
Kualiti kayu gergajian bergantung kepada sifat kayu bulat, lebih tepat, dari kehadiran kejahatan.

Dari tanda-tanda kayu bulat, iaitu kualiti kayu gergajian bergantung kepada kehadiran kecacatan.
Dalam dokumentasi pengawalseliaan, kecacatan adalah lebih daripada 80, tetapi jenis bahan ditentukan oleh hanya 10 jenis kelemahan (tanda-tanda).
Oleh itu, sebelum berurusan dengan pengisihan kayu gergajian, anda harus memahami apa tanda-tanda hutan bulat mempengaruhi proses ini.
Pada varieti hutan bulat dan kayu gergajian
Pada mulanya bulat, bergantung kepada pokok kayu, dibahagikan kepada dua kumpulan: konifer dan daun. Langkah seterusnya ialah pembahagian ketebalan. Bagi kedua-dua kumpulan kayu dalam ketebalan, tiga jenis disediakan: kecil, sederhana dan besar.
Mengikut jenis pemprosesan, pembulatan dibahagikan kepada empat kumpulan. Ia boleh menjadi:
- Gunakan dalam pusingan.
- Berubah menjadi tanah kayu atau kitar semula pada selulosa.
- Berubah menjadi venir dengan imaginasi atau perancangan.
- Bertukar menjadi kayu.
Lumber dibahagikan kepada empat jenis:
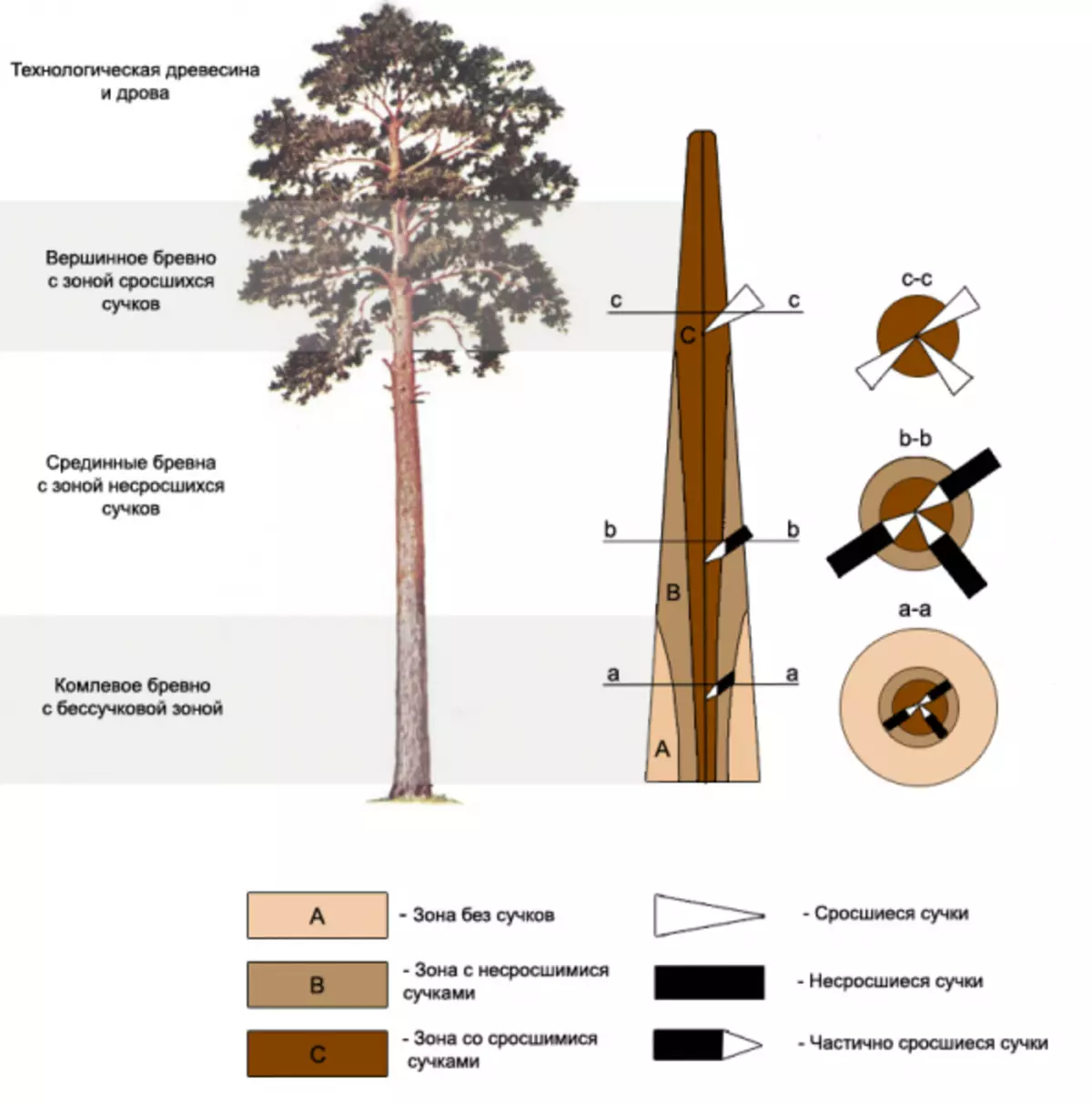
Imej 1. Skim Saluran Cambuk.
- Gred 1 diperoleh dari bahagian kompen dari log, di mana terdapat tidak ada jalang;
- 2 grads diperoleh dari bahagian comlek dan median yang mempunyai sedikit jalang;
- 3 dan 4 grads boleh diperoleh dari mana-mana bahagian log;
- Pelbagai tertinggi, yang dipilih diserlahkan dalam kategori yang berasingan.
Pelbagai dalam proses menyusun kayu gergajian ditentukan oleh:
- untuk papan - untuk sisi terburuk atau kelebihan;
- Untuk bar atau bar - untuk sebelah yang paling teruk.
Dari mana sebahagian daripada cambuk tulang belakang yang pelbagai kayu boleh diperoleh, difahami dalam imej 1.
Tanda-tanda utama kubu adalah yang berikut:
- knot;
- Lukisan cendawan dan reput;
- Warna kimia;
- jejak yang ditinggalkan oleh serangga;
- retak dan ubah bentuk;
- akibat daripada kemerosotan bentuk batang;
- kelemahan struktur kayu;
- luka;
- Deposit kayu semula jadi (normal);
- Memproses kecacatan dan kerosakan pengangkutan.
Artikel mengenai topik: Penetapan soket dan suis pada lukisan dan skim pembinaan
Dalam proses menyusun kayu sebagai hasilnya, setiap variasi mesti mematuhi keperluan khusus untuk ketiadaan kelemahan. Kami menunjukkan hanya keperluan untuk jalang dan retak.
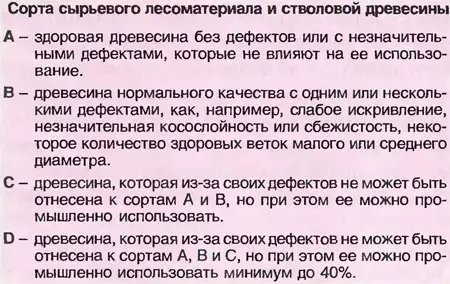
Jadual gred bahan mentah dan kayu batang.
Gred terpilih. Tiada maksiat, kecuali untuk anjing betina, tidak dibenarkan. Dumps boleh tidak lebih daripada 2 setiap 1 m panjang. Bahagian jalang dibenarkan di tulang rusuk papan, saiz yang tidak melebihi 20% diameternya.
- 1 gred. Tidak sepatutnya ada jalang, diameter yang melebihi 10 mm, jalang yang boleh runtuh pada bila-bila masa, dan lekukan yang tinggal dari jalang yang telah jatuh. Jumlah panjang retak (tidak melintang) tidak boleh melebihi seperempat dari panjang bahan.
- 2 gred. Tidak sepatutnya ada jalang drop-down dan jalang yang sihat, diameter yang melebihi 20 mm. Jumlah panjang retak (tidak melalui) tidak boleh melebihi ketiga panjang material.
- 3 gred. Hampir semua maksiat dibenarkan.
- 4 gred. Vices ditakrifkan bukan untuk produk tertentu, tetapi dengan 1 m3 bahan.
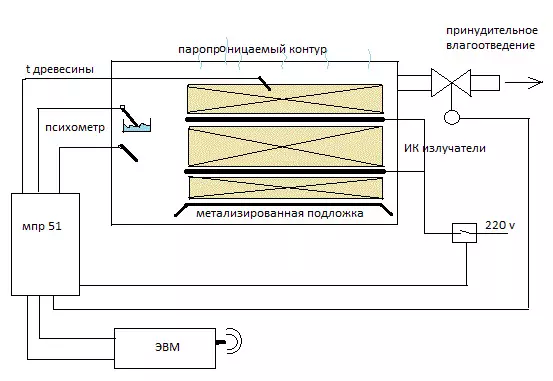
Automasi proses teknologi penggerudian
Sebelum mempertimbangkan proses penyortiran, adalah dinasihatkan untuk menubuhkan tempatnya dalam rangkaian kawalan automatik (ACS) rantaian pemprosesan kayu di perusahaan, iaitu pergerakan log dari memasuki perusahaan ke produk siap. Inilah yang kelihatan seperti urutan ini.
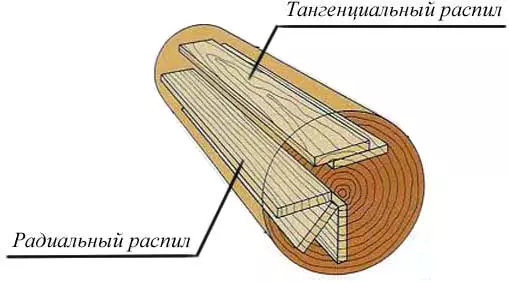
Diagram batang pokok.
- Bahan masuk (log) mendaftar. Ini boleh dilakukan secara manual atau menggunakan talian penerimaan automatik.
- Fantasi dan penggerudian, sebagai contoh, di papan.
- Papan pengisihan mentah menggunakan talian tempatan.
- Papan makan ke mesin khas yang membentuk timbunan terus ke dalam kedai pengeringan.
- Papan pengeringan dan pergerakan mereka dalam susunan di dalam kedai pengeringan.
- Papan makan pada garis jenis kering.
Seterusnya, pembentukan pakej dijalankan mengikut keputusan penyortiran.
Ternyata pengagihan kayu dalam varieti bermula selepas menggergaji log, iaitu, dari bulat yang sama, anda boleh mendapatkan bahan yang berbeza dalam kualiti, yang menjadikan garis jenis kering. Dalam rantaian teknologi, garis jenis terletak selepas pengeringan.
Artikel mengenai topik: Wallpaper cecair. Kelebihan dan Kelemahan Wallpaper Cecair
Seperti tempat subsistem tempatan sawasonry menyusun dalam rantaian teknologi ACS membolehkan anda mengenal pasti kejatuhan jalang jatuh selepas pengeringan dan negatif kelemahan lain.
Automasi proses menyusun kayu gergajian
Dalam proses pembuatan papan, penyortiran dilakukan dua kali: untuk mengering dan selepas itu.
Apabila bersiap untuk pengeringan, pemangkasan sebahagian daripada papan untuk menghapuskan kejahatan di hujungnya dilakukan. Papan disusun mengikut batu pokok dan saiz rentetan. Selepas pengeringan, mereka disusun dengan kualiti dan di peringkat terakhir dijalankan panjang.
Bahagian dalam saiz bahagian silang adalah perlu untuk pembentukan paket pengeringan homogen, yang dipilih oleh mod yang sama dan tempoh pengeringan. Ketebalan dan lebar diukur di mana-mana di papan, tetapi tidak lebih dekat dengan 150 mm dari hujungnya. Untuk papan gred rendah, pakej hanya boleh dibentuk dengan mengambil kira ketebalan mereka.
Skim kayu gergajian.
Pada peringkat ini, pengendali talian, setelah menerima data saiz, menghantar produk ke pemacu yang sesuai, di mana nombor yang ditentukan dibuat, selepas itu pemacu dibuka dan bahan pada penghantar diarahkan ke bengkel pengeringan. Beg pengeringan dibentuk di bengkel.
Pembahagian kayu dalam kualiti boleh dilakukan oleh Pengawal apabila papan di meja tramer di bengkel gergaji. Walau bagaimanapun, di atas meja lebih daripada 7-8 papan seminit pengawal tidak akan dapat disusun.
Bahagian utama dilakukan pada penghantar pengangkutan. Kawalan dijalankan oleh beberapa pengawal operasi. Mereka terletak secara berurutan di sepanjang penghantar dan secara manual mengubah arah pergerakan papan ke pemacu yang sesuai.
Kaedah ini bukan sahaja bukan sahaja dari automatik, tetapi juga mustahil untuk memanggilnya.
Mengenai automasi proses boleh dikatakan jika lembaga dibentangkan semasa pergerakan penghantar supaya pengendali mempunyai peluang untuk memeriksa lembaga dari semua pihak dan, memutuskan untuk kelas mana yang dikaitkan dengan, menghantarnya kepada pemacu yang sesuai. Untuk melakukan ini, pada penghantar ada chiber, yang dia kendalikan.
Artikel mengenai topik ini: Kami menjalankan balkoni selesai dengan betul: peraturan asas
Pengendali mungkin mengikut budi bicaranya mengubah jenis papan. Kadang-kadang ia berlaku, dengan mengambil kira keseluruhan panjang, papan sepadan dengan kelas ke-3. Tetapi terdapat plot panjang yang mencukupi di mana bilangan kecacatan memenuhi keperluan kelas yang lebih tinggi.
Sudah jelas bahawa kaedah pembahagian dalam varieti ini tidak mencukupi dan hanya sesuai untuk pengeluaran dengan jumlah produk yang kecil. Bagi perusahaan kilang besar, ia adalah berfaedah secara ekonomi untuk mewujudkan garis automatik.