
ਸਮਾਂ ਅਜੇ ਵੀ ਨਹੀਂ ਖੜਾ ਹੁੰਦਾ, ਇਸ ਲਈ ਨਵੀਂ ਟੈਕਨੋਲੋਜੀ ਨਵੀਂ - ਰੌਸ਼ਨੀ, ਵਿਵਹਾਰਕ ਅਤੇ ਵਾਤਾਵਰਣ ਦੇ ਅਨੁਕੂਲ ਨੂੰ ਬਦਲਣ ਲਈ ਆਉਂਦੀ ਹੈ. ਲੱਕੜ ਦਾ ਸ਼ਤੀਰ ਹਮੇਸ਼ਾ ਪ੍ਰਸਿੱਧ ਹੁੰਦਾ ਸੀ, ਪਰ ਸਿਰਫ XXI ਸਦੀ ਵਿੱਚ ਲੱਕੜ ਦੇ ਇੱਕ ਬੋਦੂਰ ਦੇ ਨਿਰਮਾਣ ਲਈ ਆਇਆ, ਜਿਸਨੇ ਫਰੇਮ ਨਿਰਮਾਣ ਨੂੰ ਕਾਫ਼ੀ ਅੰਤਮ ਰੂਪ ਦਿੱਤਾ.

2-ਵੇਅ ਸ਼ਤੀਰ ਦਾ ਚਿੱਤਰ.
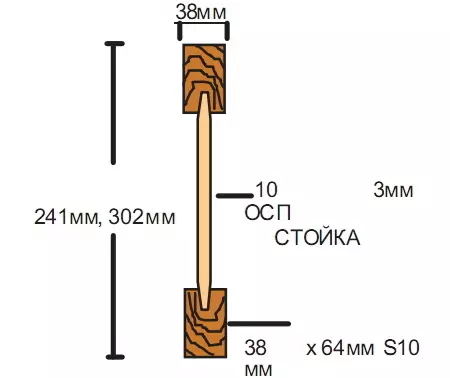
ਉਤਪਾਦ ਦੇ ਮੁੱਖ ਮਾਪਦੰਡ
ਹਰ ਨਵੇਂ ਸੀਜ਼ਨ ਦੇ ਨਾਲ, ਇਸ ਸਮੱਗਰੀ ਨੂੰ ਇਸਦੀ ਪ੍ਰਸਿੱਧੀ ਵਧਾਉਂਦੀ ਹੈ. ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਫਰੇਮ ਨਿਰਮਾਣ, ਫਰਸ਼ਾਂ, ਓਵਰਲੈਪ ਅਤੇ ਭਾਗਾਂ ਦੇ ਨਾਲ-ਨਾਲ ਛੱਤਾਂ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ. ਉਪਰਲੇ ਹਿੱਸੇ ਦੇ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਬਾਰਾਂ ਨਾਲ ਲਾਤੀਨੀ ਅੱਖਰਾਂ ਦੀ ਖਾਸ ਕਿਸਮ ਦੀ ਲਾਤੀਨੀ ਪੱਤਰ "i" ਇੰਸਟਾਲੇਸ਼ਨ ਨੂੰ ਕਾਫ਼ੀ ਸਧਾਰਣ ਅਤੇ ਤੇਜ਼ੀ ਨਾਲ ਆਗਿਆ ਦਿੰਦਾ ਹੈ.
ਇਸ ਦੇ ਕਈ ਫਾਇਦੇ ਹਨ ਜਿਨ੍ਹਾਂ ਦਾ 2-ਪੱਖੀ ਸ਼ਤੀਰ ਨੇ ਇਸ ਦੀ ਪ੍ਰਸਿੱਧੀ ਪ੍ਰਾਪਤ ਕੀਤੀ ਹੈ: ਧਾਰਾ ਨਹੀਂ, ਨਮੀ ਦੀ ਪ੍ਰਤੀਕਰਮ ਦੀ ਘਾਟ, ਘੱਟ ਪੁੰਜ ਅਤੇ ਉਸੇ ਸਮੇਂ ਦੇ ਕਾਰਨ ਇਕ ਮੁਕਾਬਲਤਨ ਘੱਟ ਕੀਮਤ ਘੱਟ ਲੱਕੜ ਦੀ ਖਪਤ.
ਜੇ ਅਸੀਂ ਉਤਪਾਦ ਨੂੰ ਵਿਸਥਾਰ ਨਾਲ ਵਿਚਾਰਦੇ ਹਾਂ, ਤਾਂ ਤੁਸੀਂ ਦੇਖ ਸਕਦੇ ਹੋ ਕਿ ਇਹ ਠੋਸ ਨਹੀਂ ਹੈ, ਪਰ ਕਈ ਤੱਤ ਹੁੰਦੇ ਹਨ. ਓਐਸਪੀ (ਅਧਾਰਤ ਚਿਪਬੋਰਡ) ਜਾਂ ਪਲਾਈਵੁੱਡ ਨੂੰ ਅਧਾਰ ਵਜੋਂ ਲਿਆ ਜਾਂਦਾ ਹੈ (ਤਲ ਤੋਂ ਉੱਪਰ ਦਿੱਤੇ ਬਲਾਕਾਂ ਦੇ ਬਲੌਕਸ) ਪਿਕਸ ਦੇ ਬਣੇ ਹੁੰਦੇ ਹਨ, ਅਤੇ ਇਹ ਸਭ ਇੱਕ ਪਾਣੀ ਦੇ ਅਧਾਰਤ ਲੱਕੜ ਦੇ ਗਲੂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਜੁੜੇ ਹੋਏ ਹਨ. ਗਰੇਡ ਲੱਕੜ ਵਿੱਚ, ਲੋੜੀਂਦੀ ਚੌੜਾਈ ਦੇ ਵਿਸ਼ੇਸ਼ ਪ੍ਰਸਤਾਵ ਹਨ ਜੋ ਤੁਹਾਨੂੰ ਉਨ੍ਹਾਂ ਵਿੱਚ ਓਐਸਪੀ ਦੀ ਅਸ਼ੁਖਾ ਕਰਨ ਦੀ ਆਗਿਆ ਦਿੰਦੀ ਹੈ, ਜਿਸਦਾ ਡਿਜ਼ਾਇਨ ਅਤੇ ਇਸਦੀ ਸਭ ਤੋਂ ਵੱਧ ਭਰੋਸੇਯੋਗਤਾ ਪ੍ਰਾਪਤ ਕਰਦਾ ਹੈ.
2-ਵੇਅ ਸ਼ਤੀਰ ਦੀ ਡਰਾਇੰਗ.
ਫੈਕਟਰੀ ਦੇ ਹਾਲਤਾਂ ਵਿੱਚ, ਅਜਿਹੀ ਪ੍ਰਕਿਰਿਆ ਲਈ 4 ਮਸ਼ੀਨਾਂ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ:
- ਮਿਲਿੰਗ. ਇੱਕ ਪੱਟੀ ਵਿੱਚ ਅਜਿਹੀ ਮਸ਼ੀਨ ਤੇ ਨਾ ਸਿਰਫ ਲੰਮੇ ਸਮੇਂ ਦੀ ਖਾਈ ਬਣਾਈ ਜਾਂਦੀ ਹੈ, ਪਰ ਪੀਸਿਆ ਵੀ ਸੰਚਾਲਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਓਪਰੇਸ਼ਨ ਦੌਰਾਨ ਚਮੜੀ ਨੂੰ ਠੇਸ ਨਾ ਪਹੁੰਚੋ.
- ਓਐਸਪੀ ਕੱਟਣਾ. ਇਹ ਮਿਲਿੰਗ ਰੂਮ ਦੇ ਸਮਾਨਤਾ ਵਾਲੇ ਕਮਰੇ ਦੇ ਸਮਾਨਤਾ ਦੀ ਲੋੜੀਂਦੀ ਗਿਣਤੀ ਨੂੰ ਆਦਰਸ਼ ਤੌਰ ਤੇ ਸਹੀ ਮਾਪਦੰਡਾਂ ਨਾਲ ਕੱਟਦੀਆਂ ਹਨ. ਭਾਗ 45 ° ਦੇ ਕੋਣ 'ਤੇ ਬਣੇ ਹੁੰਦੇ ਹਨ.
- ਗਲੂਇੰਗ. ਬਾਰੂ ਦੀ ਇੱਕ ਪਤਲੀ ਪਰਤ ਬਾਰਾਂ ਵਿੱਚ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜਿਸ ਤੋਂ ਬਾਅਦ ਸਟੋਵ ਨੂੰ 2 ਬਾਰ ਦੇ ਵਿਚਕਾਰ ਪਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਆਉਟਲੇਟ ਦੇ ਪੂਰੇ ਡਿਜ਼ਾਈਨ ਨੂੰ ਦਬਾਇਆ ਜਾਂਦਾ ਹੈ.
- ਪ੍ਰੈਸ. ਵਰਤੇ ਗਏ ਗਲੂ 'ਤੇ ਨਿਰਭਰ ਕਰਦਿਆਂ, ਮਸ਼ੀਨ ਨੂੰ ਦਬਾਅ ਹੇਠ ਕਰਨਾ, ਜਿਸ ਤੋਂ ਬਾਅਦ ਇਹ ਫਾਈਨਲ ਸੁੱਕਣ ਤੇ ਰੋਲਦਾ ਹੈ.
ਵਿਸ਼ੇ 'ਤੇ ਲੇਖ: ਕੰਧ' ਤੇ ਸਕੂਰਾ - ਆਪਣੇ ਹੱਥਾਂ ਨਾਲ ਡਰਾਇੰਗ
ਕੰਮ ਬਹੁਤ ਤੇਜ਼ ਰਫਤਾਰ ਨਾਲ ਹੁੰਦਾ ਹੈ, ਪਰ ਸਾਰੇ ਬਿਲਕੁਲ ਹੱਲ ਨਹੀਂ ਹੁੰਦੇ, ਕਿਉਂਕਿ ਕੀਮਤ 1.5-3 ਗੁਣਾ ਘੱਟ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ.
ਆਪਣਾ ਅਧਿਐਨ
ਸਾਧਨ ਅਤੇ ਸਮੱਗਰੀ:
- ਬਾਰ;
- ਰੁਲੇਟ;
- ਇੱਕ ਗੋਲਾਕਾਰ ਆਰਾ;
- ਓਐਸਪੀ;
- ਲੱਕੜ 'ਤੇ ਗਲੂ;
- ਚੈਨਲ;
- ਕਲੈਪਸ;
- ਸੈਂਡਪੇਪਰ.
ਇੱਥੇ ਸਾਰੀ ਪ੍ਰਕਿਰਿਆ ਬਹੁਤ ਹੌਲੀ ਹੁੰਦੀ ਜਾਂਦੀ ਹੈ, ਪਰ ਕੀਮਤ ਵਿੱਚ ਕਾਫ਼ੀ ਹੌਲੀ ਹੋ ਜਾਂਦਾ ਹੈ. ਉਹਨਾਂ ਦੇ ਆਪਣੇ ਹੱਥਾਂ ਨਾਲ ਭੋਜਨ ਸ਼ਤੀਰ ਪੜਾਵਾਂ ਵਿੱਚ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ:
ਫੂਡ ਬੀਮ ਲੱਕੜ, ਓਐਸਪੀ ਅਤੇ ਸ਼ੈੱਲਰ ਦੇ ਬਣੇ ਹੁੰਦੇ ਹਨ.
- ਬਾਰਾਂ ਦੀ ਚੋਣ ਕਰੋ. ਕਰਾਸ ਭਾਗ ਵਿਜ਼ਾਰਡ ਦੀਆਂ ਤਰਜੀਹਾਂ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ, ਪਰ 35 * 25 ਮਿਲੀਮੀਟਰ ਤੋਂ ਘੱਟ ਨਹੀਂ. ਬਾਰ ਜਿੰਨਾ ਵੱਡਾ ਹੈ, ਜਿੰਨਾ ਭਰੋਸੇਮੰਦ ਡਿਜ਼ਾਇਨ, ਪਰ ਕੰਮ ਦੇ ਦੌਰਾਨ 2 ਡਾਇਥਰੇਟਰ ਦੇ 2 ਦੁਆਰਾ ਵੀ ਇੱਕ ਕਦਮ ਰੱਖਣਾ ਪਏਗਾ.
- ਇੱਥੇ ਤੁਹਾਨੂੰ ਵਰਤਣ ਦੀ ਚੋਣ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ - ਇਲੈਕਟ੍ਰਿਕ ਆਰਾ, ਚੇਨਸੈਵ ਜਾਂ ਸਟੇਸ਼ਨਰੀ ਸਰਕੂਲਰ. ਚੇਨ ਆਰਾਜ਼ ਦਾ ਫਾਇਦਾ ਇਹ ਹੈ ਕਿ ਉਹ ਸ਼ੁਰੂ ਵਿੱਚ 10-12 ਮਿਲੀਮੀਟਰ ਦੀ ਖਾਈ ਕਰ ਸਕਦੇ ਹਨ, ਪਰ ਉਨ੍ਹਾਂ ਨੂੰ ਇਸ ਤੋਂ ਵੀ ਵਾਧੂ ਨਿਸ਼ਚਤ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ. ਇਸ ਤੋਂ ਇਲਾਵਾ, ਉਨ੍ਹਾਂ ਦਾ ਕੰਮ ਸਰਕੂਲਰ ਨਾਲੋਂ ਬਹੁਤ ਮਹਿੰਗਾ ਹੈ. ਇੱਕ ਵਿਸ਼ੇਸ਼ ਇੱਛਾ ਨਾਲ, ਤੁਸੀਂ ਲੋੜੀਂਦੀ ਮੋਟਾਈ ਦੇ ਕਟਰ ਪਾ ਸਕਦੇ ਹੋ ਅਤੇ ਸਰਕੂਲਰ ਦੇ ਰੂਪ ਵਿੱਚ (ਆਮ ਨਾਲੋਂ ਥੋੜ੍ਹਾ ਜਿਹਾ ਮਹਿੰਗੇ ਹੁੰਦੇ ਹੋ), ਜਿਸ ਤੋਂ ਬਾਅਦ ਤੁਸੀਂ ਕੰਮ ਕਰਨਾ ਜਾਰੀ ਰੱਖ ਸਕਦੇ ਹੋ.
- ਗ੍ਰੋਵ ਦੀ ਡੂੰਘਾਈ ਪ੍ਰਦਰਸ਼ਤ ਕੀਤੀ ਗਈ ਹੈ (ਕੁੱਲ ਓਐਸਪੀ ਦੀ ਲੰਬਾਈ ਦਾ 10%). 15 ਲੰਬਾਈ ਦੇ ਕੁੱਲ ਨੁਕਸਾਨ ਦੇ ਨਾਲ, ਤੁਸੀਂ ਸੰਪੂਰਨ ਫਿਕਸੇਸ਼ਨ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦੇ ਹੋ.
- ਬਰਕਸ ਕੱਟ. ਉਸੇ ਅਵਸਥਾ 'ਤੇ, ਉਨ੍ਹਾਂ ਨੂੰ ਪੀਸਣ ਜਾਂ ਸੈਂਡਪੇਪਰ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਜ਼ਮੀਨ ਬਣਨ ਦੀ ਜ਼ਰੂਰਤ ਹੈ.
- ਗਲੂ ਖਾਈ ਦੇ ਤਲ 'ਤੇ ਲਾਗੂ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਤੋਂ ਬਾਅਦ ਸਟੋਵ ਇਸ ਵਿਚ ਡੁਬੋਇਆ ਜਾਂਦਾ ਹੈ. ਤੁਰੰਤ ਹੀ, ਉਹੀ ਪ੍ਰਕਿਰਿਆ ਇਕ ਹੋਰ 1 ਬਾਰ ਨਾਲ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਤੁਸੀਂ ਬੁਟੀਕ ਨੂੰ ਦਬਾ ਸਕਦੇ ਹੋ.
- ਹਰ ਘਰ ਵਿਚ ਨਹੀਂ ਇਕ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਹੁੰਦਾ ਹੈ, ਇਸ ਲਈ ਤੁਸੀਂ ਇਕ ਚੈਨਲ ਦੀ ਵਰਤੋਂ ਕਰ ਸਕਦੇ ਹੋ ਜੋ 2 ਬੈਲਟਾਂ ਅਤੇ ਕਾਰਬਾਈਨਜ਼ (ਬੁਨਿਆਦੀ ਕਲੈਪਸ) ਨਾਲ ਸਖਤ ਹੋ ਜਾਂਦੀ ਹੈ. ਇੱਕ ਹੇਮ ਦੀ ਅਜਿਹੀ ਘਬਰਾਉਣੀ ਪ੍ਰੈਸ ਨਾਲੋਂ ਘੱਟ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਨਹੀਂ, ਹਾਲਾਂਕਿ ਵਧੇਰੇ ਮੁਸ਼ਕਲ ਹੁੰਦੀ ਹੈ.
1 ਡਾਇਡੋਵਾ ਦੇ ਉਤਪਾਦਨ ਲਈ ਕੁੱਲ 30 ਮਿੰਟ ਲੈਂਦਾ ਹੈ. ਪਰ ਜੇ ਤੁਸੀਂ ਸਟ੍ਰੀਮ ਤੇ ਕਰਦੇ ਹੋ, ਤਾਂ ਗਤੀ ਕਈ ਵਾਰ ਵਧੇਗੀ. ਇਹ ਹੈ, ਪਹਿਲਾਂ ਇਸ ਨੂੰ ਕੱਟਦਾ ਹੈ, ਉਦਾਹਰਣ ਵਜੋਂ, 100 ਸ਼ਤੀਰ ਜੋ ਪੀਸ ਰਹੇ ਹਨ, ਫਿਰ 50 ਪਲੇਟਾਂ ਕੱਟੀਆਂ ਜਾਂਦੀਆਂ ਹਨ, ਜਿਸ ਤੋਂ ਬਾਅਦ ਇਹ ਸਭ ਇਕੱਠੇ ਚੁੱਪ ਚੁਣਾ ਹੈ. ਅਜਿਹੇ ਕੰਮ ਦੇ ਨਾਲ, 2 ਵਿੱਚੋਂ 1 ਦੀ production ਸਤਨ ਉਤਪਾਦਨ ਦਰ 8-10 ਮਿੰਟ ਤੱਕ ਆ ਸਕਦੀ ਹੈ. ਪਰ ਕਿਸੇ ਵੀ ਸਥਿਤੀ ਨੂੰ ਕਿਸੇ ਗਲਤੀ ਨੂੰ ਰੋਕਣ ਵਿੱਚ ਕਾਹਲੀ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ.
ਵਿਸ਼ੇ 'ਤੇ ਲੇਖ: ਆਪਣੇ ਹੱਥਾਂ' ਤੇ ਫੋਟੋ ਵਾਲਪੇਪਰ ਨੂੰ ਕਿਵੇਂ ਲਗਾਉਣਾ ਹੈ
ਜੇ ਕੋਈ ਵਿਸ਼ੇਸ਼ ਤਕਨੀਕ ਹੈ ਅਤੇ ਇਸ ਨਾਲ ਕੰਮ ਕਰਨ ਦੇ ਮੁ basic ਲੇ ਹੁਨਰ ਹਨ ਤਾਂ ਕੋਈ ਵੀ ਅਜਿਹਾ ਕੰਮ ਕਰ ਸਕਦਾ ਹੈ.
ਟੀ ਬੀ ਨੂੰ ਨਾ ਭੁੱਲੋ ਕਿ ਇਹ ਬਿਲਡਿੰਗ ਸਮੱਗਰੀ ਦੀ ਚੋਣ ਕਰਨ ਦੀ ਬਚਤ ਹਸਪਤਾਲ ਦੇ ਖਰਚਿਆਂ ਵਿੱਚ ਨਹੀਂ ਆਉਣਗੀਆਂ.