
Качкындардын жыгачтын сапаты, тогуз жыгачтын касиеттерине көз каранды, так, жыгачтын касиеттерине көз каранды.

Тегерек жыгачтын белгилеринен, башкача айтканда, чийменин сапаты кемчиликтердин болушу көз каранды.
Регулятивдик документтерде, кемчиликтер 80ден ашат, бирок материалдардын түрлөрү кемчиликтердин 10 түрү менен (белгилер) гана аныкталат.
Ошондуктан, суу түтүктөрүн сорттоодон мурун, сиз тегерек токойдун белгилерин бул процесстерге кандай таасир этерин түшүнүшүңүз керек.
Тегерек токойдун жана жыгачтын сорттору жөнүндө
Алгач жыгач дарагына жараша, эки топко бөлүнүү: ийне жалбырактуу жана жалбырактуу. Кийинки кадам - калыңдыкты бөлүштүрүү. Тиердин тең калыңдыгы үчүн, жыгачтын экөөсү үчүн, үч түргө берилет: чакан, орто жана чоң.
Кайра иштетүү түрү боюнча тегеректөө төрт топко бөлүнөт. Болушу мүмкүн:
- Тегерек колдонуу.
- Жыгач жерге айлантыңыз же целлюлозада кайра иштетүү.
- Элестетүү же жайылтуу аркылуу жайга айланат.
- Жыгачка айланат.
Лумбер төрт сорттон бөлүнөт:
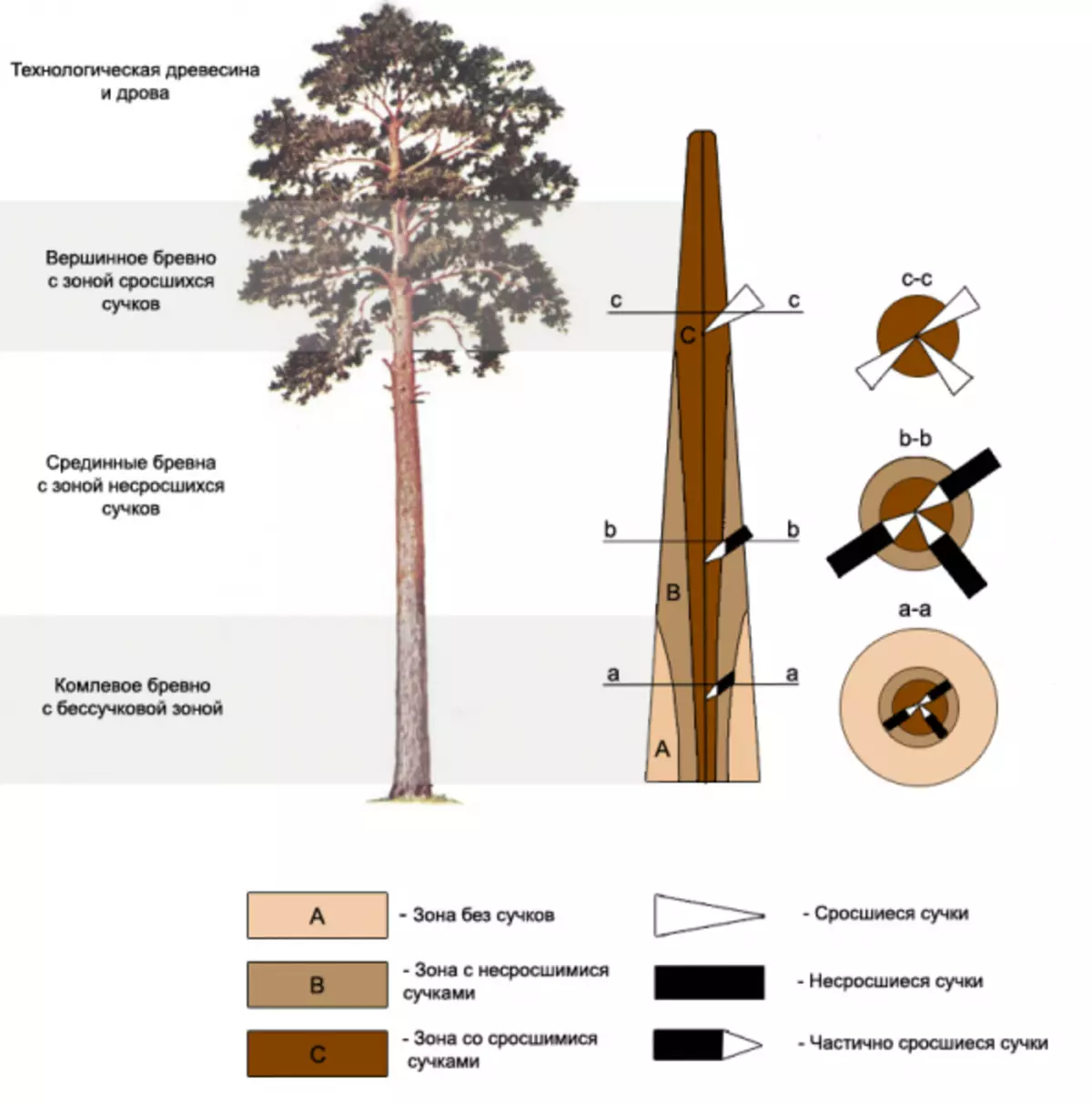
Image 1. Сакалардын схемасы.
- 1 класс, анын ичине эч кандай канчык жок журналдын курамына алынат;
- 2 грдс аз өлчөмдө канчык бар комлек жана медианалык бөлүктөн алынат;
- 3 жана 4 градысы журналды каалаган бөлүгүнөн алууга болот;
- Эң жогорку, тандалган сорттор өзүнчө категорияда белгиленет.
Сорттоо процесси үчүн сорттоо процессинде төмөнкүлөр аныкталат:
- Башкарма үчүн - эң начар же четине;
- Бар же тилкеси үчүн - эң жаманы үчүн.
Жүлүн камчысынын кайсы бөлүгүнүн кайсы бөлүгүн алса, 1-сүрөттө түшүнүктүү болот.
Белгилердин негизги белгилери төмөнкүлөр:
- түйүн;
- Козу карын сүрөтү жана чирип;
- Химиялык түс;
- курт-кумурскалар менен кеткен издер;
- кысуу жана деформация;
- сандыктын формасынын бузулушунун кесепеттери;
- жыгач структурасынын кемчиликтери;
- жарааттар;
- Табигый (кадимки) жыгачтын кендери;
- Кемчиликтерди жана транспорттук зыянды кайра иштетүү.
Макаланын темасы боюнча: Позмакттарды көрсөтүү жана курулуш чиймелерине жана схемалары боюнча которулса
Натыйжада жыгач сорттоо процессинде ар бир сорттун кемчиликтер жоктугуна байланыштуу талаптарга жооп бериши керек. Канчык жана жаракалар үчүн талаптарды гана көрсөтөбүз.
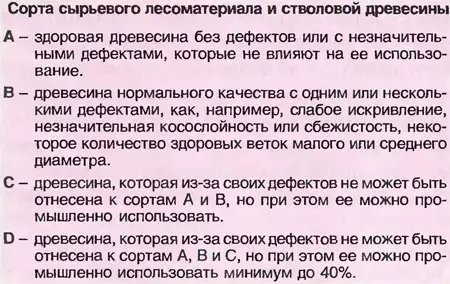
Чийки зат жана сабагы жыгач.
Тандалма класс. Канчыкка кошпогондо, жаман нерселерге жол берилбейт. Таштандылар 1 м узундуктагы 2ден ашпашы керек. Каныканын бөлүктөрү башкармалыктын кабыргаларына, анын өлчөмү диаметри 20% ашпайт.
- 1 класс. Канчык болбошу керек, анын диаметри 10 мм, канчык, каалаган убакта жыгыла турган, ал эми кууп чыккан дискрилдүүлүктүн калган бөлүгү. Жаракалардын жалпы узундугу (кесилиш эмес) материалдык узундуктун төрттөн бир бөлүгүнөн ашпашы керек.
- 2 класс. Дайман канчык, диаметри 20 ммден ашкан сергек канчык, дени сакчылык болбошу керек. Жаракалардын жалпы узундугу (жок) материалдык узундуктун үчүнчүсүдөн ашпашы керек.
- 3-класстар. Дээрлик бардык жаман жорго уруксат берилет.
- 4-класстар. Жүндөр белгилүү бир продукт үчүн эмес, материалдын 1 М3 менен аныкталат.
Технологиялык процессти автоматташтыруу
Сорттоо процесстерин карап чыгуудан мурун, ишкананын ичиндеги жыгач кайра иштетүү тутумунда өз ордун белгилөө мүмкүн, бул ишкананын жыгач иштетүү желегинин, башкача айтканда, ишканага өтүү үчүн, ишканага өтүү үчүн журналга өтүү. Бул ырааттуулукка окшош.
Дарактын сиңирген диаграммасы.
- Кирүүчү материалдар (журналдар) Регистр. Муну автоматтык кабыл алуу сызыгын кол менен же колдонсо болот.
- Мисалы, фантазия жана көркөмдүктө.
- Жергиликтүү линияны колдонуп чийки сорттоо такталары.
- Кургатуучу дүкөнгө кошулган атайын машиналарды багуу боюнча такталарды азыктандыруу.
- Кургатуучу такталар жана кургатуучу дүкөндө өзүлөрүнүн кыймылы.
- Кургак сорттогу такталарды азыктандыруу.
Андан кийин, пакеттердин пайда болушу сорттоонун жыйынтыгына ылайык жүргүзүлөт.
Сорттордогу жыгачка бөлүштүрүү журналды көргөндөн кийин, ошол разрлерден келген журналды көргөндөн кийин башталат, бул сиз кургак сорттогу сапатка ээ болгон башка материал ала аласыз. Технологиялык чынжырда, сорттоо сызыгы кургатгандан кийин жайгашкан.
Макаланын темасы: Суюктук обои. Суюктук обои үчүн артыкчылыгы жана кемчиликтери
ACS технологиялык чынжырында сейрек кездешүүчү жергиликтүү чакан чакан сорттун жергиликтүү чакан тутумун сорттоо орду сизге кургаткычтан жана терс тамырларга терс таасирин тийгизет.
Сорттоо процессин автоматташтыруу
Башкармалыкты иштеп чыгуу процессинде сорттоо эки жолу: кургатуу үчүн жана андан кийин жүргүзүлөт.
Кургатууга даярданып жатканда, алардын учтарында жаманатты жок кылуу үчүн коллекторлордун жарым-жартылай кесилиши жүргүзүлөт. Такталар дарактардын тектери жана кесилиштеринин өлчөмүндө иргелет. Кургаткандан кийин, алар сапаттуу жана акыркы этаптын узундугу менен жүргүзүлөт.
Айдоо бөлүмдөрүнүн өлчөмү боюнча бөлүнүү тектүү кургатуучу пакеттерди түзүү үчүн зарыл, алар тиешелүү режим жана кургатуу узактыгы менен тандалгандыгы үчүн керек. Калктын калыңдыгы жана туурасы башкармалыктын кайсы бир жеринде өлчөнөт, бирок анын аягына чейин 150 мм жакын эмес. Төмөнкү класстагы тактайлар үчүн пакеттердин калыңдыгын эске алуу менен гана пайда болот.
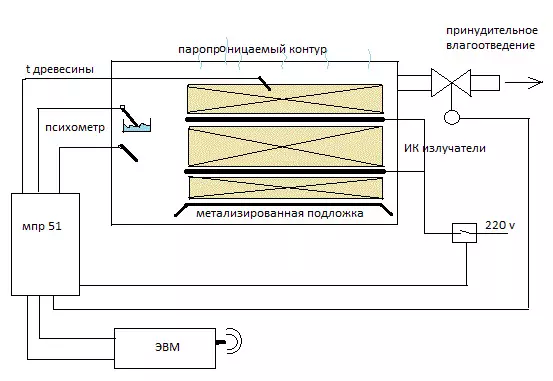
Схеманын схемасы.
Бул этапта, өлчөмдөгү маалыматтарды алгандан кийин, продуктту көрсөтүлгөн санын тиешелүү драйверге жөнөтөт, анда көрсөтүлгөн сан түзүлгөн, андан кийин диск ачылып, конвейердеги материал кургатуучу семинарга багытталат. Семинарда кургатуу баштыктары пайда болот.
Сапаттын сапатын бөлүштүрүү контролер тарабынан контролер тарабынан жүргүзүлүшү мүмкүн, ал эми семинардын трамвайдары боюнча устундар. Бирок, үстөлдө бир мүнөтүнө 7-8ден ашык тактайда контроллер иреттей албайт.
Негизги бөлүм транспорттук конвейерлер боюнча жүргүзүлөт. Контроль бир нече эксплуатациялык контроллер тарабынан жүргүзүлөт. Алар конвейер менен ырааттуу жайгашкан жана тактайлардын кыймылынын багытын тиешелүү дискке багыттап турушат.
Бул ыкма автоматтык түрдө гана эмес, ошондой эле деп айтуу мүмкүн болбогон нерсе.
Эгерде оператордун башкармалыгын текшерип, кайсы класстагы башкармалыкты текшерүү мүмкүнчүлүгү бар болсо, анда ал башкармалыгы боюнча, эгерде оператордун башкармалыгын текшерип, кайсы класска таандык деп аныкталса, аны тиешелүү дискке жөнөтсө деп айтууга болот деп айтууга болот. Муну жасоо үчүн, конвейердеги бир адам бар, ал аны башкарат.
Макаланын темасы жөнүндө: биз балконду туура аткарсак, туура бүтөт: негизги эрежелер
Оператор өз каалоосу боюнча тактайлардын түрлөрүн өзгөртүү мүмкүн. Кээде, бүткүл узундугун эске алуу менен, такта 3-класска туура келет. Бирок, жетиштүү узундуктын сюжети бар, ал эми кемчиликтер жогорку класстын талаптарына жооп берген.
Дивизияны сорттордо бул ыкма жетишсиз деп айтууга болот жана өнүмдөрдүн аз көлөмү менен өндүрүшкө гана ылайыктуу. Ири SawMill Enterpres үчүн автоматтык сызыктарды жаратуу үчүн экономикалык жактан пайдалуу.