
സോൺ തടിയുടെ ഗുണനിലവാരം വൃത്താകൃതിയിലുള്ള തടിയുടെ സവിശേഷതകളെ ആശ്രയിച്ചിരിക്കുന്നു, കൂടുതൽ കൃത്യമായി, ദു is ഖങ്ങളുടെ സാന്നിധ്യത്തിൽ നിന്ന്.

വൃത്താകൃതിയിലുള്ള തടിയിൽ നിന്ന്, അതായത്, സോൺ തടിയുടെ ഗുണനിലവാരം വൈകല്യങ്ങളുടെ സാന്നിധ്യത്തെ ആശ്രയിച്ചിരിക്കുന്നു.
റെഗുലേറ്ററി ഡോക്യുമെന്റേഷനിൽ, വൈകല്യങ്ങൾ 80 ൽ കൂടുതലാണ്, എന്നാൽ മെറ്റീരിയലുകളുടെ തരങ്ങൾ നിർണ്ണയിക്കുന്നത് 10 തരം കുറവുകൾ മാത്രമാണ് (അടയാളങ്ങൾ).
അതിനാൽ, സാൻ തടിയുടെ തരംഗത്തോടെ കൈകാര്യം ചെയ്യുന്നതിന് മുമ്പ്, വനത്തിന്റെ ലക്ഷണങ്ങൾ ഈ പ്രക്രിയയെ ബാധിക്കുന്നുവെന്ന് നിങ്ങൾ മനസ്സിലാക്കണം.
റ round ണ്ട് വനത്തിലെയും സൺ തടിയും
തുടക്കത്തിൽ വൃത്താകൃതിയിലുള്ള, മരത്തിന്റെ വൃക്ഷത്തെ ആശ്രയിച്ച്, രണ്ട് ഗ്രൂപ്പുകളായി വിഭജിക്കുക: കോൺഫറസും ഇലപൊഴിയും. അടുത്ത ഘട്ടം കനത്ത വിഭജനമാണ്. കനം കനംകുറഞ്ഞ തടിയിൽ, മൂന്ന് തരം നൽകിയിട്ടുണ്ട്: ചെറുതും ഇടത്തരവും വലുതും.
പ്രോസസ്സിംഗ് തരം അനുസരിച്ച്, റൗണ്ടിംഗിനെ നാല് ഗ്രൂപ്പുകളായി തിരിച്ചിരിക്കുന്നു. അത് ആവാം:
- ഒരു റൗണ്ടിൽ ഉപയോഗിക്കുക.
- വുഡ് മൈതാനമായി അല്ലെങ്കിൽ സെല്ലുലോസ് റീസൈക്കിലേക്ക് മാറ്റുക.
- ഭാവന അല്ലെങ്കിൽ ആസൂത്രണം അനുസരിച്ച് ഒരു വെനീറിലേക്ക് തിരിയുക.
- തടിയായി മാറുക.
തടി നാല് ഇനങ്ങളായി തിരിച്ചിരിക്കുന്നു:
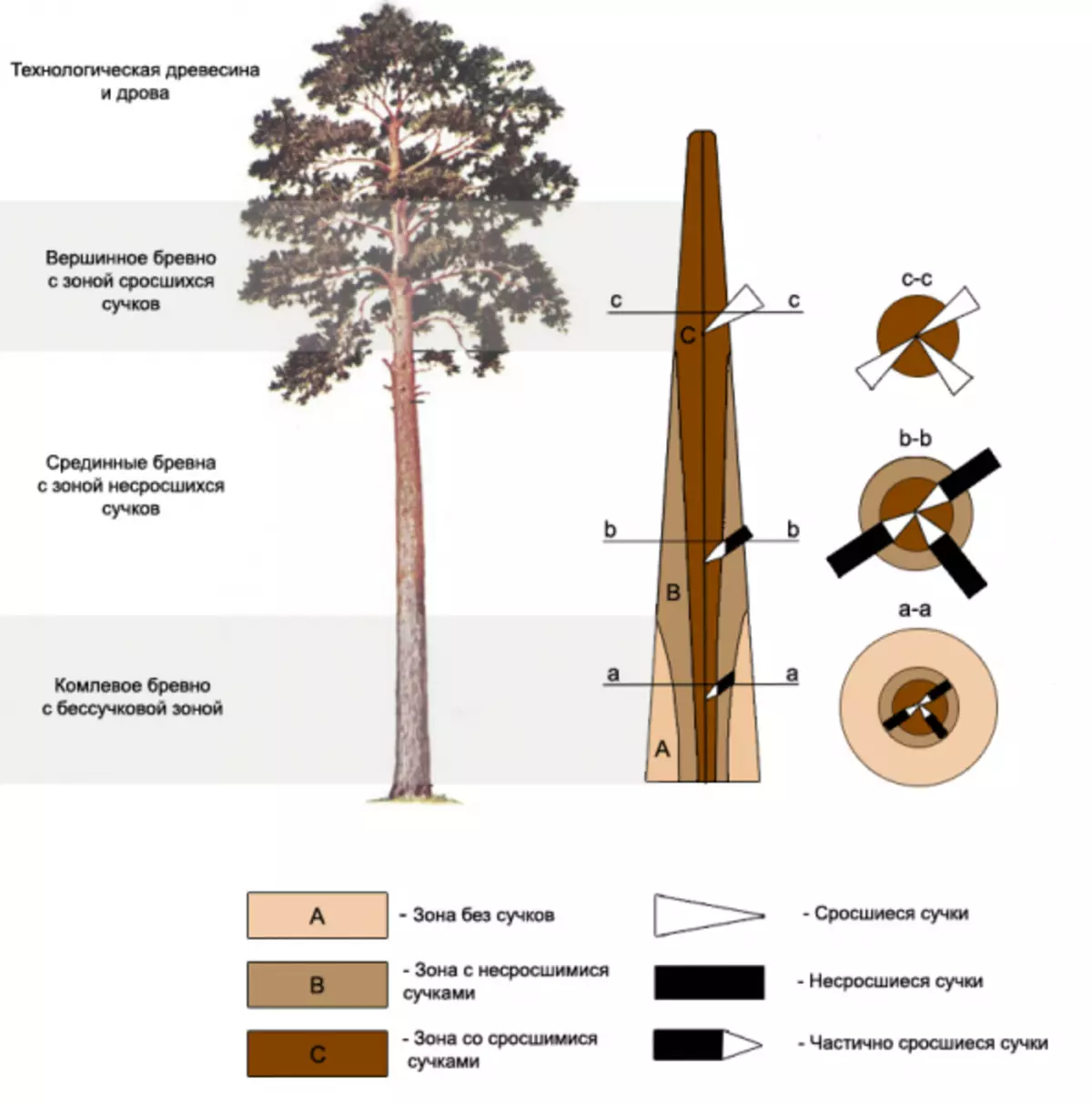
ചിത്രം 1. ചമ്മട്ടിയുടെ സ്കീം.
- 1 ഗ്രേഡ് ഒരു ലോഗിന്റെ ഒരു ഭാഗത്ത് നിന്ന് ലഭിക്കും, അതിൽ പ്രായോഗികമായി ഒരു ബിച്ച് ഇല്ല;
- 2 ഗ്രേഡുകൾ ഒരു കോമേക്കിൽ നിന്നും ശരാശരി ഭാഗത്ത് നിന്നും ഒരു ചെറിയ അളവിലുള്ള ബിച്ച് ഉണ്ട്;
- 3 ഉം 4 ഗ്രേഡുകളും ലോഗത്തിന്റെ ഏതെങ്കിലും ഭാഗത്ത് നിന്ന് ലഭിക്കും;
- ഏറ്റവും ഉയർന്നത്, തിരഞ്ഞെടുത്ത ഇനം ഒരു പ്രത്യേക വിഭാഗത്തിൽ ഹൈലൈറ്റ് ചെയ്തിട്ടുണ്ട്.
സോൺ തടികൾ അടുക്കുന്ന പ്രക്രിയയിലെ ഇനം നിർണ്ണയിക്കപ്പെടുന്നു:
- ബോർഡിനായി - ഏറ്റവും മോശം വശത്തിന് അല്ലെങ്കിൽ അരികിൽ;
- ഒരു ബാറിനോ ബാറിനോ - ഏറ്റവും മോശം വർഷത്തിനായി.
ഏത് ഭാഗത്തുനിന്നാണ്, ഏത് ഭാഗമാണ്, അവ ഇമേജ് 1 ൽ മനസ്സിലാക്കാവുന്നതേയുള്ളൂ.
കോട്ടയുടെ പ്രധാന അടയാളങ്ങൾ ഇനിപ്പറയുന്നവയാണ്:
- കെട്ട്;
- മഷ്റൂം പെയിന്റിംഗ്, ചെംചീയൽ;
- രാസ നിറം;
- പ്രാണികൾ അവശേഷിക്കുന്ന അടയാളങ്ങൾ;
- വിള്ളലും രൂപഭേദവും;
- തുമ്പിക്കൈയുടെ ആകൃതി വൈകല്യത്തിന്റെ അനന്തരഫലങ്ങൾ;
- വുഡ് ഘടനയുടെ കുറവുകൾ;
- മുറിവുകൾ;
- സ്വാഭാവിക (സാധാരണ) വുഡ് നിക്ഷേപങ്ങൾ;
- പ്രോസസ്സിംഗ് വൈകല്യങ്ങളും ഗതാഗത കേടുപാടുകളും.
വിഷയം സംബന്ധിച്ച ലേഖനം: സോക്കറ്റുകളുടെ പദവിയും നിർമ്മാണ ഡ്രോയിംഗുകളിലും സ്കീമുകളിലും മാറുന്നു
തൽഫലമായി തടി അടുക്കുന്ന പ്രക്രിയയിൽ, ഓരോ ഇനവും കുറവുകളുടെ അഭാവത്തിന് പ്രത്യേക ആവശ്യകതകൾ പാലിക്കണം. ബിച്ച്, വിള്ളലുകൾക്കുള്ള ആവശ്യകതകൾ മാത്രമാണ് ഞങ്ങൾ സൂചിപ്പിക്കുന്നത്.
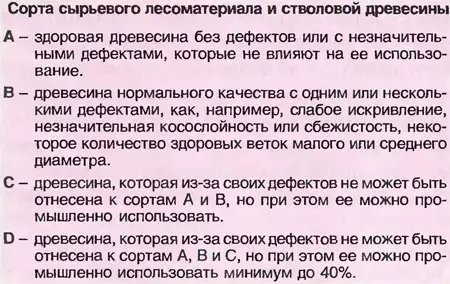
അസംസ്കൃത വസ്തുക്കളുടെയും സ്റ്റെം മരം.
സെലക്ടീവ് ഗ്രേഡ്. ബിച്ച് ഒഴികെയുള്ള ദു ices ഖങ്ങളൊന്നുമില്ല, അനുവദനീയമല്ല. ഡമ്പുകൾക്ക് 1 മീറ്റർ നീളത്തിൽ 2-ൽ കൂടരുത്. ബോർഡിന്റെ വാരിയെല്ലുകളിൽ ബിച്ചിന്റെ ഭാഗങ്ങൾ അനുവദനീയമാണ്, അതിന്റെ വലുപ്പം അതിന്റെ വ്യാസത്തിന്റെ 20% കവിയുന്നില്ല.
- 1 ഗ്രേഡ്. 10 മില്ലീമീറ്റർ കവിയുന്നതിനാൽ ഒരു ബിച്ച് ഉണ്ടായിരിക്കരുത്, 10 മില്ലീമീറ്റർ കവിയുന്നു, ഏത് സമയത്തും വീഴാൻ കഴിയും, ഇതിനകം ഉപേക്ഷിച്ച ബിച്ചിൽ നിന്ന് അവശേഷിക്കുന്ന വിഷാദം. ക്രാക്കുകൾ (ക്രോസ്വൈസ്) നീളമുള്ള (ക്രോസ്വൈസ്) മെറ്റീരിയലിന്റെ നീളത്തിന്റെ പാദത്തിൽ കൂടരുത്.
- 2 ഗ്രേഡ്. ഡ്രോപ്പ്-ഡ down ൺ ബിച്ച്, ആരോഗ്യമുള്ള ബിച്ച് എന്നിവ ഉണ്ടായിരിക്കരുത്, അവ 20 മില്ലീമീറ്റർ കവിയുന്നു. വിള്ളലുകളുടെ ആകെ ദൈർഘ്യം (വഴിയുമില്ലാത്ത) മെറ്റീരിയലിന്റെ മൂന്നിലൊന്ന് കവിയരുത്.
- 3 ഗ്രേഡുകൾ. മിക്കവാറും എല്ലാ ദുഷ്കരണങ്ങളും അനുവദനീയമാണ്.
- 4 ഗ്രേഡുകൾ. ഒരു പ്രത്യേക ഉൽപ്പന്നത്തിന് വേണ്ടിയല്ല, മറിച്ച് മെറ്റീരിയലിന്റെ 1 മീ 3 ഓടെയാണ് വൈകല്യങ്ങൾ നിർവചിക്കുന്നത്.
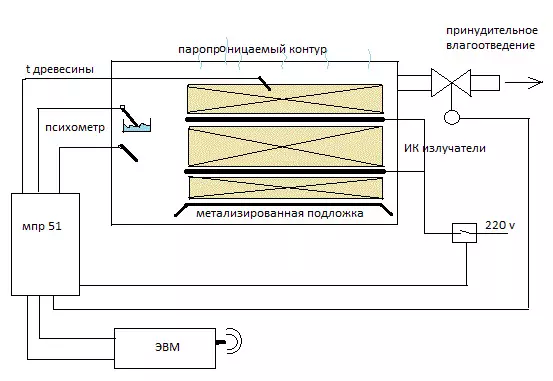
കണ്ട സാങ്കേതിക പ്രക്രിയയുടെ ഓട്ടോമേഷൻ
തരംതിരിക്കൽ പ്രക്രിയ പരിഗണിക്കുന്നതിന് മുമ്പ്, എന്റർപ്രൈസിലെ യാന്ത്രിക നിയന്ത്രണ സംവിധാനത്തിൽ അതിന്റെ സ്ഥാനം സ്ഥാപിക്കുന്നത് ഉചിതമാണ്, അതായത്, എന്റർപ്രൈസ് പൂർത്തിയാക്കുന്നതിൽ നിന്ന് പ്രസ്ഥാനങ്ങൾ പൂർത്തിയാക്കുക. ഇതാണ് ഈ ശ്രേണി പോലെ കാണപ്പെടുന്നത്.
ട്രീ ട്രങ്ക് ഡയഗ്രം.
- ഇൻകമിംഗ് മെറ്റീരിയൽ (ലോഗുകൾ) രജിസ്റ്റർ ചെയ്യുക. ഇത് സ്വമേധയാ ചെയ്യാനോ യാന്ത്രിക സ്വീകാര്യത രേഖ ഉപയോഗിക്കാനോ കഴിയും.
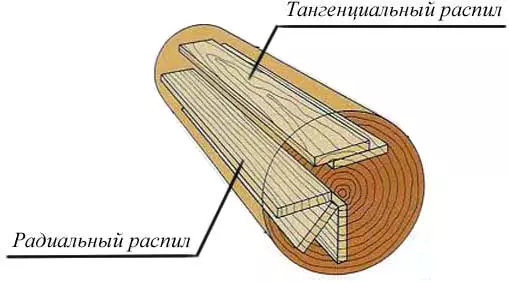
- ഫാന്റസിയും കണ്ടുകൊണ്ടും, ബോർഡുകളിൽ.
- ഒരു പ്രാദേശിക ലൈൻ ഉപയോഗിച്ച് ക്രൂഡ് സോർട്ടിംഗ് ബോർഡുകൾ.
- ഉണക്കൽ ഷോപ്പിലേക്ക് ഒരു സ്റ്റാക്ക് സൃഷ്ടിക്കുന്ന പ്രത്യേക യന്ത്രങ്ങളിലേക്ക് ബോർഡുകൾ തീറ്റ നൽകുന്നു.
- ഉണക്കൽ കടയിൽ വരണ്ട ബോർഡുകളും അവയുടെ ചലനവും.
- ഉണങ്ങിയ സോർട്ട് ലൈനിൽ ബോർഡുകൾ തീറ്റ നൽകുന്നു.
അടുത്തതായി, സോർട്ടിംഗിന്റെ ഫലങ്ങൾക്കനുസൃതമായി പാക്കേജുകളുടെ രൂപീകരണം നടത്തുന്നു.
ഇനങ്ങൾ കണ്ട തടിയിൽ തുടരാൻ തുടങ്ങുന്നത് അത് മാറുന്നു, അതായത്, അതേ റൗണ്ടറിൽ നിന്ന്, നിങ്ങൾക്ക് ഒരു വ്യത്യസ്ത മെറ്റീരിയൽ ലഭിക്കും, അത് ഉണങ്ങിയ അടുക്കുന്ന വരിയാക്കുന്നു. സാങ്കേതിക ശൃംഖലയിൽ, ഉണങ്ങിയ ശേഷം അടുക്കുന്ന വരി സ്ഥിതിചെയ്യുന്നു.
വിഷയത്തെക്കുറിച്ചുള്ള ലേഖനം: ലിക്വിഡ് വാൾപേപ്പർ. ലിക്വിഡ് വാൾപേപ്പറിന്റെ നേട്ടവും ദോഷങ്ങളും
എസിഎസ് ടെക്നോളജി ശോണിംഗിലെ സാമാസ്സോണി സോർട്ടിംഗിന്റെ പ്രാദേശിക സബ്സിസ്റ്റക്ഷന്റെ അത്തരമൊരു സ്ഥലം എസിഎസ് ടെക്നോളജി ശൃംഖലയെ തിരിച്ചറിയാൻ നിങ്ങളെ അനുവദിക്കുന്നു, ഉണങ്ങാൻ ബിച്ച് ഡ്രോപ്പുകൾ കുറഞ്ഞ് മറ്റ് കുറവുകൾ നെഗറ്റീവ് തിരിച്ചറിയാൻ നിങ്ങളെ അനുവദിക്കുന്നു.
സോർട്ട് തടികൾ അടുക്കുന്ന പ്രക്രിയയുടെ ഓട്ടോമേഷൻ
ബോർഡ് നിർമ്മിക്കുന്ന പ്രക്രിയയിൽ, സോർട്ടിംഗ് രണ്ടുതവണ നടത്തുന്നു: ഉണങ്ങാൻ, അതിനുശേഷം.
ഉണങ്ങുമ്പോൾ, അവരുടെ അറ്റത്ത് ദു ices ഖങ്ങൾ ഇല്ലാതാക്കാൻ ബോർഡുകളുടെ ഭാഗിക ട്രിമിംഗ് നടത്തുന്നു. ബോർഡുകൾ ട്രീ റോമുകളും ക്രോസ്-സെക്ഷന്റെ വലുപ്പത്തിലും അടുക്കുന്നു. ഉണങ്ങിയ ശേഷം, അവ ഗുണനിലവാരത്തിൽ അടുക്കുന്നു, അവസാന ഘട്ടത്തിൽ നീളത്തിൽ നടക്കുന്നു.
സോമോനിയോഡ് ഡ്രൈയിംഗ് പാക്കറ്റുകളുടെ രൂപവത്കരണത്തിൽ ക്രോസ് സെറ്റുകളുടെ വലുപ്പത്തിലുള്ള ഡിവിഷൻ ആവശ്യമാണ്, അവ അനുബന്ധ മോഡും ഉണക്കൽ ദൈർഘ്യവും തിരഞ്ഞെടുത്തു. കനം, വീതി എന്നിവ എവിടെയും നിരവധി ബോർഡിൽ അളക്കുന്നു, പക്ഷേ അതിന്റെ അറ്റത്ത് നിന്ന് 150 മില്ലിയല്ല. ലോ-ഗ്രേഡ് ബോർഡുകൾക്കായി, അവരുടെ കനം കണക്കിലെടുത്ത് മാത്രമേ പാക്കേജുകൾ രൂപീകരിക്കാൻ കഴിയൂ.
സാൻ തടിയുടെ പദ്ധതി.
ഈ ഘട്ടത്തിൽ, വലുപ്പം ഡാറ്റ ലഭിച്ച ലൈൻ ഓപ്പറേറ്ററിൽ ഉൽപ്പന്നം ഉചിതമായ ഡ്രൈവിലേക്ക് അയയ്ക്കുന്നു, അതിൽ നിർദ്ദിഷ്ട നമ്പർ സൃഷ്ടിക്കപ്പെടുന്നു, അതിനുശേഷം ഡ്രൈവ് തുറന്നുകാണ്, കൺവെയർ തുറന്നുകാണിച്ച് ഡ്രൈവിംഗ് വർക്ക്ഷോപ്പിലേക്ക് നയിക്കുന്നു. വർക്ക്ഷോപ്പിൽ ഉണക്കുന്നത് ബാഗുകൾ രൂപപ്പെടുന്നു.
കവർച്ച വർക്ക്ഷോപ്പിലെ ട്രമേഴ്സ് പട്ടികകളിലെ ബോർഡുകൾ കൺട്രോളർ നിലവാരം നടത്താം. എന്നിരുന്നാലും, മിനിറ്റിൽ 7-8 ബോർഡുകളിൽ കൂടുതൽ കൺട്രോളറിന് അടുക്കാൻ കഴിയില്ല.
ഗതാഗത സരമാസങ്ങളിൽ പ്രധാന വിഭജനം നടത്തുന്നു. നിരവധി ഓപ്പറേറ്റിംഗ് കൺട്രോളർമാർ നിയന്ത്രണം നടത്തുന്നു. കൺവെയറിനൊപ്പം തുടർച്ചയായി അവർ സ്ഥിതിചെയ്യുന്നതും ബോർഡുകളുടെ ചലനത്തിന്റെ ദിശ സ്വമേധയാ മാറ്റുന്നു.
ഈ രീതി യാന്ത്രികത്തിൽ നിന്ന് മാത്രമല്ല, അതിനെ വിളിക്കുന്നത് അസാധ്യമാണ്.
കൺവെയർ പ്രസ്ഥാനത്തിൽ ബോർഡ് തുറന്നിട്ടുണ്ടെന്നും ഈ പ്രക്രിയയുടെ ഓട്ടോമന്റിനെക്കുറിച്ച് പറയാൻ കഴിയും, അതിനാൽ എല്ലാ ഭാഗത്തുനിന്നും ബോർഡ് പരിശോധിക്കാനും ഉചിതമായ ഡ്രൈവിലേക്ക് അയയ്ക്കാനും ഓപ്പറേറ്ററിന് അവസരമുണ്ട്. ഇത് ചെയ്യുന്നതിന്, കൺവെറിൽ ഒരു ചിബും അദ്ദേഹം നിയന്ത്രിക്കുന്നു.
വിഷയത്തെക്കുറിച്ചുള്ള ലേഖനം: ഞങ്ങൾ ബാൽക്കണി ശരിയായി പൂർത്തിയാക്കുന്നു: അടിസ്ഥാന നിയമങ്ങൾ
ഓപ്പറേറ്റർ അതിന്റെ വിവേചനാധികാരത്തിൽ ബോർഡുകളുടെ തരങ്ങളെ മാറ്റാൻ വന്നേക്കാം. ചിലപ്പോൾ അത് സംഭവിക്കുന്നു, മുഴുവൻ നീളവും കണക്കിലെടുത്ത് ബോർഡ് മൂന്നാം ക്ലാസിനോട് യോജിക്കുന്നു. എന്നാൽ മതിയായ നീളമുള്ള ഒരു പ്ലോട്ട് ഉണ്ട്, അതിൽ വൈകല്യങ്ങളുടെ എണ്ണം ഉയർന്ന ക്ലാസിന്റെ ആവശ്യകതകൾ നിറവേറ്റുന്നു.
ഇനങ്ങൾക്കുള്ള ഈ രീതി വ്യഫക്റ്റീവ് ആണെന്ന് വ്യക്തമാണ്, ഇത് ഒരു ചെറിയ അളവിലുള്ള ഉൽപ്പന്നങ്ങൾ ഉപയോഗിച്ച് ഉൽപാദനത്തിന് മാത്രമേ അനുയോജ്യമെന്ന് വ്യക്തമാണ്. വലിയ സോമിൽ എന്റർപ്രൈസസിനായി, ഇത് യാന്ത്രിക വരികൾ സൃഷ്ടിക്കുന്നത് സാമ്പത്തികമായി ഗുണകരമാണ്.