
एक शुरुवाती वेल्डरका लागि, इलेक्ट्रोड चयन एक समस्या हुन सक्छ: त्यहाँ विभिन्न गुणहरू, असाइनमेन्ट र विशेषताहरूको साथ दुई सय भन्दा बढी टिकटहरू छन्। यसबाहेक, करीव 100 टिकटहरू म्यानुअल चालक विद्युतीय वेल्डिंग विजेताका लागि उपयुक्त छन्। सबै कुराको बारेमा भन्नु असम्भव छ, हो, सुरूको लागि, र आवश्यक छैन। केवल मुख्य प्रकारका मुख्य प्रकारहरूको चित्रण गर्नुहोस् र इनक्युन्डर वेल्डिंगको लागि कुन इलेक्ट्रिकहरू अन्य नौसिखहरू भन्दा बढी हुन्। यसले लिनको लागि कस्तो व्यास कसरी सेट गर्नेछ र के वित्तीय मोटाईको लागि वर्तमानमा सेट गर्ने।
के इलेक्ट्रोड के हो र के कोट के हो
इलेक्ट्रोड एक विशेष कोटिंगको साथ धातु तारको एक टुक्रा हो - कोटिंग। वेल्डिंगको क्रममा, कोर चापको तापक्रमबाट पग्लन्छ। एकै समयमा जलाउने र वेल्डिंग क्षेत्रको वरिपरि सिर्जना गर्ने कोटिंग गर्दछ - एक वेल्डिड स्नान - एक सुरक्षात्मक पेट क्लाउड। यो हावामा समावेश गरिएको अक्सिजनमा पहुँच ओभरल्याप गर्दछ। जलिरहेको प्रक्रियामा, यसको कोटिंग्बल भाग तरल अवस्थामा जान्छ र पातलो तहले पल्टिन धातुलाई समेट्छ, साथै अक्सिजनले अन्तर्क्रियाबाट पनि यसलाई जोगाउँदछ। त्यसोभए कोटिंगले राम्रो गुणवत्ताको सिमा प्रदान गर्दछ।
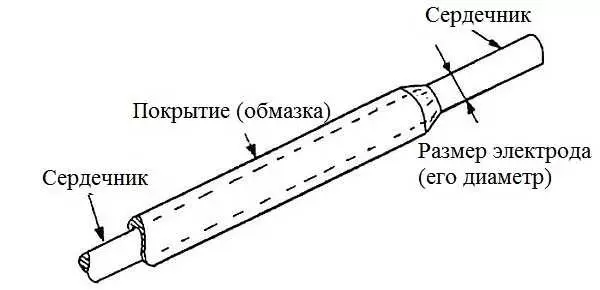
वेल्डिंग इलेक्ट्रोड एडपोडले कोर र एक सुरक्षा को कोटिंगको समावेश गर्दछ
कुनै पनि इलेक्ट्रोडविरूद्ध वेल्डिंग निरीक्षण सुरू गर्नु अघि: कोडिंगमा चिप्स हुनु हुँदैन। अन्यथा, monogeenee वार्म-अप र उच्च-गुणवत्ता सिम तपाईं प्राप्त गर्नुहुन्न। अझै पनि इलेक्ट्रोडको टुप्पोमा ध्यान दिनुहोस्: शीतल मोटरको मोटाई सबै पक्षमा समान हुनुपर्दछ। त्यसपछि चाप केन्द्रभित्रै जानेछ। अन्यथा, यो सारियो। वेल्डरहरूका लागि यो अस्थिर छ, तर सुरुवातको लागि मूर्त समस्याहरू सिर्जना गर्न सक्दछ।
कोटिंगको आर्द्रता अनुसरण गर्न आवश्यक छ। ती मध्ये केही उच्च आर्द्रतामा धेरै नराम्रो छन् (उदाहरणका लागि, जिति)। कोटिंगको लागि यस्तो "क्क्सिंगेस्ट" को सम्बन्ध मा, तिनीहरूलाई सुख्खा ठाउँमा भण्डारण गर्न आवश्यक छ, हर्डीयिक प्याकेजि ing को सुनिश्चित गर्न आवश्यक छ। तपाईं प्याकेजमा एक बक्स राख्न सक्नुहुन्छ, र अझै नुनको साथ केही झोलाहरू छन्, जुन जुत्ता बक्सहरूमा छ।
यो भिजेको इलेक्ट्रिकहरू किन्न लायक छैन: तिनीहरू पक्कै पनि सुक्खा छन्, तर तिनीहरूको सुविधाहरू कम हुनेछन्। यदि यो अझै पनी यो भयो कि इलेक्ट्रोडहरू डम्बेड थिए कि कम तापक्रममा तिनीहरू ध्वंश गर्न सकिन्छ (तिनीहरूलाई सामान्यतया प्याकेजमा संकेत गरिन्छ)। दोस्रो तरीकाले सुख्खा राम्रो पारिएको कोठामा लामो समय सम्म राख्नु हो।

कोटिंग (सुरक्षात्मक कोटिंग) इलेक्ट्रोडहरूको हो: मुख्य, रूटेल, सेल्युलोज र अम्लीय
कोटिंग को प्रकार र तिनीहरूको विशेषताहरु
त्यहाँ केवल चार प्रकारका कोटिंग्स छन्।
- आधारभूत
- रुले
- ठोस
- सेल्युलोसिक।
मुख्य (लिई) र सेल्युलोओसिक कोटिंग केवल निरन्तर हालको वेल्डिंगको लागि उपयुक्त छ। तिनीहरू जिम्मेवार सिमहरूमा प्रयोग गर्न सकिन्छ: टिकाऊ बनाउनुहोस्, लोचदार सिम, झगडा गर्न प्रतिरोधी।

200 भन्दा बढी ब्रान्डहरू हामीमध्ये 100 भन्दा बढीको लागि इलेक्ट्रोडहरू म्यानुअल आर्क इलेक्ट्सिंगको साथ प्रयोग गर्न सकिन्छ
दुई अन्य (रूटल र खट्टा) - जब वेल्डिंग र चर, र प्रत्यक्ष वर्तमानमा काम गर्न सक्दछ। तर अरको कोटिंग धेरै विषाक्त छ: परिसरमा यो परिसरमा काम गर्न सम्भव छ यदि कार्यस्थल एक जबरजस्ती निकासीको साथ सुसज्जित छ भने मात्र।
रुट कोटिंगको हरियो वा निलो छाया छ, इलेक्ट्रोरोजहरू हल्का रैली द्वारा छुट्याइएको छ। तिनीहरू राम्रोसँग प्रज्वलित छन् यदि इनभ्यूटर कम स्ट्रोक भोल्टेज छ भने पनि, मुख्य करोलेन्टको लागि राम्रो भोल्ट-एम्पियर विशेषता आवश्यक छ, कसरी एक इनभर्स वेल्ड-एम्पिंग मेसिन छनौट गर्न आवश्यक छ।)। जब रिताल इलेक्ट्रोडहरू (MR-3) को साथ वेल्डिंग, धातु लगभग स्प्लेश हुँदैन, तर स्ल्याग एक हतौडा संग काम गर्न आवश्यक छ।
सायद तपाई एक धातु पाइपबाट जिजब्बो पकाउने वा पाइपको फ्रेममा कसरी भण्डार कसरी गर्ने भन्नेमा चासो राख्नुहुन्छ।
शीर्षक मा लेख: पोइन्ट बत्तीहरूको उचित स्थापना
इनवर्टर वेल्डिंगको लागि इलेक्ट्रोडहरू कसरी छनौट गर्ने
सर्वप्रथम, कोरको संरचना चयन गरिएको छ: यो वेल्डिड धातुको प्रकारसँग मिल्नु पर्छ। परिवारमा संरचनात्मक इस्पात प्राय जसो प्रयोग गरिन्छ। यहाँ उही तार छ र इलेक्ट्रिकहरू हुनुपर्दछ। कहिलेकाँही तपाईले अझै पनि स्टेनलेस स्टील पकाउनुपर्दछ। त्यसोभए मूल पनि स्टेनले स्टील अफ स्टेनल स्टील र उच्च-मि-मि-प्रतिरोधीको लागि हुनुपर्दछ, धातुबाट समान विशेषताहरूको साथ।तपाईं घर वा एक निर्माण साइटमा सबै काम गर्न सक्नुहुन्छ वा निर्माण साइटमा इलेक्ट्रोडहरूको केही टिकटहरू प्रयोग गरेर:
- श्री-3
- Liki 1 //555555
- Ano 21।
- ठीक छ .33 ..34
तिनीहरू शुरुआतीहरूको लागि धेरै सर्वश्रेष्ठ इलेक्ट्रिकहरू द्वारा मान्यता प्राप्त छन् जसले वयस्क वेल्डिंग मेशिनहरूसँग काम गर्छन्: तिनीहरूसँग काम गर्न सजिलो हुन्छ, तिनीहरूले तपाईंलाई महत्वपूर्ण अनुभवको अभावमा उच्च-गुणवत्ता सिमहरू उमाल्न अनुमति दिन्छन्। तल धेरै विशेषज्ञहरूको लागि राम्रो इलेक्ट्रिकहरूलाई विचार गर्ने ती विशेषताहरू र सामान्य कार्यहरू छन्। जे भए पनि, तिनीहरू प्राय: अनुभवको लागि नौसिखि वेल्टर सिफारिस गरिन्छ।
Ruutle कोटिंग MR 3 को साथ इलेक्ट्रोडहरू

यो सायद इन्जेन्डरका लागि सबैभन्दा लोकप्रिय वेल्डिंग इलेक्ट्रोडहरू हो: LINI 1 //555 (चित्रको आकार बढाउन, यसमा दायाँ कुञ्जी माउस क्लिक गर्नुहोस्)
प्राय: नोभिस एमपी-Aldly इलेक्ट्रिकहरूको साथ वेल्डेडहरूको विकास सुरू गर्न सल्लाह दिइन्छ। ती सजिलै अपत्रित छन्, हामी वेल्डिंग मेसिनको विशेषता नभएको धेरै राम्रो भोल्ट-अपूर्पीयरको साथ पनि, वेल्डिडेड स्नानको राम्रो सुरक्षा दिनुहोस्, यसको स्थिति नियन्त्रण गर्न एकदम सजिलो हुन दिनुहोस्। यदि इलेक्ट्रोड एक्सप्रेस गरिएको छैन भने, 400 मिनेट को लागी तापमानमा रोल गर्नुहोस्।
भेरिएबल उपकरणहरू (वेल्डरिंग ट्रान्सफार्मरहरू) र प्रत्यक्ष हालको (वेल्डिंग प्रविधि र इन्जेन्डरहरूको साथ)। Inverter सामान्यतया रिभर्स ध्रुवीयतामा जडित हुन्छन् (+ इलेक्ट्रोडमा)। कुनै पनि प्रकारको सिमको लागि उपयुक्त, माथिबाट ठाडो बाहेक।
यहाँ घुमाउरो मेशिनको प्रकारहरू पढ्नुहोस्।
इलेक्ट्रोडहरू एमपी num np no nd nlded सतहहरूको गुणस्तरमा। तिनीहरू अनडेनेस्टेड, लेपित रस्ट र भिजेको विवरणमा पनि काम गर्न सक्दछन्। वेल्डिंग मध्यम (2- men मिमी) वा छोटो आर्क द्वारा सञ्चालन गरिएको छ।
नोभिस वेल्डरहरूको लागि धेरै महत्त्वपूर्ण एमपी :: उनीहरूले चाप राम्रोसँग "समात्छन्, केवल तिनीहरूलाई काम गर्छन्। यसको लागि सबै पेशेवरहरूले यस ब्रान्डलाई मन पराउँदैनन्: उनीहरूले उनीहरूलाई बंगाल लाइटहरू भन्छन्। तिनीहरू पनि बिस्तारै उमालेको छ: ढिलो कतार-अपको लागि ढिलो आन्दोलनहरू आवश्यक छ। कि पेशेवर स्वाद, शुरुआतीकर्ता - आवश्यक छ। एमपी from बाट वेल्डिंगको लागि सिक्न कोसिस गर्नुहोस्। तपाईं सबै काम गर्नु पर्छ।
| इलेक्ट्रोड लेज एमआर-, मिमी | लम्बाई, मिमी। | सिफारिश गरिएको वेल्डिंग वर्तमान, र | प्याक को मास, KG | मूल्य, रविपात |
|---|---|---|---|---|
| 2 | 250 | -0-600 a. | 1.0 | 166 |
| 2.5 | 300। | -10-100 A. | 1.0 | 120। |
| 3 | 350। | -10-100 a. | 1.0 | 95। |
| चार | 4500। | -0-170 A. | 1.0 | 91 1। |
| पाच | 4500। | 1 1300-210 A. | 1.0 | 91 1। |
MINI 13/55 मुख्य कोटिंगको साथ

Interter like 13/55 (चित्र को आकार वृद्धि गर्न को लागी मनपर्दो इलेक्ट्रिकहरू, यसमा दायाँ कुञ्जी माउस क्लिक गर्नुहोस्)
यी मुख्य कोटिंगको साथ सबैभन्दा अधिक, सायद, लोकप्रिय र लोकप्रिय इलेक्ट्रिक हुन्। तिनीहरूलाई वेडिंग कार्बन र कम अन्य दूर स्टीलहरूको लागि सिफारिश गरिन्छ। जिम्मेवार संरचनाहरूको यौगिकहरूको लागि उपयुक्त। सिमहरू लोड र प्लास्टिकलाई चकित पार्न टिकाऊ छन्, राम्रोसँग कम तापमानको जोखिम सहन।
यी इलेक्ट्रोडाईहरूको अभाव: तिनीहरू ईन्स्ट्रर्रमा अल्छीको एक पर्याप्त ठूलो मूल्यको साथ मात्रै तल झिकिएको छ (700 भन्दा माथि)। दोस्रो महत्वपूर्ण नुकसान: वेल्डड गरिएको धातुहरू प्रशोधन गर्न र प्रशोधन गर्न उच्च आवश्यकताहरू। यदि रस्ट धारमा रहन्छ भने धूलो, माखन वा अन्य दूषितकर्ताहरू, सिम पोथी पर्वताइनेछ।
यो ईन्स्डर्सको साथ मात्र लियकी 1/5/55 को साथ काम गर्न सम्भव छ, उल्टो दुखाइमा सहित, इलेक्ट्रिकडलाई मिल्दो (इलेक्ट्रोडलाई कोइलाड को टिप गर्नुहोस्)। न्यूनतम निष्क्रिय भोल्टेज 65 65 V.
विषयको लेख: गृह तताउने, घर तताउने, लाभ र बेफाइदाहरूको लागि न्यानो पर्खालहरू
| WINI 1/5/5555 इलेक्ट्रोड व्यास (निर्माता "इंट्रागोस्मिज) | इलेक्ट्रोड को लम्बाई, मिमी | सिफारिश गरिएको वेल्डिंग वर्तमान, र | खुद्रा मूल्य प्याक, रग |
|---|---|---|---|
| 2 | 250 | -0-600 a। | |
| 2.5 | 300। | -0-700 a. | 127 रूबल |
| 3 | 350। | -10-100 ए | 116 रग |
| चार | 4500। | 1 1300-1-1600 A. | 111 रूबलहरू |
| पाच | 4500। | 180-210 ए | 110 रूबलहरू |
Ano 21।
यस प्रकारको रूटेल कोटिंग इलेक्ट्रोडहरू एक सानो मोटरको कार्बन स्टोलको साथ काम गर्न डिजाइन गरिएको हो। (यहाँ पातलो धातुहरूको वेल्डिंगको बारेमा पढ्नुहोस्।) जब चापहरू प्रयोग गर्दै आयलाई सजिलैसँग समाहित गरिन्छ (पुनः इग्निशनका छालहरू सहित), स्ल्याग सजिलैसँग हुन्छ। अलग इलेक्ट्रोओहरू ANO 21 लाई वेल्ड पानी वा ग्यास पाइपहरूमा प्रयोग गर्न सकिन्छ।

इनभेटर इलेक्ट्रोडहरू एनो 21 मा काम गर्ने प्रयास गर्नुहोस्
दुबै चर र कुनै पनि ध्रुवीकरणको निरन्तर हालको साथ काम गर्नुहोस्। वेल्डिंग हुनु अघि, गर्मी उपचार आवश्यक छ: तिनीहरू 120 मिनेटदेखि 120 डिग्री सेल्सियसको तापक्रममा खोपिएका छन्।
| व्यास, मिमी। | इलेक्ट्रोडको तल्लो स्थिति | इलेक्ट्रोडको ठाडो स्थिति | इलेक्ट्रोड छत स्थिति |
|---|---|---|---|
| 2 | वर्तमान पावर 500-90 a | वर्तमान पावर -0-700 a | हालको शक्ति 700-90 a |
| 2.5 | वर्तमान शक्ति -10-110 a | हालको शक्ति 600-90 a | हालको शक्ति 800100 a |
| 3 | वर्तमान शक्ति -10-140 a | हालको -10-100 को वर्तमान | वर्तमान पावर 100-130 a |
स्टेनलेस स्टीलमा इलेक्ट्रोडहरू ठीक 63 63..34
यदि तपाईंले स्टेनलेस स्टील पकाउन आवश्यक छ भने, ठीक .3 63..34 प्रयास गर्नुहोस्। तिनीहरूले पनि उमाल्न सक्छन् र संरचनात्मक स्टील। यस अवस्थामा, यसले सिमलाई उथले छायामको साथ धातुको मुख्य सतहको साथ सहज रूपमा परिवर्तन गर्दछ। स्ल्यागको मात्रा सानो छ, सजिलैसँग फिट हुन्छ।
यो इलेक्ट्रोडले राम्रोसँग खाना पकाउने ठाडो सिमहरू र 6-8 मिमी धातु, माथिबाट पार गर्दै। बटन र राम्रो यौगिकहरूको बहुविज्ञान वेल्डिंगका लागि उपयुक्त। कुनै पनि ध्रुवीकरणको स्थिर र वैकल्पिक वर्तमानसँग काम गर्दछ, न्यूनतम स्ट्रोक भोल्टेज d0 v हो।

वेल्डिंगको लागि इलेक्ट्रोडहरू र्याट 63 63..34
वेइडिंगको लागि तपाईंलाई मास्क चाहिन्छ। काम गर्न सजिलो काम गर्न, वेल्डिंग मास्क-चमेइयन लिनुहोस्।
कसरी इलेक्ट्रोडको व्यास छनौट गर्ने, कसरी यसलाई जडान गर्ने र हालको शक्ति राख्नु पर्ने
उल्टोको लागि इलेक्ट्रिकहरूको ब्रान्ड सबै चयन गर्नुहोस्। यदि तपाईंले निर्णय गर्नुभयो भने पनि, त्यहाँ कम्तिमा तीन प्रश्न छन्:
- WINDOD को कुन व्यास वेल्डिंगको समयमा प्रयोग गरिन्छ;
- खुलासा गर्नको लागि सबैभन्दा ठूलो;
- जुन बाहिर निस्कनुहोस् "+" वा "-" इलेक्ट्रोडलाई जडान गर्नुहोस्।
क्रममा सबै कुराको बारेमा। वेल्डिंगको लागि इलेक्ट्रोडको व्यासको बाटो सुरु गरौं। सामान्यतया, यो वेल्डड मेटाउनको मोटाईबाट अगाडि बढ्न सिफारिस गरिन्छ: साना मोटाईको साथ, इलेक्ट्रोडलाई धातु जस्तो आकारको व्यासको साथ लिइएको छ। यदि तपाईं m मि m मिटर मोटाईको धातु उमाल्नुभयो भने, त्यसो भए इलेक्ट्रोडाहरू एकै आकार लिन्छन्। यदि तपाईंले केहि थोक फोल्ड गर्नुभयो भने क्रमिक रूपमा mm मिमी लिनुहोस्। तर ठूलो नौसिखिया इलेक्ट्रोडहरूले कडा परिश्रम गर्नेछ। धातुको मोटाईबाट वेल्डिंग -4--4 मिमी। यो गर्नका लागि, mm मिमी इलेक्ट्रोडहरू प्रयोग गर्नुहोस्, वा तिनीहरू "Troika" भन्छन्।
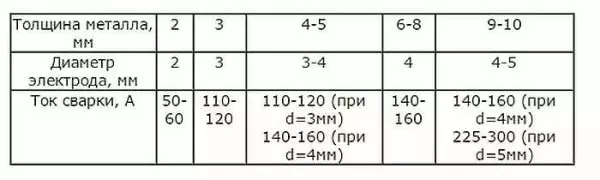
सामान्य सिफारिशहरू धातुको मोटाईमा निर्भर गर्दै सामान्य सिफारिशहरू
कसरी इलेक्ट्रोडहरू बाहिर निस्कने सम्बन्धमा। प्याकमा प्राविधिक विशेषताहरूमा, धेरै जसो, इलेक्ट्रोड को लागी एक ध्रुवीयता को उद्देश्य हो। जब उल्टो सकारात्मक परिणाममा जडान गरिएको, इलेक्ट्रोडड एक नकारात्मक क्लिपसँग जोडिएको छ जुन भागमा टाँस्दछ। प्रत्यक्ष ध्रुवीयताका साथ, प्लस प्लस छ, माइनस इलेक्ट्रोडमा दिइन्छ। जस्तो कि यो एक वेल्डिंग इन्स्टरमा देखिन्छ, फोटोमा देखाईएको छ।

एक वेल्डिंग इनभरमा जडानको प्रत्यक्ष र रिभर्स ध्रुवीयता
यी दुई प्रकारका कनेक्टिविटीबीच के भिन्नता छ? विविध दिशामा इलेक्ट्रोनको प्रवाह छ। तपाईलाई थाहा छ, इलेक्ट्रोनहरू "MinUS" बाट "ALARS" बाट सर्नुहोस्। तसर्थ, जब यो वेडिंग हुन्छ कि यो तर्फ जान्छ कि तत्वले "+" मा जोडिएको तत्वलाई बलियो बनाएको छ। जडान मोडहरू परिवर्तन गर्दा धातु कुटिँएको गहनताले नियन्त्रण गर्न सकिन्छ।
धेरै अवस्था विचार गर्नुहोस्। उदाहरण को लागी, तपाइँसँग m मिमी इलेक्ट्रोड, 2 मिमी को एक धातु छ। यदि फाईललाई फाईल गर्न "+" बाहिर जान सक्छ। त्यसकारण, यस मामलामा, यो रिभर्स ध्रुवीयता प्रयोग गर्नु राम्रो हो जसमा इलेक्ट्रोड तातो हुन्छ। यदि तपाईं समान तीनका साथ mm मिमी पकाउन चाहनुहुन्छ भने, सिधा ध्रुवीयतामा यो गर्नु राम्रो हुन्छ: त्यसैले धातु तट बढी गहिरो र सिमहरू अधिक टिकाऊ हुनेछन्।
विषय शीर्षकमा लेख: बाथरूममा पर्दाको लागि रड: मनपर्ने र स्थापनाको सुविधाहरू
यहाँ एक वेल्डिंग इनभ्यूटर कसरी छनौट गर्न। हुनसक्छ तपाईं व्यावसायिक फ्लोरिंगबाट बारको निर्माणमा चासो राख्नुहुन्छ।
वेल्डिंगको समयमा वर्तमान शक्ति
सामान्यतया, जब एक इलेक्ट्रोड स्थापना गर्दा, इन्स्ट्रोन्डको लागि वेल्डेड वर्तमानको शक्ति प्रयोग गरिएको इलेक्ट्रोडको व्यासमा निर्भर गर्दछ। सामान्यतया, प्रत्येक प्याकमा सिफारिशहरू छन्, तर उनीहरू बिना यो सम्भव छ: प्रत्येक मिलीमीटर व्यासको लागि वर्तमानमा 20--300 एम्प लेप गर्नुहोस्। यो एक धेरै फराकिलो दायरा बाहिर जान्छ, तर त्यसपछि तपाईंले सिम राख्न कसरी धक्का लिन आवश्यक छ: एक छुट्टै वा बिना वा बिना। वेल्डिंग बिना वेल्डिंगको लागि, तल्लो धारहरू मार्जिनसँग राखिन्छ - उच्च।
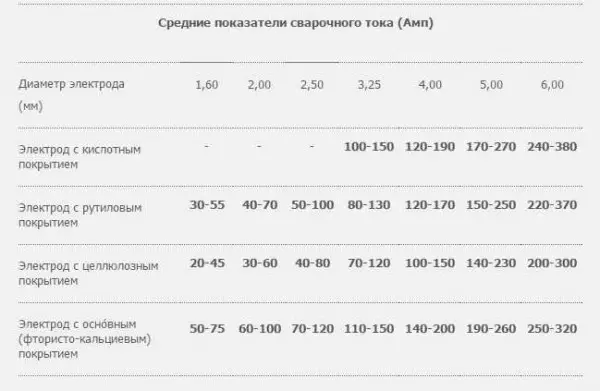
तपाईले बिभिन्न इलेक्ट्रोडाई (सामान्य सिफारिसहरूको साथ पकाउन के हालको आवश्यकता छ (सामान्य सिफारिशहरू, ठीक प्रयोगात्मक तरीकाले)
उदाहरण को लागी, mm मिमी को व्यास संग एक इलेक्ट्रिक को लागी, अनुमानित हालको is0 देखि 90 0 एबाट प्राप्त गरिएको छ जब हामी छुट्टिनु हुँदैन, एक मार्जिन - -10-120 A को साथ, एक मार्जिन - -10-120 A को साथ एक, -10-120 ए। यी प्यारामिटरहरू "हिड्नू" मा, यो ब्रान्डबाट, यो इलेक्ट्रोडको टिप को गतिमा निर्भर गर्दछ र स्मिड स्टिलको "उपज", सिमको स्थितिबाट (ठाडो र तेर्सो सिगमको लागि, तिनीहरूले थोरै कम राख्छन्, छतका लागि - कम)।
सामान्यतया, नियन्त्रणहरूको निर्माता द्वारा सिफारिश पनि - यो आवश्यकता होइन। तिनीहरूसँगै सुरु गर्नुहोस्, र त्यसपछि यसलाई लिनुहोस् ताकि तपाईं आरामपूर्वक काम गर्न सक्नुहुनेछ र सिमहरू राम्रा थिए। तपाईंसँग उच्च-गुणवत्ता परिसर हुनुपर्दछ, र वर्तमान शक्तिको अनुपात र गति तपाईंले प्रयोगात्मक मार्ग चयन गर्नुहुनेछ। एकै समयमा, वेल्डेड स्नानको राज्यमा ध्यान दिनुहोस्। उनी तपाईको मुख्य गुणवत्ता सूचक हुन्।
तपाईं यहाँ वेल्डिंगलाई कसरी पकाउने भन्ने बारे पढ्नुभयो।
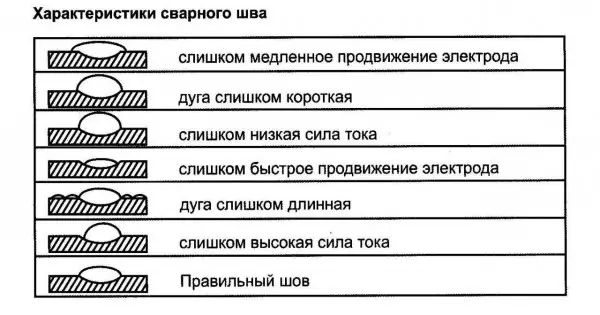
त्रुटिहरू जुन जब वेल्डिंगबाट उत्पन्न हुन्छ
यहाँसम्म कि inverver वेल्डिंगको लागि इलेक्ट्रोओडहरू कसरी छनौट गर्ने भनेर तपाईंलाई थाहा छैन, तर कसरी यसलाई कसरी जडान गर्ने, यसको कामका लागि कस्तो व्यास आवश्यक छ, र प्रत्येक प्रकारको इलेक्ट्रोड र सेमको लागि हालको लागि। अब हामी इलेक्ट्रोडाइजको लागि होल्डरहरूको बारेमा थोरै कुरा गरौं।
इलेक्ट्रोडहरूको लागि होल्डरहरू
एउटा वेल्डिंग केबुलहरूमा त्यहाँ धारक (धारक) मा रहेको छ, जसमा वेल्डिंग इलेक्ट्रोड घुसाइन्छ। तिनीहरू दुई प्रकारका हुन्:
- जुरो कुञ्जीको साथ, इलेक्ट्रोड ओभर स्वचालित रूपमा कम्पाइल गरिएको छ जब वसन्त-भारदार कुञ्जी रिहा हुन्छ, योमा थिचेर यसलाई जारी गरिन्छ;
- थ्रेड गरिएको - ह्यान्डल स्पिनिंग र स्पिनिंग, सम्मिलित इलेक्ट्रोड कोर नि: शुल्क वा क्लम्प गर्दै।
कुन चाहिँ राम्रो छ? तपाईं निर्णय गर्नुहुन्छ, तर कुञ्जी कल गरेर संयोगले तपाईं वेल्डिंगको क्रममा इलेक्ट्रोड ड्रप गर्न सक्नुहुन्छ। एकै समयमा कुनै डरलाग्दो हुन्छ, तर अप्रिय ...
एक इलेक्ट्रोड होल्डर छनौट गर्दा, मुख्य कुरा भनेको हालको शक्तिमा ध्यान दिनु हो जुन यसलाई डिजाइन गरिएको छ। तपाईंको वेल्डिंग मेसिनको लागि उपलब्ध हुने अधिकतम प्यारामिटर छनौट गर्नुहोस्।
भिडियोमा देखाइएको थ्रेड इलेक्ट्रोड गरिएको क्ल्याम्पको साथ कसरी केबल कनेक्ट गर्ने।
वस्त्रक राख्ने धारक को नुकसान जुन वसन्तको वसन्तको साथ, इलेक्ट्रोडको कोर कमजोर भएको छ, सम्पर्क बिग्रन्छ। तपाईंले नयाँ बनाउनु पर्छ। यो कसरी गर्ने कपडापीनिनमा कसरी गर्ने, भिडियोमा हेर्नुहोस्।
वेल्डिंगका लागि इलेक्ट्रोड होल्डर जडान गर्न सजिलो छ। केवल त्यहाँ एउटा उपद्रव छ: लगातार अपरेशनको साथ, हामी जम्मै केबललाई यसको छेउमा राखिन्छ। तपाईं, अवश्य पनि, यो केबुल छोटो पार्न सक्नुहुन्छ र यसलाई विद्रोह गर्न सक्नुहुन्छ, तर यो सधैं 10-20 सेन्टीमिटर बन्द गर्न चाहनुहुन्न। यो बाहिरी व्यास पत्ता लगाउन वा बाहिरी व्यास भन्दा कम वेल्डबल को। यसको सानो टुक्रा काट्नुहोस् - सान्टिमिटरहरू 1th औं काटियो। अब तपाईं यसलाई केबलमा लगाउन सक्नुहुन्छ, माथि तान्नुहोस् र त्यहाँ यसलाई फाल्नुहोस्।