
د سونر تارف کیفیت د ګراف لرګیو په ملکیت پورې اړه لري، چې په دقیق ډول د ورته والي شتون څخه.

د ګردي ټینبر له نښو څخه، دا د سون د لرګیو کیفیت د نیمګړتیاو په شتون پورې اړه لري.
په تنظیمي اسنادو کې، نیمګړتیاوې له 80 څخه ډیر دي، مګر د توکو ډولونه یوازې د نیمګړتیاو (نښو) لخوا ټاکل کیږي.
له همدې امله، د سرو د لرګیو د ترتیب سره معامله کولو دمخه، تاسو باید پوه شئ چې د ګردي ځنګل کوم پوست دا پروسې باندې تاثیر کوي.
د ګرد ځنګلونو او سینګ لرګیو په ډولونو کې
په پیل کې، د لرګیو ونې پورې اړه لري، په دوه ډلو ویش پورې اړه لري چې دوه ډلو ته ویش: متفاوت او رد شوی. بل ګام د ضخامت تقسیم دی. په ضخامت کې د لرګیو دواړو ډلو لپاره، درې ډولونه چمتو شوي: کوچني، متوسط او لوی.
د پروسس ډول سره، ګردې کول په څلورو ډلو ویشل شوي دي. دا کیدی شي:
- په ګردي کې کارول
- په سیلونو کې د لرګیو ځمکې ته لیږدول.
- د تصور یا پیدا کولو په واسطه رینیر ته واړوئ.
- په تخته بدل کړئ.
تخته په څلورو ډولونو ویشل شوي دي:
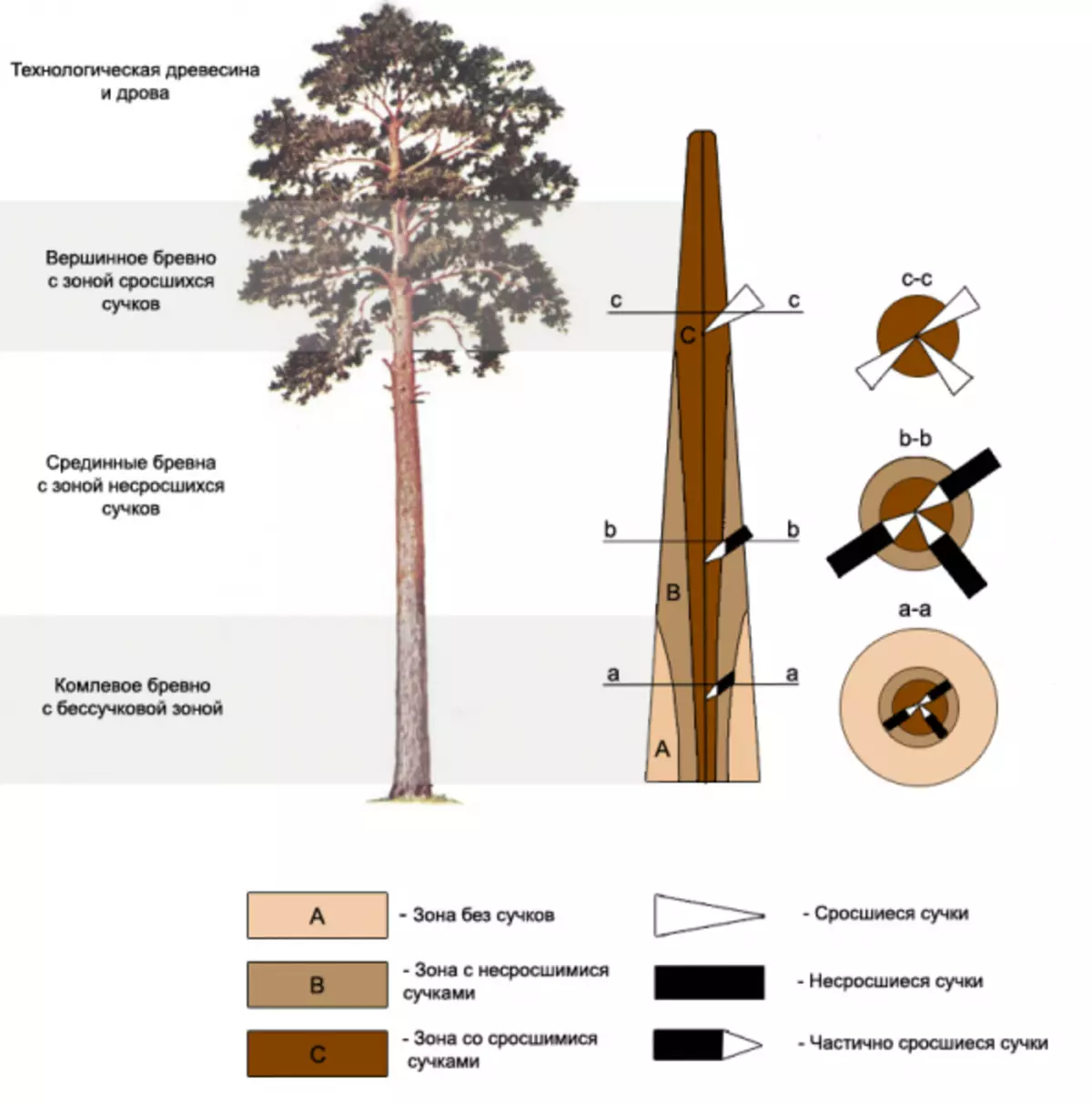
عکس 1. د څپو سکولز سکیم.
- 1 درجه د ننوتلو د منلو برخې څخه ترلاسه کیږي، په کوم کې چې په عملي توګه هیڅ ټوټه شتون نلري؛
- دوه درجې د یور او مینځنۍ برخې څخه ترلاسه شوي د یو څه لږ مقدار لري.
- 3 او د 4 درجې د لاګ له کومې برخې څخه ترلاسه کیدی شي؛
- ترټولو لوړ، ټاکل شوي ډول په جلا کټګورۍ کې روښانه شوي.
د سینګ چایبر ترتیب کولو په پروسه کې موخه ټاکل شوې ده:
- د بورډ لپاره - د بدترین اړخ یا څنډې لپاره؛
- د بار یا بار لپاره - د بدترین اړخ لپاره.
د نخاعي څپې له کومې برخې څخه چې د تامبر ډولونه ترلاسه کیدی شي، په عکس 1 کې د پوهیدو وړ وي.
د تقلید اصلي نښې لاندې دي:
- غوټۍ؛
- د مریم نقاشۍ او تاوان
- کیمیاوي رنګ؛
- د حشراتو په واسطه کی left لاس
- کریکینګ او ګډوډي؛
- د تنې ب of ې کمبود پایلې؛
- د لرګیو جوړښت نیمګړتیاوې؛
- زخمونه؛
- طبیعي (عادي) لرګیو زیرمه؛
- د نیمګړتیاو او ټرانسپورټ زیان پروسس کول.
مقاله په اړه مقاله: د ساختماني رسمونو او سکیمونو په اړه د ساکټونو او تیروتنو ډیزاین
د پایلې په توګه د تختې ترتیب کولو په پروسه کې، هر ډول باید د نیمګړتیاو نشتوالي لپاره ځانګړي اړتیاوې مطابقت ولري. موږ یوازې د کڅوړې او درزونو اړتیاوې په ګوته کوو.
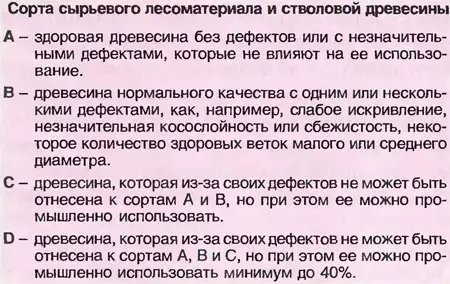
د خامو موادو او ډډ لرګيونو جدولونو جدول.
انتخابی درجې. هیڅ ډول لیدونه، پرته له بیچ څخه اجازه نشته. ډمپونه د 1 میتر اوږدوالی له 2 څخه ډیر نه کیدی شي. د بیچ ځینې برخې د بورډ په ریبونو کې اجازه لري، دا هغه اندازه د هغې قطر څخه ډیر نه وي.
- 1 درجه. هیڅ بڅک باید نه وي د درزونو مجموعي اوږدوالی (غیر مستقیم) باید د موادو اوږدوالی د څلورمې برخې څخه ډیر نشي.
- 2 درجه. دلته باید د کمې ټوټې ټوټې او صحي بیرچ شتون ونلري، چې قطر قطر چې له 20 ملي میتر څخه لوړ شي. د درزونو مجموعي اوږدوالی (نه، له لارې) باید د موادو اوږدوالي له دریمې برخې څخه ډیر نه وي.
- 3 درجې. تقریبا ټولو ویلونو ته اجازه ورکړل شوې.
- 4 درجې. وینس د ځانګړي محصول لپاره ندي تعریف شوي، مګر د موادو له 1 M3 څخه.
د کتلو تخنیکي پروسې اتومات
د ترتیب کولو پروسې په پام کې نیولو دمخه، دا مشوره ورکول کیږي چې په تشبث کې د اتومات کنټرول سیسټم (ACS) پروسس کولو کې د دې ځای رامینځته کولو لپاره د سوداګرۍ د ننوتلو لپاره د دې ځای رامینځته کولو لپاره، د سوداګرۍ د ننوتلو لپاره د هغې ځای رامینځته کول. دا هغه څه دي چې دا تسلسل ښکاري.
د ونې تنې ډایګرام.
- راتلونکی موادو (ونې) ثبت کړئ. دا په لاسي ډول ترسره کیدی شي یا د اتوماتیک منلو کرښې کارول.
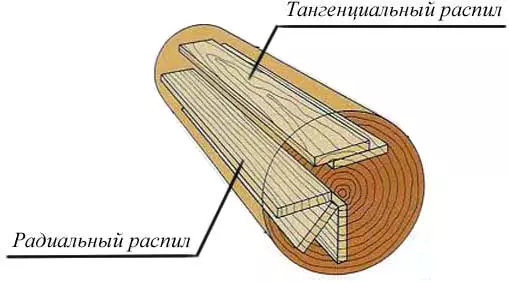
- خیال او تلاوت کول، د مثال په توګه، په بورډونو کې.
- د ځایی کرښې په کارولو سره د سیمه ایز کرښې په کارولو سره د سم ترتیب کولو بورډونه.
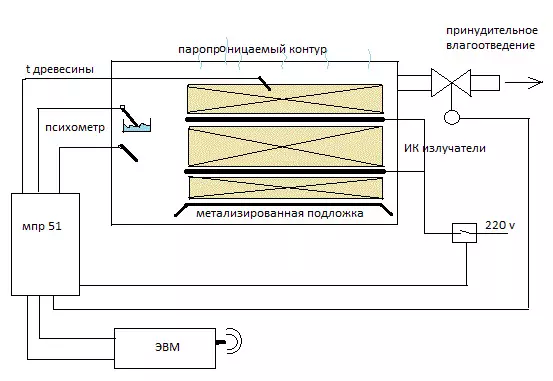
- ځانګړي ماشینونو ته د بورډونو تغذیه کول چې د وچولو پلورنځي کې د کڅوړې رامینځته کوي.
- وچې تختې او د وچولو پلورنځي کې په ډډونو کې د دوی خوځښت.
- د وچ ترتیب سره د بورډونو تغذیه کول.
بل، د کڅوړو جوړول د ترتیب کولو پایلو سره سم ترسره کیږي.
دا په ګوته کوي چې د تختو ویش د ورته ځای په ځای کولو وروسته پیل کیږي، دا د ورته پیلر څخه دی، تاسو کولی شئ په کیفیت کې مختلف مواد ترلاسه کړئ، کوم چې وچ قطع سطحه جوړوي. په ټیکنالوژیکي سلسین کې، ډول لیکه وچولو وروسته موقعیت لري.
مقاله په موضوع کې: مایع وال پیپر. د مایع وال پیپر ګټه او زیانونه
د ACSIC ټیکنالوژیک سلسله کې د شرعي موادو ترتیب کولو داسې ځای تاسو ته اجازه درکوي چې د وچیدو او منفي نورو نیمګړتیاو څخه وروسته د ټوټې ټوټې کیدو وروسته حل کړي.
د سینګ تسلیمل ترتیب کولو پروسې اتومات
د بورډ د تولید په پروسه کې، ترتیب کول دوه ځله ترسره کیږي: د وچولو لپاره او وروسته.
کله چې د دوی په پای کې د وینډو وچولو لپاره د تختې وچولو لپاره چمتووالی ونیسئ. بورډونه د ونې ډبرې سره ترتیب شوي او د کراس برخو اندازې کې. وچ وچولو وروسته، دوی په کیفیت کې ترتیب شوي او په وروستي مرحله کې په اوږدوالي کې ترسره کیږي.
د کراس برخو اندازې کې ویش د هومجیسي وچو پاکټونو رامینځته کولو لپاره اړین دی، کوم چې د ورته حالت او وچولو موده لخوا غوره کیږي. ضخامت او عرض په تخته کې هرچیرې اندازه کیږي، مګر له پای څخه 150 ملي متره ته نږدې نه دی. د ټیټ درجې بورډونو لپاره، کڅوړې یوازې د دوی ضخامت په پام کې کولی شي.
د سان لرګیو سکیم.
پدې مرحله کې، لاین آپریټر ترلاسه کړی، محصول مناسب ډرایو ته لیږي، وروسته لدې چې ډرایو د وچولو ورکشاپ ته لارښود شي. په ورکشاپ کې د وچولو کڅوړې رامینځته کیږي.
په کیفیت کې د تختو ویش د کنټرولر لخوا ترسره کیدی شي کله چې په شارکر ورکشاپ کې د تراډر میزونو باندې بورډونه. په هرصورت، په جدول کې له 7-8 بورډونو څخه ډیر جدولونه کنټرولر نلري کنټرولر به یې نکړي.
اصلي څانګه د ټرانسپورټ سپارونکو باندې ترسره کیږي. کنټرول د څو عملیاتي کنټرولرانو لخوا ترسره کیږي. دوی په ترتیب سره موقعیت لري او په لاسي ډول د بورډونو خوځښت مناسب موټر ته بدلوي.
دا میتود یوازې نه یوازې د اتوماتیک، بلکه دا ویل ناممکن دی.
د پروسې اتومات په اړه ویل کیدی شي که چیرې دا بورډ د لیږدونکي غورځنګ پرمهال څرګند شي نو ځکه چې چلونکی فرصت لري چې د ټولو خواو څخه مخنیوی وکړي او پریکړه کوي چې دا طریقې ته منسوب شي. د دې کولو لپاره، په استوایی کې یو چای دی، چې هغه کنټرولوي.
مقاله په موضوع کې: موږ د بالکوني پای په سمه توګه ترسره کوو: اساسي مقررات
چلوونکی ممکن د دې امتیاز په بدل کې د بورډونو ډولونه بدل کړي. ځینې وختونه دا پیښیږي، چې ټوله اوږدوالی په پام کې نیسي، بورډ د دریم ټولګي سره سمون لري. مګر دلته د کافي فاصلو پلاټ شتون لري چیرې چې د نیمګړتیاو شمیر د لوړې کچې اړتیاوې پوره کوي.
دا روښانه ده چې په رنګونو کې د ویش دا میتود انفلاسیون دی او یوازې د محصولاتو لږ مقدار سره مناسب تولید لپاره مناسب دی. د لوی ارګریل شرکتونو لپاره، دا اقتصادي ګټور دی ترڅو اتومات لینونه رامینځته کړي.