
Jakość tarcica drewna zależy od właściwości okrągłego drewna, dokładniej, z obecności wad.

Z objawów okrągłych drewna, to znaczy jakość wytłaczanego drewna zależy od obecności defektów.
W dokumentacji regulacyjnej wady są więcej niż 80, ale typy materiałów są określone tylko przez 10 rodzajów wad (znaki).
Dlatego przed radzeniem sobie z sortowaniem tarcicy, powinieneś zrozumieć, jakie oznaki okrągłego lasu wpływają na ten proces.
Na odmianach okrągłych lasów i drewna
Początkowo zaokrąglony, w zależności od drzewa drewna, podziel na dwie grupy: iglaste i liściaste. Następnym krokiem jest podział grubości. Dla obu grup drewna w grubości, podano trzy typy: małe, średnie i duże.
Rodzaj przetwarzania, zaokrąglanie jest podzielone na cztery grupy. To może być:
- Użyj w rundzie.
- Przekształcić się w drewno lub recykling na celulozę.
- Zamieni się w fornir przez wyobraźnię lub struganie.
- Zamieniaj się w tarcicę.
Tarcica jest podzielona na cztery odmiany:
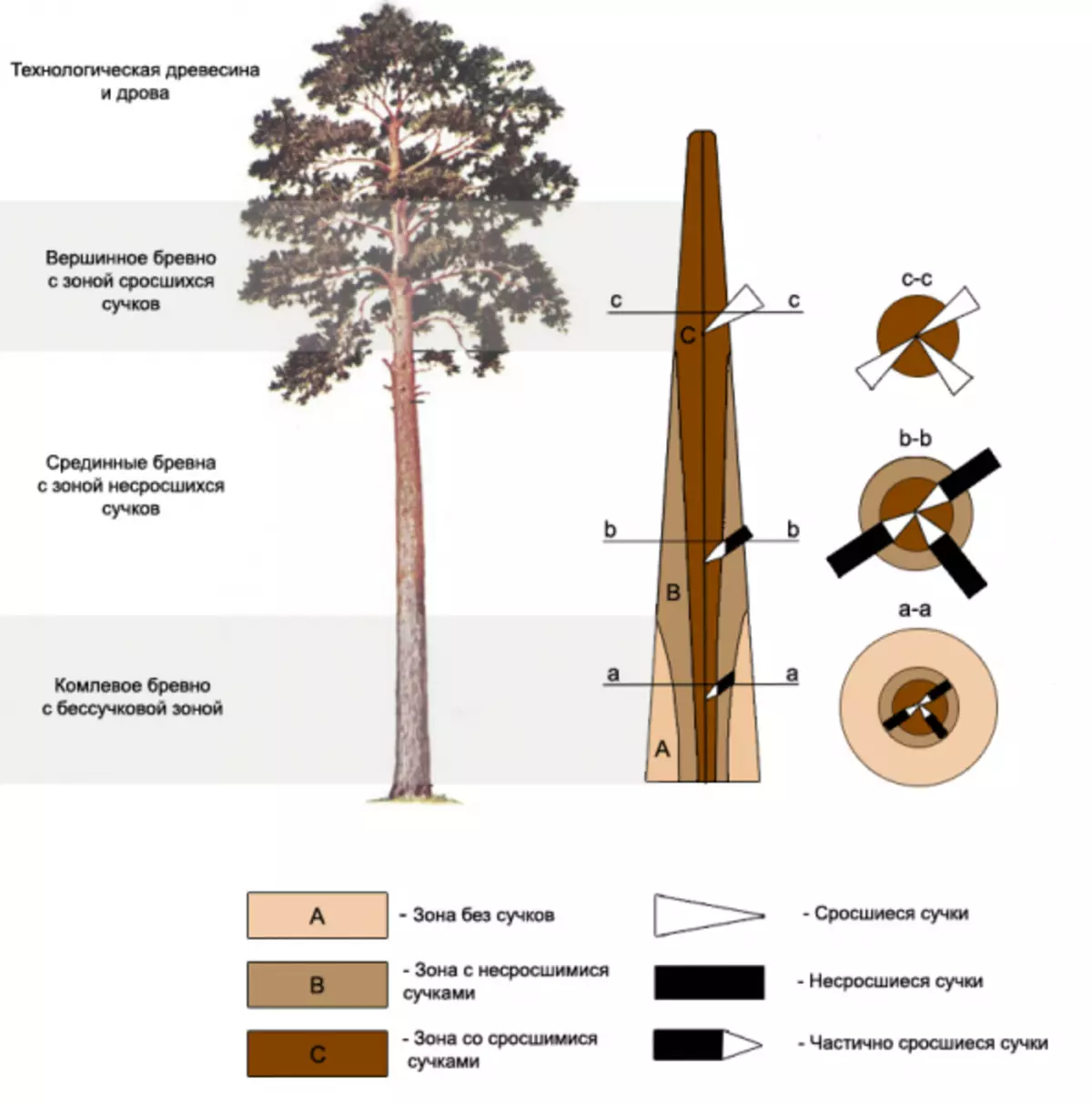
Obraz 1. Schemat squach wit.
- 1 ocena jest uzyskiwany z części kompensującej dziennika, w której istnieją praktycznie bez suczki;
- 2 stopni uzyskuje się z rzeźbie i środkowej części mającą niewielką ilość suczki;
- 3 i 4 stopni można uzyskać z dowolnej części dziennika;
- Najwyższa, wybrana odmiana jest podświetlona w osobnej kategorii.
Różnorodność w procesie sortowania tarcica jest określona przez:
- dla zarządu - dla najgorszej boku lub krawędzi;
- Na barze lub bar - na najgorszą stronę.
Z której części bata kręgowego można uzyskać różnorodność tarcicy, zrozumiałe na obrazie 1.
Główne oznaki fortyfikacji są następujące:
- węzły;
- Malarstwo grzybowe i gnicie;
- Kolor chemiczny;
- ślady pozostawione przez owady;
- pękanie i deformacja;
- konsekwencje utraty wartości kształtu pnia;
- Wady struktury drewna;
- rany;
- Naturalne (normalne) osady drzewne;
- Wady przetwarzania i uszkodzenia transportu.
Artykuł na ten temat: Wyznaczenie gniazd i przełączników na rysunki budowlane i schematy
W procesie sortowania drewna w rezultacie każda odmiana musi przestrzegać określonych wymagań dotyczących braków wad. Wskazujemy tylko wymagania dla suka i pęknięć.
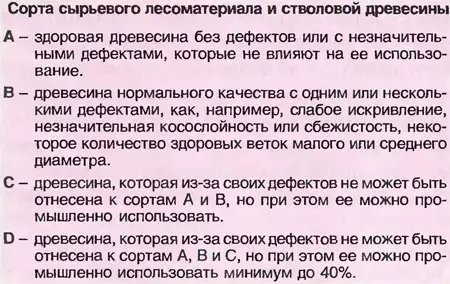
Tabela gatunków surowca i drewna łodygi.
Klasa selekcyjna. Brak wad, z wyjątkiem suka, nie są dozwolone. Zrzuty mogą być nie więcej niż 2 na 1 m długość. Części suczki są dozwolone na żebrach płyty, której rozmiar nie przekracza 20% jej średnicy.
- 1 klasa. Nie powinno być suczki, której średnica przekracza 10 mm, suka, która może się rozpadać w dowolnym momencie, a zagłębienia pozostałych od już upuszczonej sucy. Całkowita długość pęknięć (nie-poprzecznie) nie powinna przekraczać czwartej długości materiału.
- 2 klasa. Nie powinno być suki upuszczanej i zdrowej sucy, której średnica przekracza 20 mm. Całkowita długość pęknięć (nie do końca) nie powinna przekraczać trzeciej długości materiału.
- 3 stopnie. Prawie wszystkie wady są dozwolone.
- 4 stopnie. Wady są zdefiniowane nie dla konkretnego produktu, ale o 1 m3 materiału.
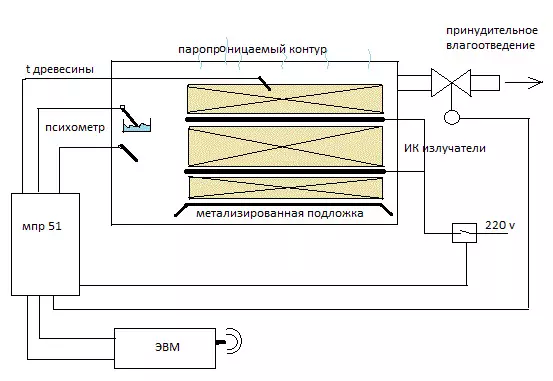
Automatyzacja procesu technologicznego cięcia
Przed rozważeniem procesu sortowania wskazane jest ustalenie jego miejsca w zautomatyzowanym systemie sterowania (ACS) łańcucha przetwarzania drewna w przedsiębiorstwie, czyli ruchy dziennika przed wejściem do przedsiębiorstwa do produktów gotowych. Tak wygląda ta sekwencja.
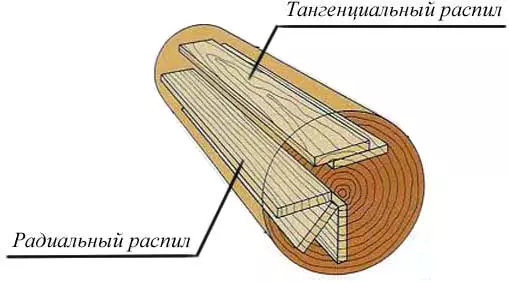
Diagram pnia drzewa.
- Zarejestruj się materiał przychodzący (logs). Można to zrobić ręcznie lub za pomocą automatycznej linii akceptacji.
- Fantazja i piłowanie, na przykład na deskach.
- Surowe deski sortowania za pomocą linii lokalnej.
- Deski do karmienia do maszyn specjalnych, które tworzą stos w dalszej części do suszenia.
- Deski suszące i ich ruch w stosy w sklepie suszącym.
- Deski karmiące na suchej linii sortowania.
Następnie tworzenie pakietów przeprowadza się zgodnie z wynikami sortowania.
Okazuje się, że dystrybucja tarcicy w odmianach rozpoczyna się po piłowaniu dziennika, czyli z tego samego rocka, możesz uzyskać inny materiał w jakości, co sprawia, że suchą linię sortowania. W łańcuchu technologicznym linia sortowania znajduje się po wysuszeniu.
Artykuł na ten temat: Tapeta ciekła. Przewaga i wady płynnej tapety
Takie miejsce lokalnego podsystemu Sortowanie Sawonry w łańcuchu technologicznym ACS pozwala na zidentyfikowanie kropli suku upuszczają po wysuszeniu i negatywnych innych wadach.
Automatyzacja procesu sortowania tarcicy
W procesie produkcji tablicy sortowanie jest wykonywane dwa razy: do suszenia i po nim.
Podczas przygotowywania się do suszenia wykonywane są częściowe przycinanie desek do wyeliminowania w swoich końcach. Płyty są posortowane według skał drzew i rozmiarów przekrojów. Po wysuszeniu są sortowane w jakości, aw ostatnim etapie odbywa się długość.
Podział w wielkości przekrojów jest niezbędny do tworzenia jednorodnych pakietów suszących, które są wybrane przez odpowiedni tryb i czas trwania suszenia. Grubość i szerokość są mierzone w dowolnym miejscu na płycie, ale nie bliżej 150 mm od swoich celów. W przypadku płyt niskiej jakości pakiety można utworzyć tylko biorąc pod uwagę ich grubość.
Schemat tarcicy.
Na tym etapie operator linii, po otrzymaniu danych rozmiarów, wysyła produkt do odpowiedniego napędu, w którym utworzona jest określona liczba, po czym napęd jest otwarty, a materiał na przenośniku jest skierowany do warsztatów suszących. W warsztacie powstają worki suszące.
Podział ilościowej jakości można przeprowadzić przez sterownik, gdy płyty na tabelach tramwajowych w warsztacie piłowania. Jednak na tabelach więcej niż 7-8 płyt na minutę kontroler nie będzie w stanie sortować.
Główny podział jest wykonywany na przenośnikach transportowych. Kontrola prowadzona jest przez kilka sterowników operacyjnych. Znajdują się one kolejno wzdłuż przenośnika i ręcznie zmienić kierunek ruchu płyt do odpowiedniego napędu.
Ta metoda nie tylko nie tylko automatyczny, ale także niemożliwe jest zadzwonić.
O automatyzacji procesu można powiedzieć, jeśli deska rozwija się podczas ruchu przenośnika, tak że operator ma możliwość sprawdzenia płyty ze wszystkich stron i, podejmowanie decyzji, do której klasy należy przypisać, wysłać go do odpowiedniego napędu. Aby to zrobić, na przenośniku znajdują się szereg, który kontroluje.
Artykuł na ten temat: Przeprowadzamy prawidłowe wykończenie balkonu: podstawowe zasady
Operator może według własnego uznania, zmieniają typy płyt. Czasami zdarza się, że biorąc pod uwagę całą długość, Rada odpowiada 3rd klasie. Ale istnieje działka o wystarczającej długości, w której liczba defektów spełnia wymagania wyższej klasy.
Oczywiste jest, że ta metoda podziału w odmianach jest obowiązująca i jest odpowiednia tylko do produkcji z małą ilością produktów. Dla dużych przedsiębiorstw tartaków, korzystne jest, aby tworzyć automatyczne linie.