
Kvaliteten på sagnet tømmer avhenger av egenskapene til rund tømmer, mer presist, fra nærvær av vices.

Fra tegn på rundt tømmer, det vil si, avhenger kvaliteten på sagnet tømmer av tilstedeværelsen av feil.
I regulatorisk dokumentasjon er feilene mer enn 80, men typer materialer bestemmes av bare 10 typer feil (tegn).
Derfor, før du arbeider med sorteringen av sagnet tømmer, bør du forstå hvilke tegn på rundskog som påvirker denne prosessen.
På varianter av runde skog og sagnet tømmer
I utgangspunktet avrundet, avhengig av treet av tre, dele i to grupper: nåletur og løvfisk. Det neste trinnet er delingen av tykkelsen. For begge grupper av tømmer i tykkelse, er tre typer gitt: små, mellomstore og store.
Etter behandling av behandling er avrunding delt inn i fire grupper. Det kan bli:
- Bruk i en runde.
- Forvandle seg til trebunn eller resirkulere på cellulose.
- Bli til en finér av fantasi eller planlegging.
- Bli til tømmer.
Tømmer er delt inn i fire varianter:
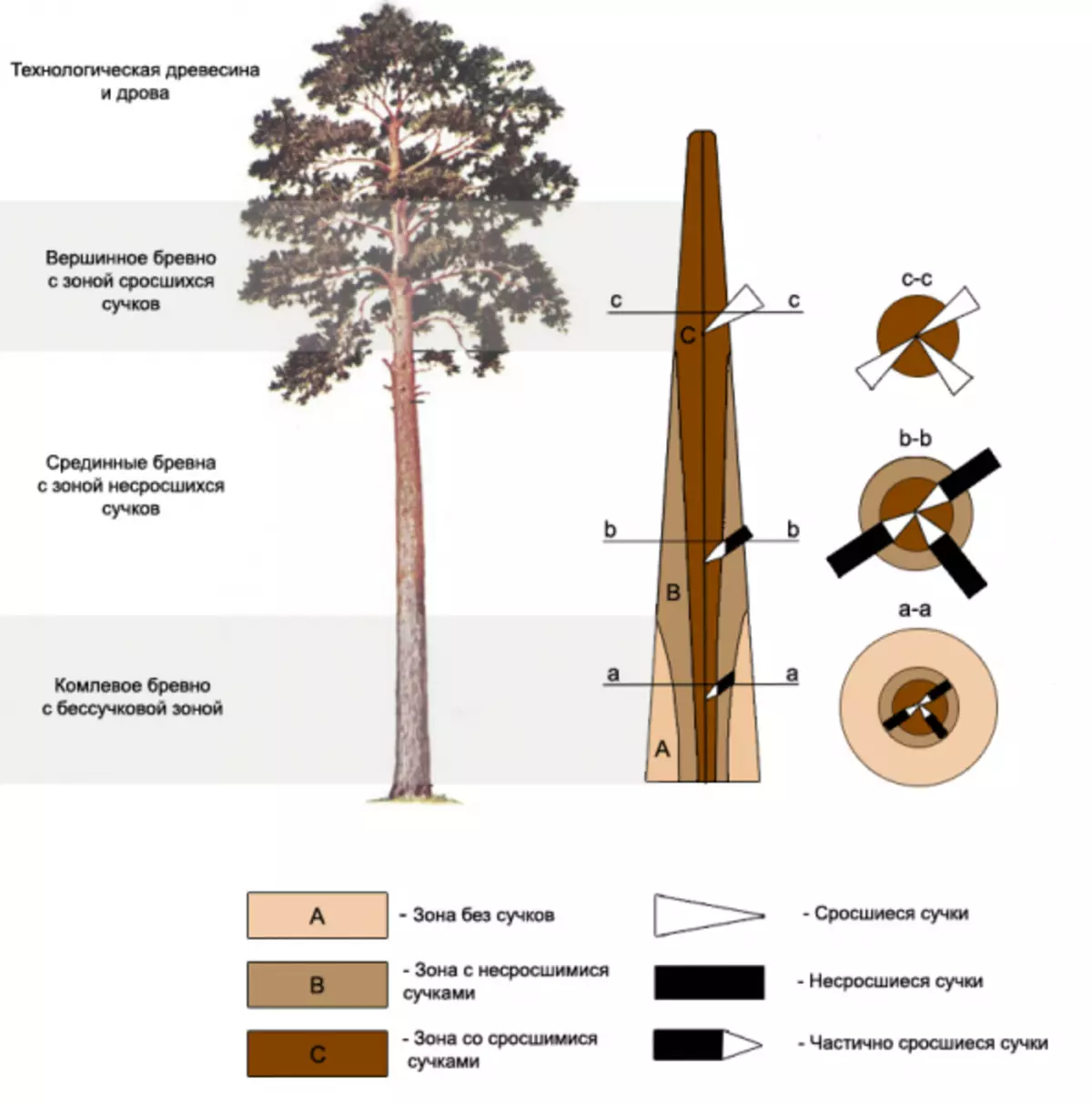
Bilde 1. Ordning av squals av pisker.
- 1 klasse er hentet fra en kompetanse del av en logg, hvor det er praktisk talt ingen tispe;
- 2 grader er hentet fra en fellesskap og median del med en liten mengde tispe;
- 3 og 4 grader kan fås fra hvilken som helst del av loggen;
- Det høyeste, utvalgte variasjonen er uthevet i en egen kategori.
Sorten i prosessen med sortering av sagnet tømmer bestemmes av:
- for styret - for den verste siden eller kanten;
- For en bar eller en bar - for den verste siden.
Fra hvilken del av spinalpisken som tømmer variasjon kan oppnås, forståelig i bildet 1.
Hovedskiltene på festning er følgende:
- knuter;
- Sopp maleri og rot;
- Kjemisk farge;
- spor igjen av insekter;
- sprekk og deformasjon;
- konsekvenser av nedskrivningen av stammenes form;
- Feil av tre struktur;
- sår;
- Naturlig (normal) treforekomster;
- Behandlingsdefekter og transportskader.
Artikkel om emnet: Betegnelse av stikkontakter og brytere på konstruksjons tegninger og ordninger
I prosessen med sortering av tømmer som følge av dette må hvert utvalg overholde spesifikke krav til fravær av feil. Vi angir bare kravene til tispe og sprekker.
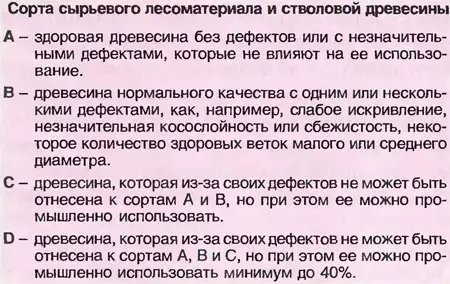
Tabell med karakterer av råmateriale og stamme tre.
Selektiv karakter. Ingen vices, bortsett fra tispe, er ikke tillatt. Dumper kan ikke være mer enn 2 per 1 m lengde. Deler av tispen er tillatt på brettets ribber, hvor størrelsen ikke overstiger 20% av diameteren.
- 1 klasse. Det bør ikke være tispe, hvorav diameteren overstiger 10 mm, tispe som kan falle fra hverandre når som helst, og depresjonene som gjenstår fra den allerede droppet tispe. Den totale lengden på sprekker (ikke-kryssvis) bør ikke overstige en fjerdedel av materiallengden.
- 2 klasse. Det bør ikke være noen drop-down tispe og sunn tispe, hvorav diameteren overstiger 20 mm. Den totale lengden på sprekker (ikke gjennom) bør ikke overstige den tredje av materiallengden.
- 3 karakterer. Nesten alle vices er tillatt.
- 4 karakterer. Vices er definert ikke for et bestemt produkt, men med 1 m3 av materialet.
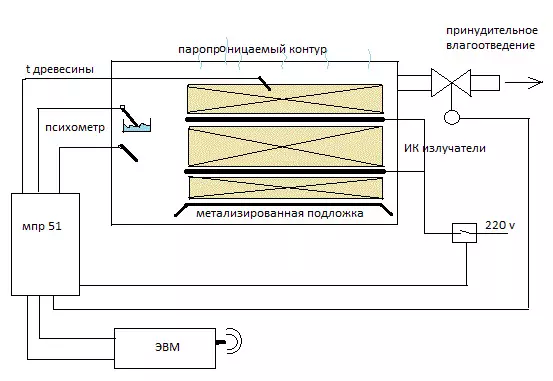
Automatisering av den teknologiske prosessen med saging
Før du vurderer sorteringsprosessen, anbefales det å etablere sin plass i det automatiserte kontrollsystemet (ACS) kjede av trebehandling i bedriften, det vil si at loggbevegelser kommer inn i bedriften til ferdige produkter. Dette er hva denne sekvensen ser ut.
Tree Trunk Diagram.
- Registerets innkommende materiale (logger). Dette kan gjøres manuelt eller bruker en automatisk akseptlinje.
- Fantasy og saging, for eksempel på brettene.
- Rå sorteringsbrett med en lokal linje.
- Feeding boards til spesielle maskiner som danner en stabel lenger inn i tørkebutikken.
- Tørkeskiver og deres bevegelse i stabler i tørkebutikken.
- Feeding boards på en tørr sorteringslinje.
Deretter utføres dannelsen av pakker i samsvar med resultatene av sorteringen.
Det viser seg at fordelingen av tømmer i varianter begynner etter å ha såget loggen, det vil si fra samme runder, kan du få et annet materiale i kvalitet, noe som gjør den tørre sorterlinjen. I den teknologiske kjeden er sortlinjen plassert etter tørking.
Artikkel om emnet: Liquid Wallpaper. Fordel og ulemper med flytende tapet
Et slikt sted for det lokale delsystemet i Sawmasonry-sortering i ACS-teknologiske kjeden lar deg identifisere tispefallet nedgang etter tørking og negativ de andre feilene.
Automatisering av prosessen med sortering av sagnetømmer
I prosessen med å produsere styret utføres sorteringen to ganger: å tørke og etter den.
Når du forbereder seg på tørking, utføres delvis trimning av brett for å eliminere vices på deres ender. Styrene er sortert etter treberg og i størrelsen på tverrsnitt. Etter tørking er de sortert i kvalitet og i den siste fasen utføres i lengden.
Divisjonen i størrelsen på tverrsnittene er nødvendig for dannelsen av homogene tørkepakker, som er valgt av den tilsvarende modus og tørkingstid. Tykkelsen og bredden måles hvor som helst på brettet, men ikke nærmere 150 mm fra sine ender. For lavverdige brett kan pakker bare dannes med hensyn til tykkelsen deres.
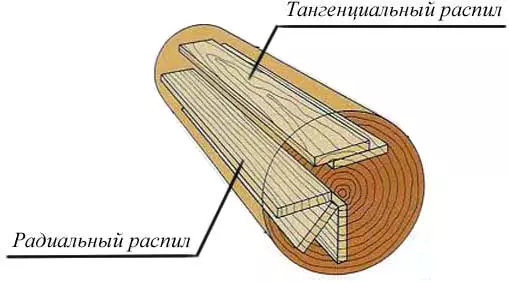
Ordningen av sagnet tømmer.
På dette stadiet sender linjeoperatøren, som har mottatt størrelsesdataene, og sender produktet til riktig stasjon, hvor det angitte nummeret er opprettet, hvoretter stasjonen åpnes og materialet på transportbåndet er rettet mot tørkingsverkstedet. Tørkerposer dannes i verkstedet.
Divisjonen av tømmer i kvalitet kan utføres av kontrolleren når styrene på Tramer-tabellene i Sawing Workshop. Men på bordene mer enn 7-8 brett per minutt vil kontrolleren ikke kunne sortere.
Hoveddivisjonen utføres på transporttransportører. Kontroll utføres av flere driftskontrollere. De ligger i rekkefølge langs transportøren og endrer manuelt retningen for bevegelsen til brettene til riktig kjøring.
Denne metoden er ikke bare ikke bare fra automatisk, men det er også umulig å kalle det.
Om automatiseringen av prosessen kan sies om styret utfolder seg under transportørbevegelsen, slik at operatøren har mulighet til å inspisere styret fra alle sider, og bestemmer seg for hvilken klasse som skal tilskrives, sende den til riktig kjøring. For å gjøre dette, på transportbåndet er det en chiber, som han kontrollerer.
Artikkel om emnet: Vi utfører balkongen finishen riktig: Grunnleggende regler
Operatøren kan etter eget skjønn endre styrene. Noen ganger skjer det at det tas hensyn til hele lengden, tilsvarer styret den tredje klassen. Men det er et tomt med tilstrekkelig lengde hvor antall feil oppfyller kravene til en høyere klasse.
Det er klart at denne metoden for divisjon i varianter er ufrivvendig og egnet bare for produksjon med et lite volum av produkter. For store sagbruk bedrifter, er det økonomisk fordelaktig å lage automatiske linjer.