
निजी घर र मुलुकमा, त्यहाँ निरन्तर केहि पकाउनुपर्ने आवश्यकता छ। क्रममा प्रोड गर्न को लागी विवरणहरु लाई सम्पर्क गर्न को लागी (र यसलाई भुक्तान गर्दैन) तपाईं एक सस्तो वेल्डलिंग मेसिन किन्न सक्नुहुन्छ र आफैलाई सिक्नुहोस्। यी सीपहरूको अधिग्रहणको लागि, DC Wewding मेशिनहरू सिफारिस गरिन्छ, र विशेष गरी वेल्डिंग इनसायरमा। तिनीहरूसँग सानो आयामहरू छन्, साना तौल, उनीहरूको मद्दतको साथ तपाईं धेरै अनुभव बिना उच्च-गुणवत्ता सिमहरू प्राप्त गर्न सक्नुहुनेछ। समान रूपमा महत्त्वपूर्ण छ, यस कोटीमा त्यहाँ कम मूल्यमा राम्रो उपकरणहरू छन् (-10-10 हजार रूबल)। तसर्थ, शुरुआतीहरूको लागि वेल्दो इनभिटर उत्तम हो जुन बजारले आज प्रस्ताव गर्न सक्दछ।
एक वेल्डिंग इनभ्यूटर के हो र यसले कसरी काम गर्दछ
Interner यो उपकरण भनिन्थ्यो किनभने यसले उच्च-फ्रिक्वेन्सी ओसक्सिलेन्स मा एक वैकल्पिक वर्तमान रूपान्तरण, र त्यसपछि स्थिर वर्तमान मा। यस अवस्थामा, उपकरणको उच्च दक्षता छ: करीव 85 85- 90 0% र धेरै ठूला भारहरू, काउन्टर "हावाहरू" जे भए पनि, रडिएड बिलहरूले तपाईंको लागि भुक्तान गर्नुपर्दैन। प्रवाह दर वेल्डिंग बिना थोरै बढी हुनेछ, तर गैर-आसन्न।

यो सानो ड्रयर एक विकृतर वेल्डरिंग मेसिन हो।
सबैभन्दाविद्य वेल्डिंग मेशिनहरूले घरेलु नेटवर्क 220 V (त्यहाँ उपकरणहरू छन् र 38 3800 v)। र यो उनीहरूको फाइदाहरू मध्ये एक हो। यसबाहेक, तिनीहरू व्यावहारिक रूपमा यसलाई असर गर्दैन, I.a. "बस्नुहोस्" तनाव "नगर्नुहोस्। छिमेकीहरूको लागि, शान्त हुनुहोस्: तिनीहरूलाई थाहा हुनेछ कि तपाईं वेल्डिंगमा संलग्न हुनुहुन्छ। दोस्रो महत्त्वपूर्ण प्लस यो हो कि तिनीहरू अधिक वा कम सामान्यतया भोल्टेज कम गर्न सक्दछन्। तपाईंले, अवश्य पनि, विशेषताहरूमा हेर्नु पर्छ, तर 1 1700 मा धेरै जसो तिनीहरू अझै पनि इलेक्ट्रोडले mm मिमी इलेक्ट्रोडको साथ अनुमति दिन्छ। यो विशेष गरी ग्रामीण इलाकाहरूको लागि धेरै महत्त्वपूर्ण छ, जहाँ कम भोल्टेज बरु अपवाद भन्दा सामान्य हुन्छ।
के ब्ल्ब्रेजको लागि राम्रो छ - जुन इनवर्रको साथ एउटा चाप छ र सजिलो हुन्छ। र सामान्यतया, धेरैको आधारमा, यो "नरम" बाट पकाउँछ र उसको चाप "सजिलो" छ। त्यसोभए तपाईं पकाउन सिक्न चाहनुहुन्छ - पहिले वेल्डिंगको पहिलो गोठालो प्रयास गर्नुहोस्।
घर र डिकशालाई घर र डिकको लागि वेल्डिंग इन्स्ट्रन्टहरूको छनौटमा यहाँ पढ्नुहोस्।
वेल्डिंग इनभ्यूटरको आधारभूत
सुरुमा, हामी वेल्डिंग इन्क्वेन्सको डिजाइन बुझ्नेछौं। "भद्र" यसलाई विचार गर्दैन, हामी माथिबाट केहि छ भनेर जाँच गर्नेछौं र के प्रयोग गर्नुपर्नेछ भनेर जाँच गर्नेछौं।

इनवेयर वेल्डरिंग मेसिन के हो (चित्रको आकार बढाउन, यसमा दायाँ कुञ्जी माउस क्लिक गर्नुहोस्)
यो उपकरण एक सानो धातु बक्स हो, जुन, शक्तिमा निर्भर गर्दै k किलोग्रामसम्म -7-7 किलोग्रामसम्म निर्भर गर्दछ। आवास सामान्यतया धातुक हो, केही निर्माताहरूले यसमा भेन्टिलेसन प्वालहरू बनाउँदछन् - राम्रो शीतल "भरिने" (अधिकतर ट्रान्सफार्मर)। त्यहाँ बोक्नुको लागि, कहिलेकाहीं त्यहाँ ह्यान्डल पनि छ: बेल्ट काँधमा राखिन्छ यदि काम आवश्यक छ भने।
त्यहाँ एक प्यानलमा एक कुञ्जी वा पावर टगल टगल स्विच छ। पावर र अधिक सूचकहरूको अनुहारमा। साथै भोल्टेज र वेल्डिंग वर्तमानमा घुम्नुहोस्। अगाडि प्यानलमा पनि दुई आउटपुटहरू - र "" छन् जुन सञ्चालन केबलहरू जडित हुन्छन्। एउटा केबल एक क्लोबल क्ल्याम्पको साथ समाप्त हुन्छ जुन भागमा टाँसिएको छ, दोस्रो - इलेक्ट्रोड होल्डर। पावर केबल कनेक्टर नियमको रूपमा, पछाडि। वास्तवमा सबै हो।
विषयको लेख: ड्राईक स्ट्र्याट स्ट्यान्डवेको उपचार: यसमा समावेश गरिएको के हो
एक inverter खरीद गर्दा, केबुलहरूमा ध्यान दिनुहोस् धेरै र लचिलो: यो काम गर्न बढी सुविधाजनक छ। यो गैर-पर्याप्त लामो र कठोर कार्यकर्ताहरू केमा छन् जुन हामी जगेडा इन्स्ट्रोटर उपकरणहरूको प्रयोगकर्ताबाट धेरै जसो गुँडहरू "पुन: सुरु हुन्छ"।
इन्स्ट्रोटर वेल्डरिंग मेसिनको साथ काम गर्ने सामान्य सिद्धान्तहरू यस भिडियोमा भनिएको छ।
शुरुआतीहरूको लागि इन्खाउँ inverning
कुनै पनि विद्युतीय वेल्डिंगको रूपमा, धातु पग्लिन्छ इलेक्ट्रिक आयको तापले गर्दा धातु पग्लिन्छ। यो वेल्डिंग इलेक्ट्रोड र वेल्डड धातुको बिच देखा पर्दछ। एउटा चाप सिर्जना गर्न, तिनीहरू विपरित डलामा जडित छन्: एक जनाले दोस्रो "+" सेवा गरीन्छ "-" मा।
"MinUS" र विवरणहरू "MinUS" र विवरणहरू "माइनस" मा जडान गर्दै "सीधा" भनिन्छ। यदि "प्लस" इलेक्ट्रोड मा प्रस्तुत गरिएको छ - जडान विपरित हो। र अन्य विकल्प वेल्डिंगको क्रममा प्रयोग गरिन्छ, तर केवल विभिन्न मोटाईका धातुहरूका लागि: पछाडि - पछाडि पातलो धातुहरूको वेल्डिंगको लागि; सीधा - वेल्डिंग बाक्लो धातुहरूको लागि (MM MM भन्दा बढी mm बाक्लो)। तर यो एक निर्विवाद नियम होइन, कहिलेकाँही वरिपरि आउँदछ।

एक वेल्डिंग इनभरमा जडानको प्रत्यक्ष र रिभर्स ध्रुवीयता
अभ्यासमा त्यो कस्तो हुन्छ? प्रक्रिया फिक्सक्स। एक आर्कको घटनामा प्लसबाट एक शून्यबाट कदमबाट कदम चाल्दछ। र त्यहाँ एकै समयमा एक सकारात्मक चार्ज सतह पनि छ, यसको तापमा बढ्दो। तसर्थ, सकारात्मक निकाससँग जडित तत्वले अधिक तताउँछ। जब पर्याप्त मोटाईका धातुहरू वेल्डिंग, तिनीहरूले राम्रोसँग न्यानोपनको लागि न्यानो हुनु आवश्यक छ ताकि तिनीहरू फ्यूज र सिमले उच्च-गुणवत्ता थिए। तसर्थ, तिनीहरू "+" सेवा गर्छन्। यसको विपरीत पातलो धातुले आगो नियन्त्रण गर्न सक्छ र उनीहरूले सिममा बढी मलटलाई भन्दा शक्तिशाली "माइनस", यो टाँसिएको थियो।
यदि इलेक्ट्रोड राम्रोसँग नियन्त्रण गरिएको छ भने मात्र धातुको उल्लंघन गर्न धातुको उल्लंघन गर्न सम्भव छ। यो गर्नका लागि, तपाईंले धारकलाई ठीकसँग लिनु पर्छ। यो कसरी गर्ने, भिडियोमा हेर्नुहोस्।
Weam welding को समयमा सीम गठन हुन्छ
स्पष्ट रूपमा स्पष्ट रूपमा वेल्डरलाई हेरेर सिमको गठनमा के हुँदैछ विचार गर्नुहोस्। सुरुमा, हामी निर्दिष्ट गर्दछौं कि वेल्डिंग धातुहरूको लागि वेल्डिंग इलेक्ट्रोड एक धातुको मूल र कोर हुन्छ - एक विशेष कोपिंग गर्दछ जुन अक्सिजनमा समावेश गर्दछ। उल्टोका लागि इलेक्ट्रोहरूको बारेमा थप पढ्नुहोस्, यहाँ पढ्नुहोस्।
अब वास्तवमा वेल्डिंगको प्रक्रियाको बारेमा। इलेक्ट्रिकल आर्क गठन हुन्छ जब इलेक्ट्रोड र धातुको कोर (तलका चापलाई कहिले पनि बेवास्ता गर्ने) गठन हुन्छ। एकै समयमा, कोटिंग जलाउन सुरु हुन्छ। यो आंशिक रूपमा पग्लियो, तरल राज्यमा फर्किदै, आंशिक रूपमा ग्यासहरूमा परिणत हुन्छ। यी ग्यासहरूले वेल्डिंग क्षेत्र वरिपरि - एक वेल्डेड स्नान। तिनीहरू पग्लिएको धातुबाट हावाबाट "ब्रेक गरेर" छैन। एक तरल राज्यमा सरेका, एक तरल राज्यमा सरेका, एक तरल राज्यमा सरेका थिए, एक दोस्रो सुरक्षा निर्माण गर्दै। चिसो पछि, यो एक स्लोग मा बदल्छ कि क्रस्टको साथ सिमलाई समेट्छ। र यस चरणमा, स्लोगले तातो धातुलाई अक्सिजनबाट सुरक्षित गर्दछ।

कसरी वेल्डिंग इनभ्यूटर कस्तो छ
तर स्ल्याग र सुरक्षा केवल घटना हुने प्रक्रियाबाट टाढा छ, र जो नियन्त्रण गर्नै पर्छ। जब वेल्डिंग, यो सुनिश्चित गर्न आवश्यक छ कि धातुको दुई टुक्राको दुई टुक्राको जडानको एक समान र पर्याप्त छ। दुबै वस्तुहरू किनाराबाट समान दूरीमा पग्लनु पर्छ। तटरीमा वर्दी बन्नको लागि, तपाईं भागमा इलेक्ट्रोडको टुप्पोबाट समान दूरी राख्नु पर्छ। यो गर्नको लागि धेरै सरल छैन: वेल्डिंगको बखत पग्लियो, र यसको खाल्डो धातुको कणहरू चापमा सरुवा गरिएको छ। तसर्थ, त्यहाँ विवादास्ड बिस्तारै आंशिक बनाउन को एक धारक छ। तर यो अझै इलेक्ट्रोडको साथ वेल्डिंगको प्रविधिको अन्त्य हुँदैन। "लेख्नुहोस्" केहि आकारहरूको "लेख्नुहोस्" को लागी उसको टिप बाहिर लेख्न आवश्यक छ - zigzags, सर्कल, क्रिसमस रूखहरू, आदि तिनीहरूले तपाइँलाई सिमहरू फराकिलो बनाउन र दुई विवरणहरू चलाउन अनुमति दिन्छन्। इलेक्ट्रोडको सबैभन्दा सामान्य आन्दोलनहरू तल फोटोमा प्रस्तुत गरिन्छ।
शीर्षक मा लेख: भुइँ को लागी laggers: बार को आकार र lags को बीचको दूरी, घर मा उपकरण, उपकरण
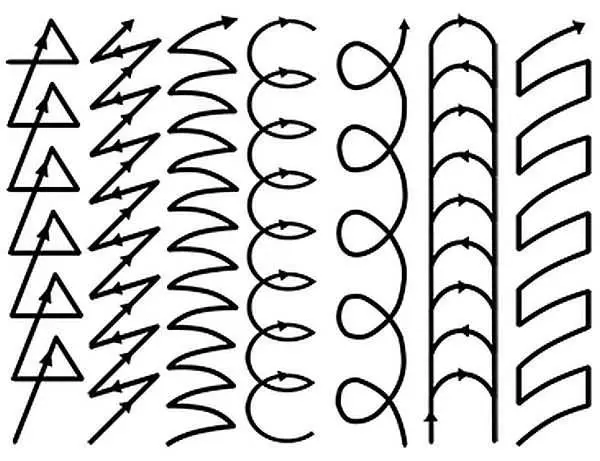
वेल्डिंग इन्भर्न्डरको समयमा इलेक्ट्रोड आन्दोलनहरू: शुरुआतीहरूले स्वचालितवादमा धेरै आन्दोलनहरू काम गर्नुपर्दछ।
त्यो हो, इलेक्ट्रोडलाई यो देखि सिमको चौडाई बाँच्नको लागि र वेल्डेड स्नान हो, र इलेक्ट्रोडलाई कम गर्ने, आंशिक रूपमा आंशिक समर्थन गर्दछ। । यो त्यस्तो गाह्रो काम हो जो धातुलाई कुकल्न सिक्न चाहानु भएको थियो। वेल्डिंग इनभिटर सरल छ - चाप स्थिर छ र उफ्रिदैन, तर सुरुमा तपाईले काम नगर्न सक्नुहुन्छ।
यस भिडियोमा एक धेरै ठूलो मन्दीको साथ, एक वेल्डडड स्नान र कसरी गठन हुन्छ कि विद्युत कणहरू स्थानान्तरणको प्रक्रिया।
कसरी परिमार्जन इन्स्ट्रन्टरमा कसरी सिक्ने
इग्निशन चापबाट सिक्न सुरू गर्नुहोस्। यो गर्नका लागि, तपाइँ परिपक्वस, धातु (-6--6 मिली बाक्लो) र इलेक्ट्रोडले वेल्डरको रूपमा मास्क र क्लोगदर (बाक्लो छाला) को लागी स्पार्क र मापन।
हामी जडान केबलहरू जडान गर्न सुरू गर्नुहोस्। छनौट गरिएको इलेक्ट्रोडरलाई होल्डरमा सम्मिलित गरिएको छ (स्टार्टरका लागि एमपी M मिलिटरको व्यासको साथ MP 3 लिनुहोस् - तिनीहरू सजीलै प्रज्वलित र उमालेको छ)। शक्ति समावेश भएपछि, वेल्डिंग वर्तमान सेट गरिएको छ (तालिका हेर्नुहोस्)। इलेक्ट्रोड M मिटडका लागि, -10-120 ए कसको वर्तमानमा वर्तमानमा वर्तमानमा वर्तमानमा वर्तमानमा हालको समायोजन गर्न सकिन्छ। यदि तपाईंले देख्नुभयो कि यो रोलर होईन, तर केही इनकतोरिक पट्टिहरू, तर यसले यसलाई बढावा दिन्छ। यदि, यसको विपरित, धातु धेरै तरल छ र वेल्डेड स्नान गर्न गाह्रो छ, घटाउनुहोस्। सेटिंग्स मेसिन र चयनित इलेक्ट्रोडमा धेरै निर्भर छन्। त्यसैले प्रयास, परिवर्तन गर्नुहोस्। वेल्डरको मास्क लगाउन वर्तमान बदल्नुहोस् (नयाँ व्यक्तित्वहरू चमेली मास्कमा काम गर्न सजिलो हुनेछ), तपाईं काम गर्न सक्नुहुन्छ।
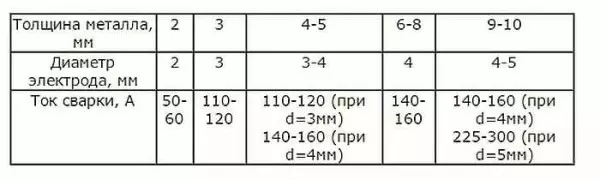
सामान्य सिफारिशहरू धातुको मोटाईमा निर्भर गर्दै सामान्य सिफारिशहरू
सुरुआतकर्ताहरूका लागि सुरुवातका लागि वेल्डिंग इनभिल्टर इनर इग्निशन सिक्न सुरु हुन्छ। त्यहाँ दुई तरिकाहरू छन्: विस्तृत रूपमा इलेक्ट्रोडको टुप्पोको टुप्पोलाई एक खेलको रूपमा स्पष्ट पार्न वा तिनीहरूलाई स्पष्ट पार्दछ। दुबै विधिहरू काम गर्छन्। कसरी तपाइँको प्रयोग गर्न को लागी यो अधिक सुविधाजनक हुनेछ। तर भविष्यको लागि, नोट गर्नुहोस् कि सिम लाइनमा Chikk आवश्यक छ - ताकि उत्पादनको ट्रेसहरू बाँकी छन्। चापलाई व्यवस्थित रूपमा प्रतिरोध गर्न, तपाईंले केही समयका लागि अभ्यास गर्नुपर्नेछ र धेरै इलेक्ट्रोडहरू जलाउनुपर्नेछ।
जब चाप कुनै समस्याबिना लज्जित हुन्छ, तपाईं अगाडि बढ्न सक्नुहुन्छ - आन्दोलनलाई मास्टर गर्न। के यो बाक्लो धातुमा रोलर बनाउँदछ। धातु प्लेटमा एक चक लाइन कोर्नुहोस् जसले तपाईंको सिमलाई बदल्नेछ। त्यसो भए आर्कलाई प्रवक्ता। त्यस ठाउँमा जहाँ यो आराम भयो, धातु पग्लियो र तरल स्ल्यागको फिल्मको साथ कभर गरियो। यो ठाउँलाई वेल्डिंग स्नान भनिन्छ। यहाँ यसले तपाईंलाई ड्रएको रेखामा लैजानु पर्छ। यो माथिको आंकडामा देखाइएको आन्दोलनहरू मध्ये एक गर्नुहोस्।
विषयको लेख: बाथरूम र भित्ता बीचको संयुक्त र खाली ठाउँ - के गर्ने?
नुहाउने चालमा, इलेक्ट्रोडलाई थोरै झुकावमा पर्न आवश्यक छ, लगभग -0--4555 को कोणमा। कसैको ठूलो कुना छ, कोही कम छ। सामान्यतया, इलेक्ट्रोड फाल्ने, तपाईं वेल्डड स्नान को आकार (चौडाई) परिवर्तन। तपाईं प्रयोग गर्न सक्नुहुनेछ: वेल्डि in मा धेरै फरक तरिकाहरू छन् र सिमको उच्च गुणस्तरको लागि मात्र महत्त्वपूर्ण छ, र तपाईं कसरी यसलाई प्राप्त गर्नुहुन्छ - तपाईंको व्यवसाय तपाईंको लागि आफ्नै लागि काम गर्नेछन्।
त्यहाँ इलेक्ट्रोडको दुई मुख्य अपरेटिंग स्थितिहरू छन्: एक कोण अगाडि र एक कोण फिर्ता। जब कोणलाई अगाडि बढाउँदा हामी थोरै तताउने छौं, सिम फराकिलो हुन्छौं। यो प्रविधि प्रयोग गर्दा पातलो धातुहरू जब प्रयोग हुन्छ . टोलिस्टिक वेल्ड गरिएको, एक नियम को रूप मा, एक कोण फिर्ता।
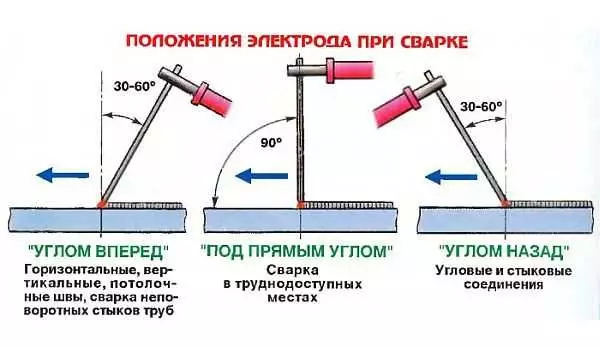
वेल्डिंगको बेला इलेक्ट्रोडको स्थिति र तिनीहरूको प्रयोगको स्थिति
तर झुकाव कोण सबै प्यारामिटरहरू होइन जुन प्रतिरोध गर्नुपर्दछ। त्यहाँ चापको अझै लम्बाई छ। यो भागको सतहमा दूरीमा टाढाको छ। औसत चाप 2- member मिलिमिटर, छोटो - 1 MM वा सामान्य वा सामान्यमा, लम्बाई लामो छ - mm मिमी र अधिक - अलग हुनु अघि। अभ्यासको मध्य लम्बाइमा कामबाट सुरु हुन्छ। धातु 2- me मिमीलाई समात्नुहोस्। त्यसपछि सिम सानो र राम्रो हुन बाहिर जान्छ: आर्कोको धेरै जसो अन्तर हुन थाल्छ, तताउने धातु अपर्याप्त छ, सीम अविश्वसनीय छ, जडान अविश्वसनीय छ, जडान अविश्वसनीय छ, जडान अविश्वसनीय छ। छोटो आगनको साथ अर्को समस्या हुन्छ - सीमले न्यानो क्षेत्र एकदम सानो छ भन्ने तथ्यका कारण धेरै शौकिए। यो पनि राम्रो छैन, बमोजिंग बमोजिंग पछि - भागको साथ सिमको साथ ग्रोटहरू - कम जडान शक्ति।

वेल्डिंग आर्कको लम्बाई र सेमको गुणस्तरमा यसको प्रभाव
बिभिन्न आन्दोलनको साथ रोलका बिछ्याउने क्रममा केही समयको लागि तान्न, तपाईं अनुसरण गर्नुहुन्छ कि कसरी रोलरहरू एकै चौडाई हुन्, सुरप्रियको फ्लाक्सहरू लगभग समान आयामहरू छन्। तपाईं सीम र जडानका प्रकारहरूको बारेमा पढ्न सक्नुहुनेछ, साथै यहाँ उनीहरूको तयारीको साथ साथै अर्को पाठ "वेल्टिटका लागि वेल्डिंग" वेल्डिटहरू हेर्न सक्नुहुन्छ।
शुरुआती सबैका लागि वेल्डिंग इनभियरहरूको आधारभूत आधारभूत। केवल अभ्यास रहन्छ: तपाईंलाई प्रशिक्षणको लागि एक इलेक्ट्रोड छैन। हुनसक्छ कुनै किलोग्राम पनि छैन। जब हात आफैले सबै आन्दोलनहरू बनाउँदछ, सबै पूर्ण रूपमा सरल देखिन्छ।
प्राप्त गर्ने ज्ञानलाई सुरक्षित गर्न, यस भिडियो क्लिप पनि हेर्नुहोस्। यो एक इलेक्ट्रोडबिना एक विद्युतीय हात सुरु गर्न प्रस्ताव गरिएको छ, हातमा पेन्सिल समात्दै आन्दोलन बाहिर काम गर्न प्रस्ताव गर्दछ। राम्रो विकल्प पनि, हुनसक्छ ऊ अधिक स्वीकार्य देखिन्छ। शुरुआतीहरूको लागि शुरुवातकर्ताहरूको लागि वेल्डिंग इन्स्टरमा यस भिडियोमा वर्गमा धेरै समझदार छ, सबै सरल र पहुँचयोग्य छ। यदि त्यहाँ केही अस्पष्टताहरू छन् भने, हेर्नुहोस्। तपाईं बुझ्नुहुनेछ कसरी राम्रोसँग घुमाउने भित्री पोल्डिंग कसरी बनाउने बुझ्नेछ। नोभिस वेल्डरहरूको लागि धेरै उपयोगी।
र अन्तमा, वेल्डिंग ईन्सेन्टरको अपरेशनका केही सुविधाहरू। तिनीहरू धुलोदेखि डराउँछन्, खास गरी धातुको। तसर्थ, यो तीनिंठिकल प्रयोग नगर्न र एक भ्याचम क्लीनरको साथ नियमित सफाई गर्न आवश्यक छ (वारेन्टी अवधि पूरा भएपछि)। यो वर्षा वा भिजेको परिसरमा काम गर्न सिफारिस गरिएको छैन। यो विशेष गरी कम-लागत घर मोडेलमा सत्य हो। यद्यपि उनीहरूसँग बिजुली कुटरी विरुद्ध सुरक्षा छ, तर यो प्रतिबन्धित हुनु राम्रो हो।
इलेक्ट्रिकहरू छनौट गरेर, प्रयोगको क्षेत्रमा ध्यान दिनुहोस्: तिनीहरू प्रत्यक्ष वर्तमानमा उपयुक्त हुनुपर्दछ। जब ठूलो हालको वा भोल्टेजमा वेल्डिंग, अपरेशन मोड बीचहीन हुन्छ। यो राहदानीमा प्रत्येक उपकरणको लागि निर्दिष्ट गरिएको छ।