
Hemlagad knivslipningsmaskin
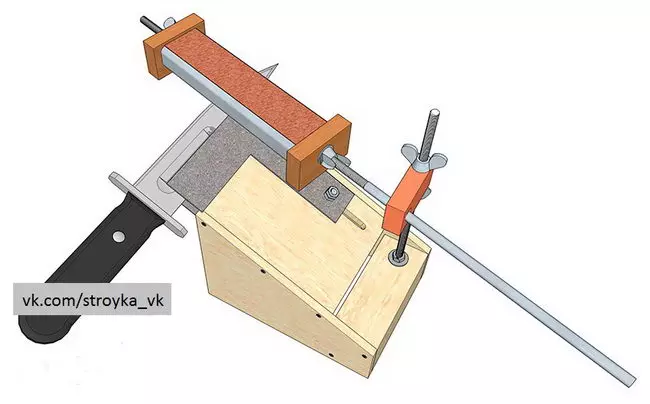
De flesta delar för en skärpmaskin kan göras bokstavligen från någonting, efter den allmänna principen på enheten. Som ett exempel tar vi en laminerad eller polerad cellulär phanener med en tjocklek av 8-12 mm, som användes överallt i tillverkningen av fall av sovjetradioteknik.
Basen ska vara svår - ca 3,5-5 kg - annars kommer maskinen att vara instabil och olämplig för att skärpa ett tungt huggverktyg. Därför välkomnas införandet av stålelement i utformningen av stålelement, exempelvis basen av huset kan "skärning" med ett hörn av 20x20 mm.
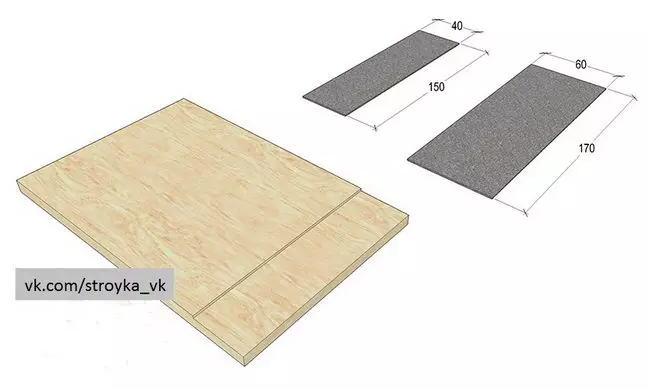
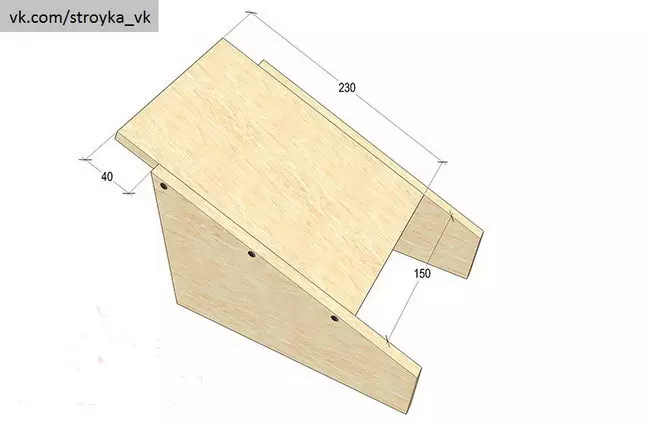
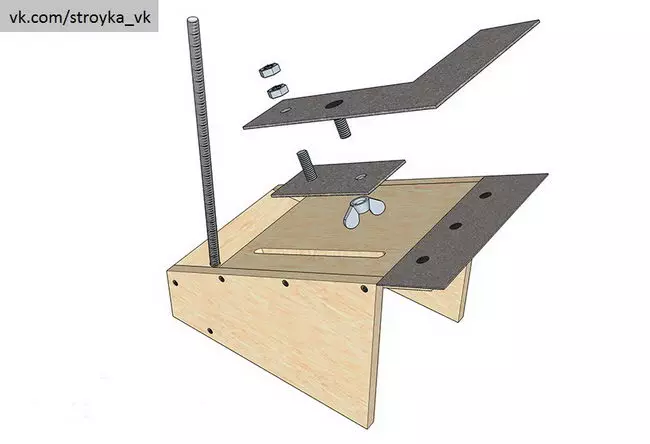
Från plywood måste du skära två delar i form av ett rektangulärt trapezium med baserna på 170 och 60 mm och en höjd av 230 mm. Med en snitt, lämna ersättningen på 0,5-0,7 mm på bearbetningen av ändarna: de måste vara raka och noggrant matcha markeringen.
Den tredje delen är det lutande planet från plywoodplattan med dimensioner på 230x150 mm. Den är installerad mellan sidoväggarnas lutande sidor, medan sidoväggens trapezoider är baserade på en rektangulär sida.
Med andra ord är basen av maskinen en slags kil, men det lutande planet ska utföra framför 40 mm. Vid slutet av sidoväggarna, skjut upp två linjer med en indragning av plywoodtjocklek i hälften. Borra i varje platta tre hål för fästelement för skruvar. Överför borren till ändarna av den lutande delen, anslut tillfälligt basdetaljerna.
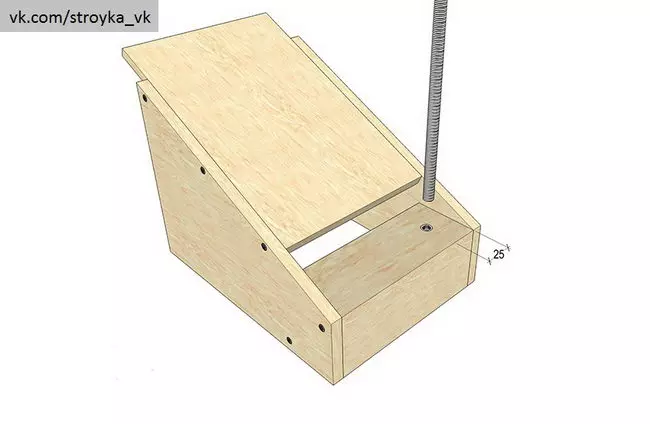
På baksidan av sidoväggarna är anslutna med baren 60x60 mm, som är fäst vid slutet med två skruvar på varje sida. I Bruke måste du göra ett 10 mm vertikalt hål med ett streck på 50 mm från mitten, det vill säga 25 mm från kanten. För att vara säker i vertikalitet är det bättre att borra en tunn borr på båda sidor och expandera sedan. Topp och botten, skruva två hål med inre tråd M10 i hålet och i dem - 10 mm Stud 250 mm lång. Här kan det vara nödvändigt att justera nedre feutside något om dess carving inte matchar hårnålen.
Artikel om ämnet: Barnrum för tjejen - 90 bästa designfoton. Den perfekta kombinationen av färg och stil!

Lageranordning.
Ta bort den platta lutande delen från basen - den måste ändras genom att tillhandahålla fixerings- och klämverktygsverktyget.
Först, läggas bort från framkanten på 40 mm och på den här linjen med en sugkniv, fyller du ett spår med ett djup av ca 2 mm. Sektions- eller skokniv från slutet av planken hacka de två toppskikten i faner, så att provet bildades, i vilket du kan investera 2 mm stålplatta med ett gemensamt plan.
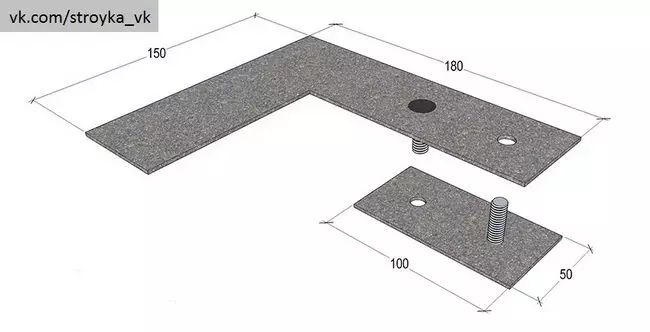
Flickvänen består av två stålstål 170x60 mm och 150x40 mm. De måste vikas ihop längs en långände med likformiga avlagringar längs kanterna och producera tre genom hål med 6 mm. Plankor för dessa hål måste fyllas med bultar, placera hattar på sidan av toppen, större tallrik. Arc svetsning läcker varje hatt, svetsar den med en tallrik och tar sedan bort tillströmningen av metall och håller plattan tills det perfekt plana planet erhålles.
Fäst en smalare svarplatta på provet på kanten och överför hålen med borren och fäst sedan flickvännbultarna. Innan det installeras kan det också magnetiseras med en konstant ström, det hjälper till att skärpa små blad.
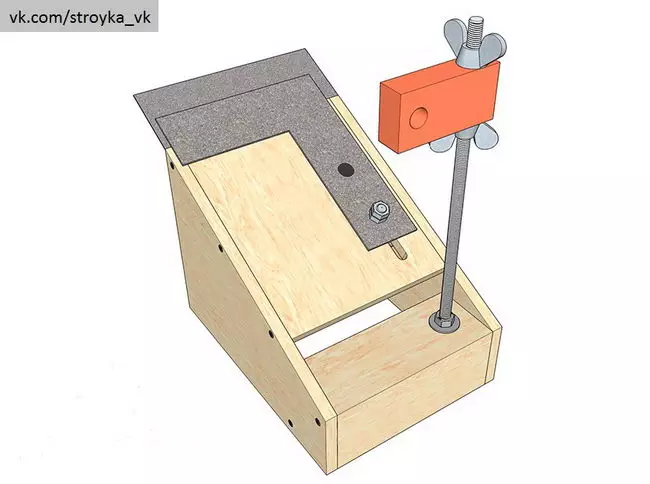
Fixeringsmekanism.
Den andra delen av flickvännen är en klämplank. Det är också gjord av två delar:
- Övre G-formad bar 150x180 mm med en bredd av hyllorna på ca 45-50 mm.
- Bottom rektangulär rektangulär layout 50x100 mm.
Detaljer måste vikas som hur de delar av flickvännen viks, med ett svar på den långsiktiga kanten av topppressaren. I mitten gör vi två hål med ett streck på 25 mm från kanterna av en liten del, genom dem är vi spända av delarna med två 8 mm bultar. Det är nödvändigt att starta dem i motsatta riktningar, medan den övre (nära) bulten är belägen på pressens delsida. Bolthattar är också svetsade till plattor och pre-slip för att få snygga rundor.
Artikel om ämnet: Översikt över mesh-limmen CMC
På den lutande plattan med ett tecken på 40 mm från kanten, svepa linjen med en linje och göra en 8 mm öppning 25 mm från de övre och nedre kanterna. Anslut layouten på kanten av hålen och pussen, gör en skärning med ersättningen. Det resulterande spåret bringas till en bredd av 8,2-8,5 mm.
Skapa en kläm och retaliatorisk stång genom spåret i tabellen. Topboard Dra åt bulten till muttern så att planet behåller minimal rörlighet, korrigera anslutningen med den andra muttern. För att klättra eller lämna stången underifrån (i basnischen) skruva nöt-lammmuttrarna till den andra bulten.
Justering av skärpsvinkeln.
På hälen, skruvas in i basstången, skissar en bred tvättmaskin och dra åt muttern så att stången inte blir roligt.
Justeringsplattan måste vara tillverkad av en liten bar med fast material med dimensioner av ca 20x40x80 mm. Ta slaktkoktor, textolit eller träfasta stenar.
15 mm från kanten av blocket borras i 20 mm på båda sidor, hålet expanderar till 9 mm och skär sedan trådarna inuti. Med ett streck på 50 mm från hålets axel borras den andra, men i en plan del av delen är det vinkelrätt mot den föregående. Detta hål bör ha en diameter av ca 14 mm, dessutom är det nödvändigt att lösa en rund Rashpil.
Blocket lindas på hälen, det är möjligt att relativt noggrant justera ögonens höjd utan ett komplext system av skruvfixatorer som i den ursprungliga maskinen, vilket i praktiken är svårt att genomföra lite svårare. Till blocket fixas vid arbete, är det nödvändigt att kontakta hennes lammmuttrar M10 på båda sidor.
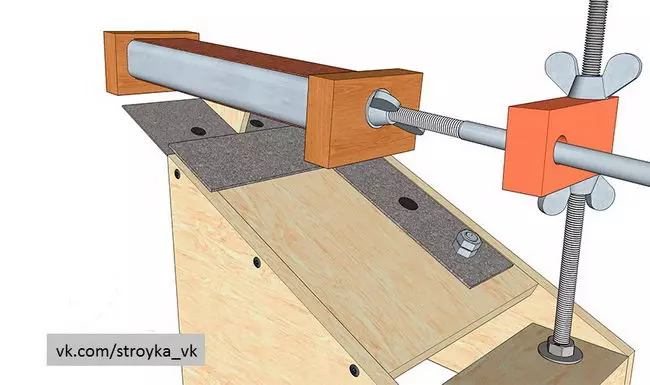
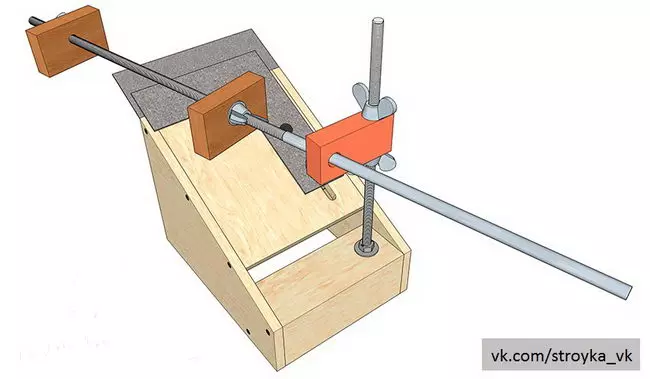
Transport och utbytbara stänger.
För en slipvagn måste du laga 30 cm segment av pylon M10 och en jämn slätstång med en tjocklek av 10 mm. Två fasta pavers med dimensioner på ungefär 50x80 mm tjock upp till 20 mm behövs också. I varje stapel i mitten och med ett streck på 20 mm från den övre kanten ska 10 mm göras.
Artikel om ämnet: Hur man monterar en soffa från pallar med egna händer?
Ett nut-lamm kyls i baren, sedan en bred tvättmaskin och två bar, tvättmaskinen och muttern igen. Mellan stroke kan du klämma rektangulära slipstenar, men det är bättre att göra flera utbytbara slipstänger.
Som grund för dem, ta en lätt aluminiumprofil med en platt del av en bredd på 40-50 mm. Det kan vara ett profil rektangulärt rör eller segment av en gammal korgprofil.
Den plana delen av bubbelpoolen och avfettas, "ögonblicket" vi håller fast vid det band av sandpapper av olika kornkorn från 400 till 1200 grit. Välj ett sandpapper på en vävnadsbasis, och på en av staplarna limar mocka läderremsan för att redigera bladen av abrasivpasta.
Hur man pekar korrekt.
För korrekt skärpa, gör några mallar från plywood med 14-20 vinklar? För skärning och 30-37? För huggkanter beror den exakta vinkeln på stålkvaliteten. Fixa bladet parallellt med flickvännens kant och tryck på den med en stapel. Justera vinkeln mellan planen på slipkudden och lutningen på bordet.
Börja skärpa en stor (P400) bar, om kanten inte har rätt vinkel. Huruvida remsan av nedstigningen har formen av en rak band utan påträngande och vågor. Minska kornigheten och gå igenom båda sidor av bladet först med P800 Brancom, och sedan P1000 eller P1200. När du skär ner bladen, håll BRU med lite ansträngning i båda riktningarna.
Efter att ha skärit bladet måste du fixa "läder" -fältet, vilket orsakade en liten mängd goe pasta. Om bladen är redigerade skickas arbetsrörelsen endast mot kanten (på sig själv), men inte mot den. Och äntligen, ett litet råd: Om du skärper knivar med polerade blad och gravering, kolla på dem med målningsskotch, så att det kläms slipmedelet lämnar reporna. Det kommer också inte att hindra ytan av flickvän vinyl självteknik.