
Sawn इमारतीची गुणवत्ता, vices च्या उपस्थिती पासून, अधिक अचूक, अधिक निश्चित.

गोल इमारतीच्या चिन्हेपासून, म्हणजेच एसएएनडी इमारतीची गुणवत्ता दोषांच्या अस्तित्वावर अवलंबून असते.
नियामक दस्तऐवजीकरण मध्ये, दोष 80 पेक्षा जास्त आहेत, परंतु सामग्रीचे प्रकार केवळ 10 प्रकारच्या दोष (चिन्हे) द्वारे निर्धारित करतात.
म्हणून, सॉर्न इमारतीची क्रमवारी हाताळण्याआधी, या प्रक्रियेवरील कोणत्या लक्षणावर परिणाम होतो ते आपल्याला समजले पाहिजे.
गोल वन आणि sawn इमारती वाणांवर
सुरुवातीला, लाकडाच्या झाडावर अवलंबून, दोन गटांमध्ये विभाजित करा: शंकूच्या आकाराचे आणि निर्णायक. पुढील चरण जाडपणाचे विभाग आहे. जाडीत लाकूड दोन्ही गटांसाठी, तीन प्रकार प्रदान केले जातात: लहान, मध्यम आणि मोठे.
प्रक्रिया प्रकारानुसार, गोलाकार चार गटांमध्ये विभागली आहे. ते असू शकते:
- एक गोल वापरा.
- लाकूड ग्राउंड मध्ये रूपांतरित किंवा सेल्युलोज वर रीसायकल.
- कल्पना किंवा योजना करून विनीर मध्ये वळवा.
- लाकूड मध्ये वळवा.
लाकूड चार वाणांमध्ये विभागली आहे:
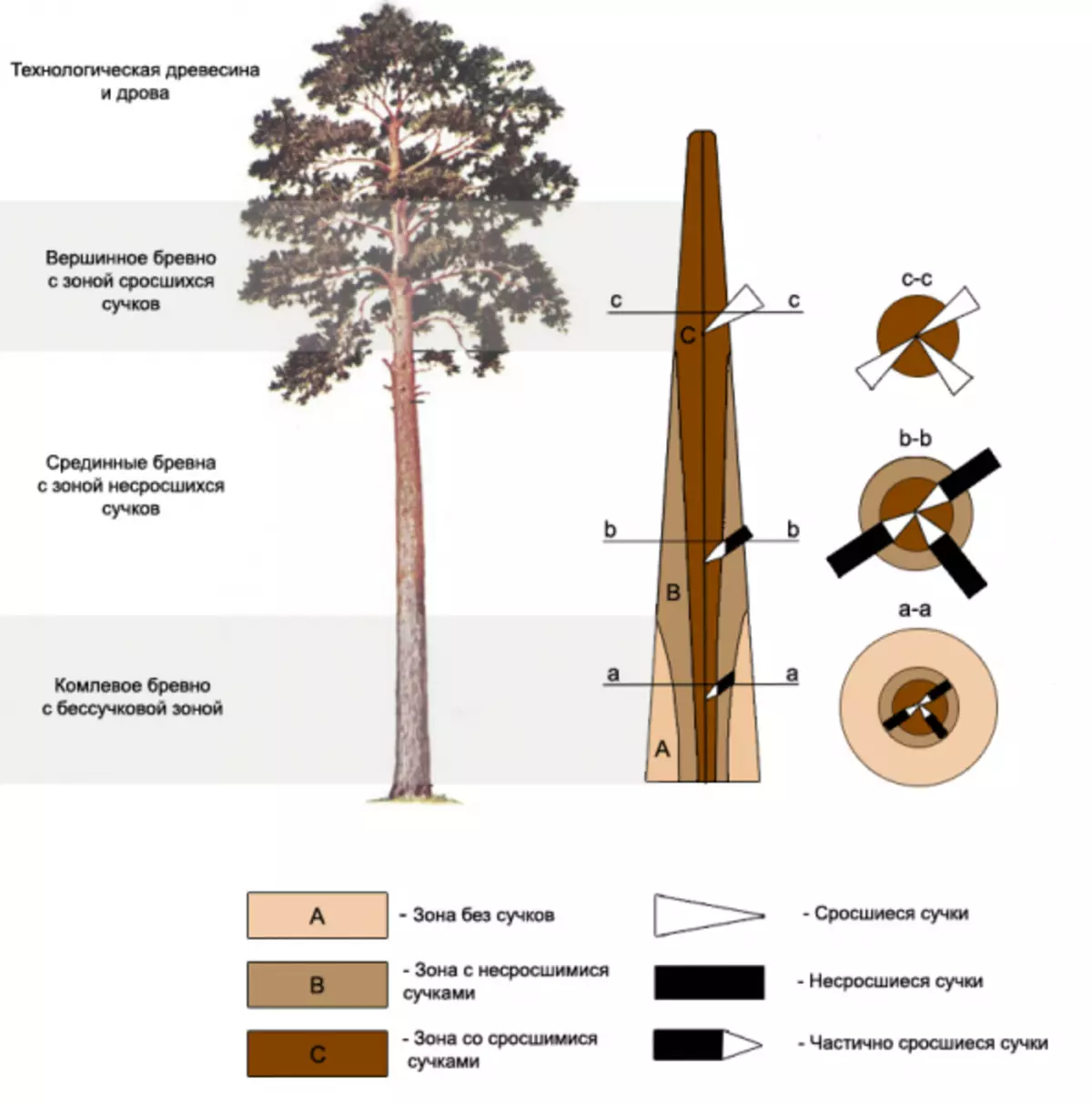
प्रतिमा 1. चरणे च्या clies योजना.
- 1 श्रेणी एका लॉगच्या एक भागातून मिळविली जाते, ज्यामध्ये व्यावहारिकपणे कुत्री नसतात;
- 2 ग्रॅड्स एक कॉमलेक आणि मध्यम भागापासून लहान कुत्री असल्याने मिळतात;
- लॉगच्या कोणत्याही भागातून 3 आणि 4 गुण मिळवू शकतात;
- उच्चतम, निवडलेल्या प्रकार वेगळ्या श्रेणीमध्ये ठळक केले आहे.
सेनचे लाकूड क्रमवारी लावण्याच्या प्रक्रियेत विविधता निश्चित केली जाते:
- बोर्डसाठी - सर्वात वाईट बाजू किंवा धार साठी;
- एक बार किंवा बार साठी - सर्वात वाईट बाजूला.
स्पाइनल चक्राच्या कोणत्या भागातून लंबर प्रकार मिळू शकेल, इमेज 1 मध्ये समजण्यायोग्य.
किल्ल्याचे मुख्य चिन्हे खालील आहेत:
- नॉट्स;
- मशरूम चित्रकला आणि रॉट;
- रासायनिक रंग;
- कीटकांद्वारे बाकी ट्रेसेस;
- क्रॅकिंग आणि विकृती;
- ट्रंकच्या आकाराच्या विकृतीचे परिणाम;
- लाकूड संरचना च्या flaws;
- जखमा
- नैसर्गिक (सामान्य) लाकूड ठेव;
- प्रक्रिया दोष आणि वाहतूक नुकसान.
विषयावरील लेख: सॉकेटची रचना आणि बांधकाम रेखांकन आणि योजनांवर स्विच करणे
परिणामी लाकूड क्रमवारी लावण्याच्या प्रक्रियेत, प्रत्येक विविधतेच्या अनुपस्थितीच्या अनुपस्थितीसाठी विशिष्ट आवश्यकतांचे पालन करणे आवश्यक आहे. आम्ही फक्त कुत्री आणि क्रॅकची आवश्यकता दर्शवितो.
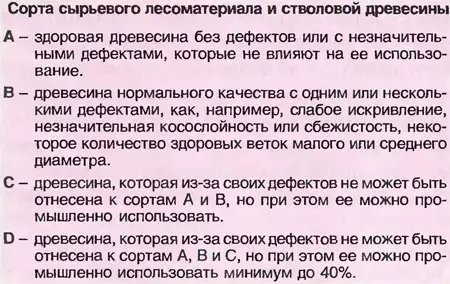
कच्च्या मालाची आणि स्टेम लाकडाची ग्रेड तयार करा.
निवडक श्रेणी. कुत्री वगळता कोणतेही व्हिसेस परवानगी नाही. डंप 2 मीटर लांबीपेक्षा जास्त असू शकत नाही. बोर्डच्या भागांना बोर्डच्या पसंतीवर परवानगी आहे, ज्याचे आकार त्याच्या व्यास 20% पेक्षा जास्त नाही.
- 1 श्रेणी. एकही कुत्री नसावा, जो 10 मिमीपेक्षा जास्त आहे, जो कोणत्याही वेळी वेगळा होऊ शकतो आणि आधीच सोडलेल्या कुत्र्यापासून उर्वरित उदासीनता. क्रॅकची एकूण लांबी (गैर-क्रॉसवीवाय) भौतिक लांबीच्या एक चतुर्थांशापेक्षा जास्त नसावी.
- 2 ग्रेड. तेथे ड्रॉप-डाउन कुत्री आणि निरोगी कुत्री असावे, ज्याचा व्यास 20 मिमीपेक्षा जास्त आहे. क्रॅकची एकूण लांबी (माध्यमातून नाही) भौतिक लांबीच्या तिसऱ्या भागापेक्षा जास्त नसावी.
- 3 ग्रेड. जवळजवळ सर्व vices परवानगी आहे.
- 4 ग्रेड. Vices विशिष्ट उत्पादनासाठी नव्हे तर सामग्रीच्या 1 एम 3 ने परिभाषित केले आहे.
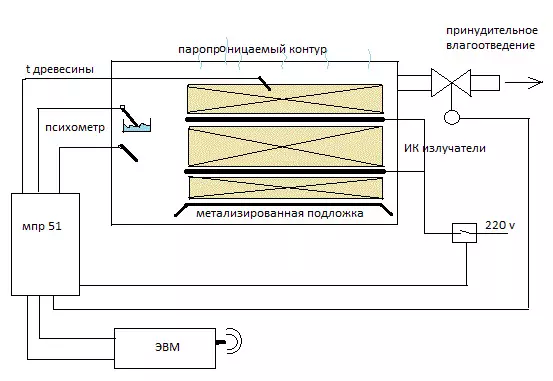
सावलीची तांत्रिक प्रक्रिया स्वयंचलित
क्रमवारी प्रक्रिया लक्षात घेण्याआधी, एंटरप्राइझमधील लाकडाच्या प्रक्रियेच्या स्वयंचलित नियंत्रण प्रणाली (एएसएस) साखळीमध्ये त्याचे स्थान स्थापित करणे आवश्यक आहे, म्हणजेच एंटरप्राइझ तयार केलेल्या उत्पादनांमध्ये प्रवेश करण्यापासून लॉग हालचाली. हे अनुक्रम कसे दिसते आहे.
वृक्ष ट्रंक आकृती.
- येणार्या सामग्री (लॉग) नोंदणी. हे स्वतः स्वयंचलितपणे किंवा स्वयंचलित स्वीकृती रेखा वापरता येते.
- काल्पनिक आणि सावधान, उदाहरणार्थ, बोर्ड वर.
- स्थानिक ओळ वापरून क्रूड क्रमवारी बोर्ड.
- फीडिंग बोर्डांना ड्रायंगच्या दुकानात पुढे ढकलणे.
- वाळविणे बोर्ड आणि कोरड्या दुकानात स्टॅकमध्ये त्यांचे चळवळ.
- कोरड्या क्रमवारीत बोर्ड आहार देणे.
पुढे, पॅकेजेस तयार करणे क्रमवारीच्या परिणामानुसार केले जाते.
हे दिसून येते की, जातींमध्ये लाकडाचे वितरण लॉग लक्षात ठेवल्यानंतर सुरु होते, तेच राउंडरचे, आपण गुणवत्तेत भिन्न सामग्री मिळवू शकता, ज्यामुळे कोरड्या क्रमवारी लावते. तांत्रिक शृंखलात, स्त्रोत रेखा कोरडे झाल्यानंतर स्थित आहे.
विषयावरील लेख: द्रव वॉलपेपर. द्रव वॉलपेपर फायदा आणि तोटे
एसीएस टेक्नोलॉजिकल चेनमध्ये सॉमरमॅनरी क्रमवारीच्या स्थानिक उपप्रणालीची अशी जागा आपल्याला कोरडे केल्यानंतर आणि इतर दोषांमुळे बुडवून टाकते.
सॅरन लाकूड क्रमवारी लावण्याची प्रक्रिया स्वयंचलित
बोर्ड तयार करण्याच्या प्रक्रियेत क्रमवारी दोनदा केली जाते: वाळविणे आणि नंतर ते.
कोरडेपणा तयार करताना, बोर्डचे आंशिक ट्रिमिंग त्यांच्या समाप्तीवर व्यत्यय आणण्यासाठी केले जातात. बोर्ड वृक्षारोपण आणि क्रॉस सेक्शनच्या आकारात क्रमवारी लावल्या जातात. कोरडे झाल्यानंतर, ते गुणवत्तेत क्रमबद्ध केले आहेत आणि शेवटच्या टप्प्यात लांबी केली जाते.
एकसमान कोरडे करणे पॅकेट्स तयार करण्यासाठी क्रॉस विभागातील विभाग आवश्यक आहे, जे संबंधित मोड आणि ड्रायिंग कालावधीद्वारे निवडले जातात. जाडी आणि रुंदी बोर्डवर कुठेही मोजली जाते, परंतु त्याच्या समाप्तीच्या 150 मिमीच्या जवळ नाही. लो-ग्रेड बोर्डसाठी, पॅकेजेस केवळ त्यांच्या जाडी खात्यात येऊ शकतात.
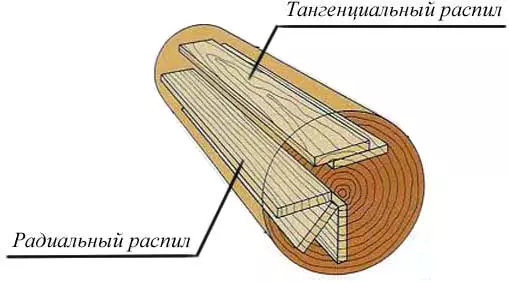
सॅरन लाकूड योजना.
या टप्प्यावर, आकाराचा डेटा, आकार डेटा प्राप्त केल्याने, उत्पादनास योग्य ड्राइव्हवर पाठवते, ज्यामध्ये निर्दिष्ट क्रमांक तयार केला जातो, त्यानंतर ड्राइव्ह उघडली जाईल आणि कन्व्हेयरवरील सामग्री ड्रॅगिंग वर्कशॉपवर निर्देशित केली जाते. कार्यशाळेत वाळलेल्या पिशव्या बनवल्या जातात.
सावळ वर्कशॉपमधील ट्रामर टेबलवरील बोर्डांवर गुणवत्तेत लांबीची रचना नियंत्रित केली जाऊ शकते. तथापि, प्रति मिनिट 7-8 बोर्ड पेक्षा अधिक टेबलवर नियंत्रक क्रमवारी लावू शकणार नाही.
मुख्य विभाग वाहतूक कन्व्हेयरवर केला जातो. नियंत्रण अनेक ऑपरेटिंग कंट्रोलर्सद्वारे केले जाते. ते कन्व्हेयरच्या बाजूने अनुक्रमिकपणे स्थित आहेत आणि बोर्डच्या हालचालीच्या दिशेने योग्य ड्राइव्हच्या दिशेने बदलतात.
ही पद्धत केवळ स्वयंचलितपणेच नव्हे तर केवळ कॉल करणे अशक्य आहे.
बोर्डाने कन्व्हेयर चळवळीदरम्यान बोर्ड उघडल्यास असे म्हटले जाऊ शकते की ऑपरेटरला सर्व बाजूंनी बोर्डचे निरीक्षण करण्याची संधी आहे आणि कोणत्या वर्गास श्रेय देण्याची शक्यता आहे, ते योग्य ड्राइव्हवर पाठवू शकते. हे करण्यासाठी, कन्व्हेयरवर एक चिबर आहे, जे तो नियंत्रित करतो.
विषयावरील लेख: आम्ही बाल्कनी पूर्णतः योग्यरित्या कार्य करतो: मूलभूत नियम
ऑपरेटर त्याच्या विवेकबुद्धीनुसार मंडळाचे प्रकार बदलू शकतात. कधीकधी असे होते की, संपूर्ण लांबी लक्षात घेऊन बोर्ड तिसऱ्या वर्गाशी संबंधित आहे. पण पुरेसे लांबीचे एक प्लॉट आहे ज्यामध्ये दोषांची संख्या उच्च श्रेणीच्या गरजा पूर्ण करते.
हे स्पष्ट आहे की वाणांचे विभाजन करण्याची ही पद्धत निर्धारीत आहे आणि केवळ लहान उत्पादनांसह उत्पादनासाठी योग्य आहे. मोठ्या सॉलेशन उपक्रमांसाठी, स्वयंचलित रेषा तयार करण्यासाठी ते आर्थिकदृष्ट्या फायदेशीर आहे.