.
Elektrodên bi hevsengiya rutîl 3

Ev dibe ku elektrodên welding ên herî populer ên ji bo Inversers: Woni 13/55 (ji bo zêdekirina mezinahiya wêneyê, li ser Mişkek rastê ya rastê bikirtînin)
Bi gelemperî, ragihandî tê pêşniyar kirin ku dest bi pêşkeftina Welds bi mp-3 elektrodên. Ew bi hêsanî têne xêzkirin, tewra bi taybetmendiyek volt-ampere ya makîneya welhing, parastina baş a şûştina welded, dihêle ku ew pir hêsan be ku meriv helwesta xwe kontrol bike. Ger elektrod nekêşe, wê 40 hûrdeman li germahiya 150-180 ° roll bike.
Di cîhazên guhêrbar de (veguherînerên welding) û bi rasterast (rektorên welding û hundur) têne bikar anîn. Inverers bi gelemperî li ser polarbûna berevajî (+ li ser elektrodê) ve girêdayî ne. Ji bo her celebê seyrûse, ji bilî vertîkal ji jorîn.
Li vir li ser cûreyên makîneyên welding li vir bixwînin.
MP-ya elektrod 3 noncain ji kalîteya astên welded re. Ew dikarin li ser hûrguliyên rust û şilandî jî bixebitin. Welding bi navgîniya navîn (2-3 mm) an arc kurt tê meşandin.
Pir girîng e ku ji bo pêşangehên pêşangehê MP3: Ew "arc baş" bigirin, tenê wan bixebitin. Ji bo vê yekê ne hemî pispor ji vê brandê hez dikin: Ew ji wan re dibêjin roniyên Bengalê. Ew pir bi nermî têne şilandin: Tevgerên hêdî ji bo germbûna baş hewce ne. Ku proses ne xweş e, destpêker - tiştê ku hewce ye. Biceribînin ku ji bo welding ji mp3 dest pê bikin. Divê hûn hemî kar bikin.
| Diameter of the Electrode Lez MR-3, MM | Dirêj, MM. | Welding welding, û | Girseya pakêtan, kg | Bihayê, rub |
|---|---|---|---|---|
| 2.0 | 250. | 40-60 A. | 1.0 | 146. |
| 2.5 | 300. | 60-100 A. | 1.0 | 120. |
| 3. | 350. | 70-100 A. | 1.0 | 95. |
| çar | 450. | 80-170 A. | 1.0 | 91. |
| pênc | 450. | 130-210 A. | 1.0 | 91. |
Woni 13/55 bi Kincê sereke

Elektrodên bijarte ji bo Inverter Woni 13/55 (Ji bo mezinahiya wêneyê zêde bikin, li ser Mişkek Keyeya rastê bikirtînin)
Vana herî pir in, dibe ku, elektrodên berfireh û populer ên bi kincê sereke. Ew ji bo steelsên welding û alloyên nizm têne pêşniyar kirin. Ji bo pêkhateyên avahiyên berpirsiyar maqûl in. Seams durust in ku baran û plastîk û plastîk, başbûna berfirehkirina germahiyên kêm.
Kêmasiya van elektrodan: Ew bi tenê bi nirxek mezin a bêkêmasî ya li hundurê hundur (ji 70 v) ve baş in. Dawiya duyemîn girîng: Pêdiviyên bilind ji bo birêkûpêkkirin û pêvekirina metalên welded. Ger Rust li ser peravê, ax, rûn an konteynerên din dimîne, dê seam dê porous be.
Mimkun e ku bi Woni 13/55 re tenê li ser makîneyên welding DC, di nav de bi navgîniya berevajî (+ bi elektrodê ve tê wergirtin), bi arc kurt (tipa elektrodê ya nêzîkê erdê ya hevgirtî). Kêmtirîn Voltage Voltage 65 V.
Gotara li ser Mijara: Dîwarên germ ji bo germkirina malê, feydeyên û neçareseriyê
| Woni 13/55 Electrode Diameter (çêker "intergosmetiz) | Dirêjahiya elektrodê, MM | Welding welding, û | Pakêta bihayê retail, RUB |
|---|---|---|---|
| 2.0 | 250. | 30-60 A. | |
| 2.5 | 300. | 40-70 A. | 127 Rubles |
| 3. | 350. | 80-100 A. | 116 RUB |
| çar | 450. | 130-160 A. | 111 Rubles |
| pênc | 450. | 180-210 A. | 110 Rubles |
ANO 21.
Ev celeb elektrodên koçber ên rutîlî têne çêkirin ku bi stûnên karbonê yên qalindek piçûk re xebitîn. (Li ser welding of metalên nerm li vir bixwînin.) Dema ku arc bikar tînin bi hêsanî (di nav nûvekirinê de) bi tena serê xwe (ji pêlên piçûk) ve tê wergirtin, dirûşmek bi hêsanî ye ji hev veqetandin. Electrodes ano 21 dikare were bikar anîn ku hûn pêlên avê an gazê bikin.

Biceribînin ku li ser elektrodên Inverter ano 21 bixebitin
Hem bi guherbar û hem jî domdar ên her polarbûnê bixebitin. Berî welding, dermankirina germê pêdivî ye: ew ji bo 40 hûrdeman di germahiya 120 ° C têne hesibandin.
| Diameter, MM. | Pozîsyona bijare ya elektrodê | Pozîsyona vertîkal a elektrodê | Pozîsyona cejnê elektrod |
|---|---|---|---|
| 2. | Hêza niha 50-90 a | Hêza niha 50-70 a | Hêza niha 70-90 a |
| 2.5 | Hêza niha 60-110 a | Hêza niha 60-90 a | Hêza niha 80100 A |
| 3. | Hêza niha 90-140 A | ya heyî ya 80-100 a heyî | Hêza heyî 100-130 a |
Elektrodên di Stainless Steel Ok 63.34
Heke hûn hewce ne ku pîvazek stainless çêbikin, OK 63.34 biceribînin. Ew dikarin dihêlin û sifir strukturîn bikin. Di vê rewşê de, ew seyranê bi pêlavek kûr ve bi veguhastina hêsan a li ser rûyê sereke yê metal. Mîqdara slagê piçûk e, bi hêsanî tê.
Ev electrode baş e ku merivên vertîkal û 6-8 mm metal, ji jor re derbas dibe. Ji bo welding multidisplinary multidisplinary compounds. Bi her polarbûnek domdar û alternatîf re dixebite, voltaja herî kêm stok 60 V.

Elektrodên ji bo welding OK 63.34
Ji bo welding hûn ê hewceyê maskek bikin. Ji bo xebatê hêsantir bixebitin, maskek welding-kameleon bavêjin.
Meriv çawa pîvana elektrodê hilbijêre, meriv çawa wê ve girêdide û tiştê ku hêza heyî bixe
Ji bo Inverterê, markeya elektrodên hilbijêrin ne hemî. Heya ku we biryar daye, bi kêmî ve sê pirs hene:
- Kîjan diameter ya elektrodê di dema welding de tête bikar anîn;
- tiştê ku ji bo eşkerekirina heyî;
- Kîjan ji "+" an "-" elektrode ve girêdide.
Di derbarê her tiştî de. Ka em dest bi awayê ku diameta elektrodê ji bo welding hewce ye. Bi gelemperî, tê pêşniyar kirin ku ji pîvaza metalên welded pêşve biçin: Bi qelewên piçûk, elektrod bi pîvana heman pîvanê re tê girtin. Heke hûn metal 3 mm pîvaza 3 mm çêdikin, wê hingê elektrod bi heman rengî digirin. Heke hûn tiştek ziravtir çêdikin, bi rêzdarî 4 mm. Lê elektrodên mezin ên nûsaz dê dijwar bixebitin. Dest bi masterê bikin ku ji pîvazek metal 3-4 mm. Ji bo vê yekê bikin, 3 mm elektrodên bikar bînin, an jî wekî ku ew dibêjin "Troika".
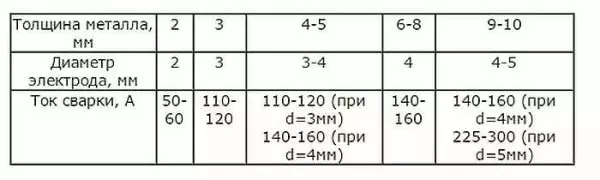
Pêşniyarên Giştî ji bo hilbijartina pîvana elektrodê li gorî pîvaza metal ve girêdayî ye
Li ser ka meriv çawa elektrodan derkeve. Di taybetmendiyên teknîkî yên li ser pakêtê de, bi piranî, elektrodê ji bo kîjan polarîtiyê tê armanc kirin. Gava ku berevajî bi derûdora erênî ve girêdayî ye, elektrodê bi klîpek neyînî ve girêdayî ye ku bi perçê ve girêdayî ye. Bi polarbûna rasterast, plus plus e, minus li ser elektrodê tête xizmet kirin. Wekî ku xuya dike li ser navgînek welding, di wêneyê de tê nîşandan.

Rasterast û Reverse Têkiliya têkiliyê li ser Inverter Welling
Cûdahiya di navbera van her du celebên girêdanê de çi ne? Directions Discellane xwedî lebatek elektronan e. Wekî hûn dizanin, elektron ji "minus" ber bi "plus" ve diçin. Ji ber vê yekê, dema ku welding wiya derdikeve ku hêmana ku bi "+" ve girêdayî ye, bihêztir tê germ kirin. Guhertina modên girêdanê dikare ji hêla ziravbûna germbûna metal ve were kontrol kirin.
Çend rewşan bifikirin. Mînakî, we elektrodek 3 mm heye, metalek 2 mm. Heke beşa pelê "+" dikare derkeve. Ji ber vê yekê, di vê rewşê de, çêtir e ku meriv polarbûna berevajî ya ku elektrodê dê germ bibe bikar bîne. Heke hûn dixwazin 6 MM bi heman sêyan re çêbikin, çêtir e ku meriv vê yekê li ser polarîtiyek rasterast bike: Ji ber vê yekê germbûna metal dê pirtir kûrtir bibe û seams pirtir be.
Gotara li ser Mijara: Rod ji bo perdeyên li serşokê: Taybetmendiyên bijarte û sazkirinê
Meriv çawa li vir Inverter welding hilbijêrin. Dibe ku hûn ê ji avakirina daristanek ji dara pîşeyî re eleqedar bibin.
Hêza heyî di dema welding
Bi gelemperî, dema ku elektrodek saz bikin, hêza heyî ya ji bo Inverter-ê ve girêdayî ye ku girêdayî li gorî pîvana elektrodê tê bikar anîn. Bi gelemperî, li ser her pakêtê pêşniyar hene, lê gengaz e ku bêyî wan bikin: ji bo her milleter diameter 20-30 amp ya heyî. Ew cûrbecûr berbiçav derdikeve, lê wê hingê hûn hewce ne ku meriv çawa seyranê bixin binihêrin: bi veqetandinek an bê bê. Ji bo welding bêyî tirsnak, rûkên jêrîn têne danîn, bi marjînal - bilindtir.
Ya ku hûn hewce ne ku hûn bi elektrodên cûda re çêbikin (pêşnîyarên giştî, bi rastî riya ceribandinê hilbijêrin)
Mînakî, ji bo elektrodek bi damezrandina 3 MM re, niha texmînek texmînkirî ji 60 A ji 90 A. Bi rastî di rêza 30 amps ji 140 amps de dixebite. Gava ku bê veqetandin, bi qasî 70-90 a, bi marjînalek, 90-120 A. heye. Van parameteran "di her du rêyan de" dimeşînin "bi leza elektrodê ve, ji brandê ve girêdayî ye û "dagirtina" ya Steel-a Welded, ji pozîsyona seyranê (ji bo sehaya vertical û horizontî, wan hinekî kêmtir, ji bo tavilê - tewra kêmtir).
Bi gelemperî, di heman demê de ji hêla hilberînerê vegirtinê ve tê pêşniyar kirin - ev ne hewceyek e. Bi wan re dest pê bikin, û paşê wê hildin da ku hûn bi rihetî bixebitin û seams baş bûn. Pêdivî ye ku hûn kompleksek bilind-kalîteyê hebe, û rêjeya hêz û bileziya heyî hûn ê riya ceribandinê hilbijêrin. Di heman demê de, balê bikişînin ser rewşa şûştina welded. Ew nîşana kalîteya we ya sereke ye.
Hûn li vir dixwînin ka meriv çawa li vir welêt diherike.
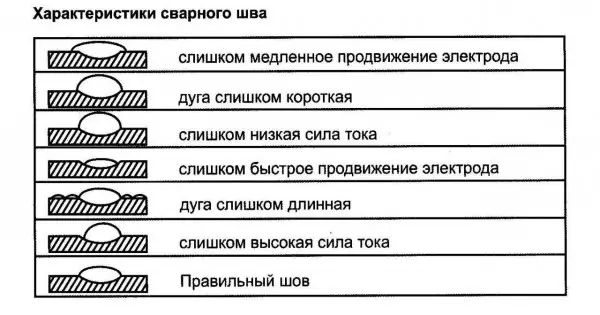
Xeletiyên ku dibe ku dema welding çêbibe
Naha hûn ne tenê bi tenê elektrodên ji bo welding inverter hilbijêrin, di heman demê de wan jî bi wan re têkildar in, çi diameter ji bo vê xebatê hewce ne, û ji bo her celebek elektrod û seam hilbijêrin ku hûn niha hilbijêrin. Naha em ê hinekî li ser xwedîtiyên ji bo elektrodan bipeyivin.
Holders ji bo elektrodes
Li ser yek ji kabloyên welding xwedan xwedan (xwedan), ku tê de elektrodê welding tê lêkirin. Ew du celeb in:
- Bi keysa Juro, elektrod gava ku mifteya biharê tê berdan, bixweber tê qewirandin, dema ku li ser tê zeftkirin tê berdan;
- Mijar - dest bi spinning û spinning, serbestberdana an dorpêçkirina elektrodek têxe.
Kîjan çêtir e? Hûn biryar didin, lê bi şansê bi banga keyeyê, hûn dikarin elektrodê di dema welding de bavêjin. Tiştek tirsnak di heman demê de çêdibe, lê mixabin ...
Dema hilbijartina xwediyê elektrodê, tiştê sereke ev e ku bala xwe bide hêza heyî ya ku ew sêwirandî ye. Parametreya herî zêde ya ku ji bo makîneya welding we heye hilbijêrin.
Meriv çawa kabloya li ser xwediyê elektrodê welding bi kulpek dirûvê ku di vîdyoyê de hatî destnîşan kirin.
Nerazîbûna xwediyê kincê kincê ev e ku bi bihara biharê re ye, bingeha tippingê ya elektrodê qels e, têkilî xirabtir e. Divê we nû bixe. Meriv çawa li ser kincê kincê bike, li vîdyoyê binêrin.
Ji bo WELDING HOLDER HOLDER-ê hêsan bikin. Tenê yek nuan heye: Bi operasyona dubare, kabloya welding li tenişta wê tê danîn. Hûn dikarin, bê guman, Kabûlê kurt bikin û wê her gav nexwazin ku 10-20 cm jî biqewirînin, hoçikê, dizera hundurîn a ku ji xalîçeya derve kêmtir an piçûktir bibînin kabloya weld. Dabeşek piçûk jê birrî - Santimeters 15-ê birrîn. Naha hûn dikarin wê li ser kabloyê bikin, li wir bikişînin û li wir biqedînin.