
För en nybörjare kan elektrodvalet bli ett problem: det finns mer än tvåhundra frimärken med olika egenskaper, uppdrag och egenskaper. Dessutom är cirka 100 frimärken lämpliga för manuell båge elektrisk svetsomriktare. Det är omöjligt att berätta om allt, ja, för en början och behöver inte. Bara kort karakterisera huvudtyperna och om vilka elektroder för invertersvetsning är mer än andra nybörjare. Detta kommer att diskutera vilken diameter som ska ta och vad man ska ställa in en ström för svetsning av olika tjocklek.
Vad är elektroden och vad att kappa
Elektroden är en metalltråd med en speciell beläggningsbeläggning. Under svetsning smälter kärnan från bågens temperatur. Samtidigt brinner och smälter en beläggning som skapar runt svetsområdet - ett svetsat bad - ett skyddande gasmoln. Det överlappar tillgången till syre som finns i luften. I förfarandet för bränning passerar beläggningsdelen av den in i det flytande tillståndet och det tunna skiktet täcker den smälta metallen, vilket också skyddar det från interaktionen med syre. Så beläggningen ger god kvalitetssöm.
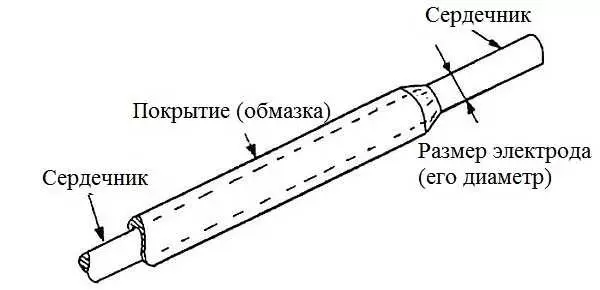
Svetselektroden består av en kärna och en skyddande beläggning
Varje elektrod innan du startar svetsinspekt: Beläggningen ska inte ha chips. Annars kommer homogen uppvärmning och högkvalitativ söm som du inte kommer att uppnå. Var fortfarande uppmärksam på elektrodens spets: Kylmedlets tjocklek ska vara densamma på alla sidor. Då kommer bågen att gå igenom mitten. Annars kommer det att flyttas. För svetsare med erfarenhet är detta instabilt, men för nybörjare kan skapa konkreta problem.
Det är nödvändigt att följa beläggningens fuktighet. Några av dem är mycket dåliga vid hög luftfuktighet (till exempel, woni). I samband med sådan "capriciousness" av beläggningen måste de lagras på ett torrt ställe, vilket garanterar hermetiska förpackningar. Du kan lägga en låda i paketet, och det finns fortfarande några påsar med salt, som är i skoboxar.
Det är inte värt att köpa våta elektroder: de kan naturligtvis torka, men deras egenskaper kommer att minska. Om det fortfarande hände så att elektroderna var dumbed, kan de torkas i en vanlig hushållsugn vid låga temperaturer (de brukar anges på förpackningen). Det andra sättet är att lägga länge i ett torrt väl ventilerat rum.

Beläggningen (skyddande beläggning) av elektroderna är: huvud, rutil, cellulosa och sura
Typer av beläggning och deras egenskaper
Det finns bara fyra typer av beläggningar.
- Grundläggande.
- Rutil.
- Fast.
- Cellulosa.
Den huvudsakliga (Woni) och cellulosabeläggningen är endast lämplig för konstant strömsvetsning. De kan användas på de ansvariga sömmarna: skapa en hållbar, elastisk söm, motståndskraftig mot chockbelastningar.

Elektroder för svetsning av mer än 200 varumärken, ca 100 av dem kan användas med manuell båge elektrisk svetsning
Två andra (rutil och sur) - kan fungera vid svetsning och variabel och likström. Men den sura beläggningen är mycket giftig: Det är möjligt att bara arbeta i lokalerna om arbetsplatsen är utrustad med en tvångsutsläpp.
Rutralbeläggningen har en grönaktig eller blå nyans, elektroderna kännetecknas av en lätt rally. De är väl antända även om omformaren har en lågslagspänning (för självsäker tändning, kräver huvudkylaren en bra volt-Ampere-karakteristik, hur man väljer en invertersvetsmaskin, läs den här.). Vid svetsning med rutila elektroder (MR-3) stakar metallen nästan inte, men slaggen är mycket och det är inte lätt: det är nödvändigt att arbeta med en hammare.
Kanske kommer du att vara intresserad av hur man lagar ett lusthus från ett metallrör eller hur man gör en ladugård på rörets ram.
Artikel om ämnet: Korrekt installation av punktlampor
Hur man väljer elektroder för invertersvetsning
Först av allt är kärnans sammansättning vald: den bör likna typen av svetsad metall. I hushållet används strukturellt stål oftast. Här är samma tråd och bör vara elektroderna. Ibland måste du fortfarande laga ett rostfritt stål. Därefter bör kärnan också vara tillverkad av rostfritt stål och för höglegering och värmebeständig, gjord av metall med samma egenskaper.Du kan utföra allt arbete på huset eller på en byggarbetsplats med bara några frimärken i elektroderna:
- MR-3.
- Woni 13/55
- ANO 21.
- OK 63.34
De är erkända av många bästa elektroder för nybörjare som arbetar med invertersvetsmaskiner: det är lättare att arbeta med dem samtidigt som de tillåter dig att koka högkvalitativa sömmar, även i avsaknad av betydande upplevelse. Nedan följer egenskaperna och den allmänna tillämpningen av de förbrukningsmaterial som många specialister anser goda elektroder för omformaren. I alla fall rekommenderas ofta nybörjare svetsare för erfarenhet.
Elektroder med rutilbeläggning MR 3

Det här är kanske de mest populära svetselektroderna för inverterare: Woni 13/55 (för att öka bildens storlek, klicka på den högra knappen)
Oftast rekommenderas nybörjare att börja utveckla svetsar med MP-3-elektroder. De är enkelt upphetsade, även med en inte mycket bra volt-ampere-kännetecken för svetsmaskinen, ger ett gott skydd av det svetsade badet, gör det möjligt att vara ganska enkelt att styra sin position. Om elektroden inte är upphetsad, rulla den vid en temperatur på 150-180 ° i 40 minuter.
Används i variabla enheter (svetstransformatorer) och med likström (svetslikriktare och omformare). Omformare är vanligtvis anslutna på omvänd polaritet (+ på elektroden). Lämplig för vilken typ av söm som helst, med undantag för vertikal från ovanför.
Läs om typerna av svetsmaskiner här.
Elektroder smp 3 noncains till kvaliteten på svetsade ytor. De kan till och med arbeta på obehandlade, belagda rost och våta detaljer. Svetsning utförs med medium (2-3 mm) eller kort båge.
Mycket viktigt för nybörjare svetsare har smp 3: de "hålla" bågen, bara arbeta dem. För detta älskar inte alla yrkesverksamma det här märket: de kallar dem bengal ljus. De är för försiktigt kokta: långsamma rörelser behövs för god uppvärmning. Att proffsen inte ska smaka, nybörjare - vad som behövs. Försök att börja lära för svetsning från MP3. Du borde alla jobba.
| Diametern hos elektroden LEZ MR-3, mm | Längd, mm. | Rekommenderad svetsström, och | Massa av förpackningar, kg | Pris, gnugga |
|---|---|---|---|---|
| 2,0 | 250. | 40-60 A. | 1,0 | 146. |
| 2,5 | 300. | 60-100 A. | 1,0 | 120. |
| 3. | 350. | 70-100 A. | 1,0 | 95. |
| fyra | 450. | 80-170 A. | 1,0 | 91. |
| fem | 450. | 130-210 A. | 1,0 | 91. |
Woni 13/55 med huvudbeläggningen

Föredragna elektroder för omriktare Woni 13/55 (för att öka storleken på bilden, klicka på den högra knappen)
Dessa är mest, kanske, utbredda och populära elektroder med huvudbeläggningen. De rekommenderas för svetsning av kol och låga legeringar. Lämplig för föreningar med ansvarsfulla strukturer. Sömmarna är slitstarka till chockbelastningar och plast, väl tolererar exponering för låga temperaturer.
Bristen på dessa elektroder: De inkuberas väl med ett tillräckligt stort värde av tomgång i omformaren (över 70 V). Den andra signifikanta nackdelen: höga krav på avdrivning och bearbetning av svetsade metaller. Om rost kvarstår på kanten, damm, smör eller andra föroreningar, kommer sömmen att vara porös.
Det är möjligt att arbeta med Woni 13/55 endast på DC-svetsmaskiner, inklusive med inverterare, under omvänd polaritet (+ matas till elektroden), med en kort båge (håll spetsen av elektroden närmare den spolade ytan). Minsta ledig spänning 65 V.
Artikel om ämnet: Varm väggar för hemvärme, fördelar och nackdelar
| Woni 13/55 elektroddiameter (tillverkare "intergosmetiz) | Längd av elektrod, mm | Rekommenderad svetsström, och | Retail Price Pack, RUB |
|---|---|---|---|
| 2,0 | 250. | 30-60 A. | |
| 2,5 | 300. | 40-70 A. | 127 rubel |
| 3. | 350. | 80-100 A. | 116 RUB |
| fyra | 450. | 130-160 A. | 111 Rubles |
| fem | 450. | 180-210 A. | 110 rubel |
ANO 21.
Denna typ av rutilbeläggningselektroder är utformad för att fungera med kolstolar med en liten tjocklek. (Läs om svetsning av tunna metaller här.) Vid användning av bågar är bågen lätt inkorporerad (inklusive undertändning), sömmen erhålls genom småsidig (från vågorna i en liten storlek) är slaggen lätt separerat. Elektroder ANO 21 kan användas för att svetsa vatten eller gasrör.

Försök att arbeta på inverterelektroderna Ano 21
Arbeta båda med variabel och konstant ström av någon polaritet. Innan svetsning är värmebehandling nödvändig: de kalcineras vid en temperatur av 120 ° C i 40 minuter.
| Diameter, mm. | Lägre position av elektroden | Vertikal position av elektroden | Elektrodstakposition |
|---|---|---|---|
| 2. | Nuvarande ström 50-90 A | Nuvarande ström 50-70 a | Aktuell styrka 70-90 A |
| 2,5 | Aktuell styrka 60-110 a | Aktuell styrka 60-90 A | Aktuell styrka 80100 a |
| 3. | Aktuell styrka 90-140 a | Nuvarande ström 80-100 A | Nuvarande ström 100-130 a |
Elektroder i rostfritt stål OK 63.34
Om du behöver laga ett rostfritt stål, försök OK 63.34. De kan också koka och strukturellt stål. I det här fallet visar det sig att sömmen med en grundvåg med en jämn övergång till metallens huvudyta. Mängden slagg är liten, passar lätt.
Denna elektrod är väl laga vertikala sömmar och 6-8 mm metall, som passerar ovanifrån. Lämplig för tvärvetenskaplig svetsning av rumpa och fina föreningar. Fungerar med en konstant och växelström av någon polaritet, minsta strokespänningen är 60 V.

Elektroder för svetsning OK 63.34
För svetsning behöver du en mask. För att arbeta lättare att arbeta, ta svetsmask-kameleon.
Hur man väljer elektrodens diameter, hur man ansluter den och vad du ska sätta aktuell styrka
Välj varumärket av elektroder för omformaren är inte allt. Även om du har bestämt, finns det minst tre frågor:
- vilken diameter av elektroden används under svetsning;
- vilken aktuell att exponera
- Vilken utgång "+" eller "-" anslut elektroden.
Om allt i ordning. Låt oss börja med hur elektrodens diameter är nödvändig för svetsning. I allmänhet rekommenderas det att gå från tjockleken på de svetsade metallerna: med små tjocklekar, tas elektroden med en diameter av samma storlek som metallen. Om du kokar metallen med 3 mm tjocklek, tar elektroderna samma storlek. Om du kokar något tjockare, tar respektive 4 mm. Men stora nybörjare elektroder kommer att fungera hårt. Börja masteringsvetsning från en metalltjocklek 3-4 mm. För att göra detta, använd 3 mm elektroder, eller som de säger "trojka".
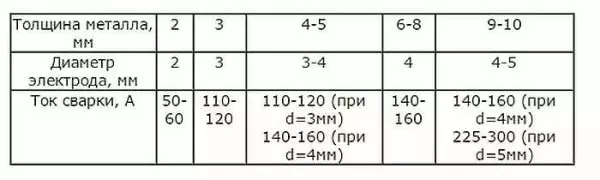
Allmänna rekommendationer för val av elektrodens diameter beroende på metallens tjocklek
Angående hur man lämnar elektroderna. I de tekniska egenskaperna på förpackningen är det troligt att elektroden är avsedd för vilken polaritet. När omvänd ansluten till den positiva utgången är elektroden ansluten till ett negativt klämma som klamras till den del. Med direkt polaritet är plus plus, minus serveras på elektroden. Eftersom det ser ut på en svetsomriktare, som visas på bilden.

Direkt och omvänd polaritet i anslutning på en svetsomriktare
Vad är skillnaden mellan dessa två typer av anslutning? Diverse riktning har ett flöde av elektroner. Som du vet flyttar elektroner från "minus" till "plus". Därför visar det därför att det element som är anslutet till "+" är uppvärmd. Ändring av anslutningslägen kan styras av metalluppvärmningsintensiteten.
Överväga flera situationer. Till exempel har du en 3 mm elektrod, en metall på 2 mm. Om delen i filen "+" kan visa sig. Därför är det i det här fallet bättre att använda den omvända polariteten vid vilken elektroden kommer att vara varm. Om du vill laga mat 6 mm med samma tre är det bättre att göra detta på en rak polaritet: så metallvärmen blir djupare och sömmar blir mer hållbara.
Artikel om ämnet: Rod för gardiner i badrummet: Egenskaper för val och installation
Hur man väljer en svetsomriktare läs här. Kanske kommer du att vara intresserad av byggandet av ett staket från den professionella golvet.
Aktuell styrka under svetsning
I allmänhet, när man installerar en elektrod, är kraften hos den svetsade strömmen för omformaren, beroende på diametern hos den använda elektroden. I allmänhet, på varje förpackning finns rekommendationer, men det är möjligt att göra utan dem: för varje millimeter diameter ta 20-30 amp av strömmen. Det visar sig ett ganska stort utbud, men då måste du ta hänsyn till hur du lägger sömmen: med en separation eller utan. För svetsning utan rivning sätts nedre strömmar, med en marginal - högre.
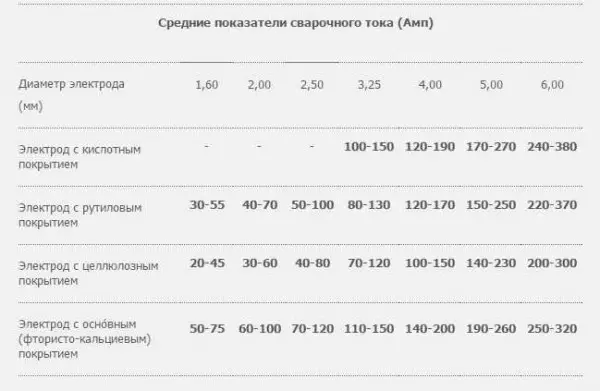
Vilken nuvarande måste du laga mat med olika elektroder (allmänna rekommendationer, exakt välj experimentväg)
Till exempel, för en elektrod med en diameter av 3 mm, erhålls den uppskattade strömmen från 60 A till 90 A. verkligen i intervallet från 30 ampere till 140 ampere. Vid svetsning utan separation är det en ström på ca 70-90 A, med en marginal - 90-120 A. Dessa parametrar kan "gå" i båda riktningarna: det beror på hastigheten på elektrodens spets, från varumärket och "avkastning" av det svetsade stålet, från sömmens läge (för vertikal och horisontell söm, sätter de lite mindre, för taket - ännu mindre).
I allmänhet, även rekommenderad av tillverkaren av strömmar - det här är inte ett krav. Börja med dem, och ta sedan upp det så att du kan arbeta bekvämt och sömmarna var bra. Du måste ha en högkvalitativ förening och förhållandet mellan aktuell styrka och hastighet du väljer den experimentella banan. Samtidigt fokusera på det svetsade badets tillstånd. Hon är din huvudsakliga kvalitetsindikator.
Du läser om hur du lagar invertersvetsning här.
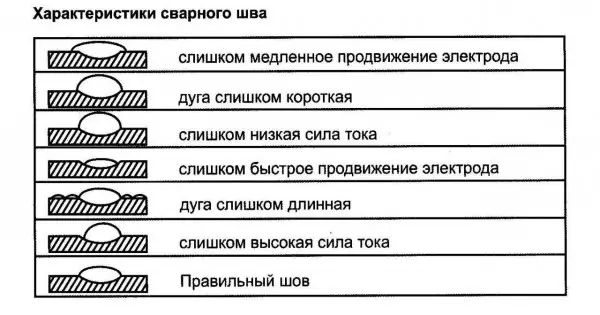
Fel som kan uppstå vid svetsning
Nu vet du inte bara hur man väljer elektroder för invertersvetsning, men också hur man ansluter dem, vilken diameter som de behövs för detta arbete och för varje typ av elektrod och söm för att välja en ström. Låt oss nu prata lite om innehavarna för elektroderna.
Hållare för elektroder
På en av svetskablarna finns en hållare (hållare), i vilken svetselektroden är införd. De är två typer:
- Med en JURO-nyckel komprimeras elektroden automatiskt när den fjäderbelastade nyckeln släpps, den släpps när den trycks på den;
- Gängad - handtaget spinnar och spinner, frigör eller klämmer fast en inmatad elektrodkärna.
Vilken är bättre? Du bestämmer, men av en slump genom att ringa nyckeln, kan du släppa elektroden under svetsning. Inget hemskt händer samtidigt, men obehagligt ...
När du väljer en elektrodhållare är det viktigaste att vara uppmärksam på styrkan hos den nuvarande som den är utformad. Välj den maximala parametern som är tillgänglig för din svetsmaskin.
Så här ansluter du kabeln till svetselektroderhållaren med en gängad klämma som visas i videon.
Nackdelen med tygshållaren är att med fjäderens fjäder är elektrodens tippkärna försvagad, varvid kontakten förvärras. Du måste sätta en ny. Hur man gör det på en klädnyp, titta i videon.
Anslut elektrodhållaren för svetsning är lätt. Endast det finns en nyans: Med frekvent operation läggs svetskabeln ut sin kant. Du kan naturligtvis förkorta kabeln och rebellera den, men det vill inte alltid skära av 10-20 cm. För detta händer inte, hitta slangen, vars inre diameter sammanfaller eller något mindre än ytterdiametern av svetskabeln. Klipp en liten bit av it - Santimetrar 15: e klippa längs. Nu kan du bära den på kabeln, dra upp och fäst den där.