
అటవీ కత్తిరించినప్పుడు, సాన్ కలప ఖర్చుపై ప్రభావం చూపుతుండటంతో వెంటనే ఏవైనా వినియోగం ఉంటుంది. పూర్తి ఉత్పత్తుల అవుట్పుట్ భిన్నంగా ఉండవచ్చు. ఇది అన్ని కట్టింగ్ ఆప్టిమైజ్ చేయడానికి చర్యలు దరఖాస్తు లేదో ఎలా నాణ్యత ఆధారపడి ఉంటుంది. పని యొక్క సామర్థ్యాన్ని పెంచడానికి ప్రత్యేక చర్యలు ఉన్నాయి, అవుట్పుట్ను మెరుగుపరచడం మంచిది, మరియు కత్తిరింపు నాణ్యత ఎక్కువగా ఉంటుంది. కత్తిరింపు ముందు, ప్రతిదీ లెక్కించేందుకు అవసరం. ఇది కనిపించడం కష్టం కాదు, కానీ రౌండ్ అటవీ ప్రవాహం రేటు ఒక అద్భుతమైన ఫలితాన్ని పొందటానికి లాభదాయకంగా ఉంటుంది.
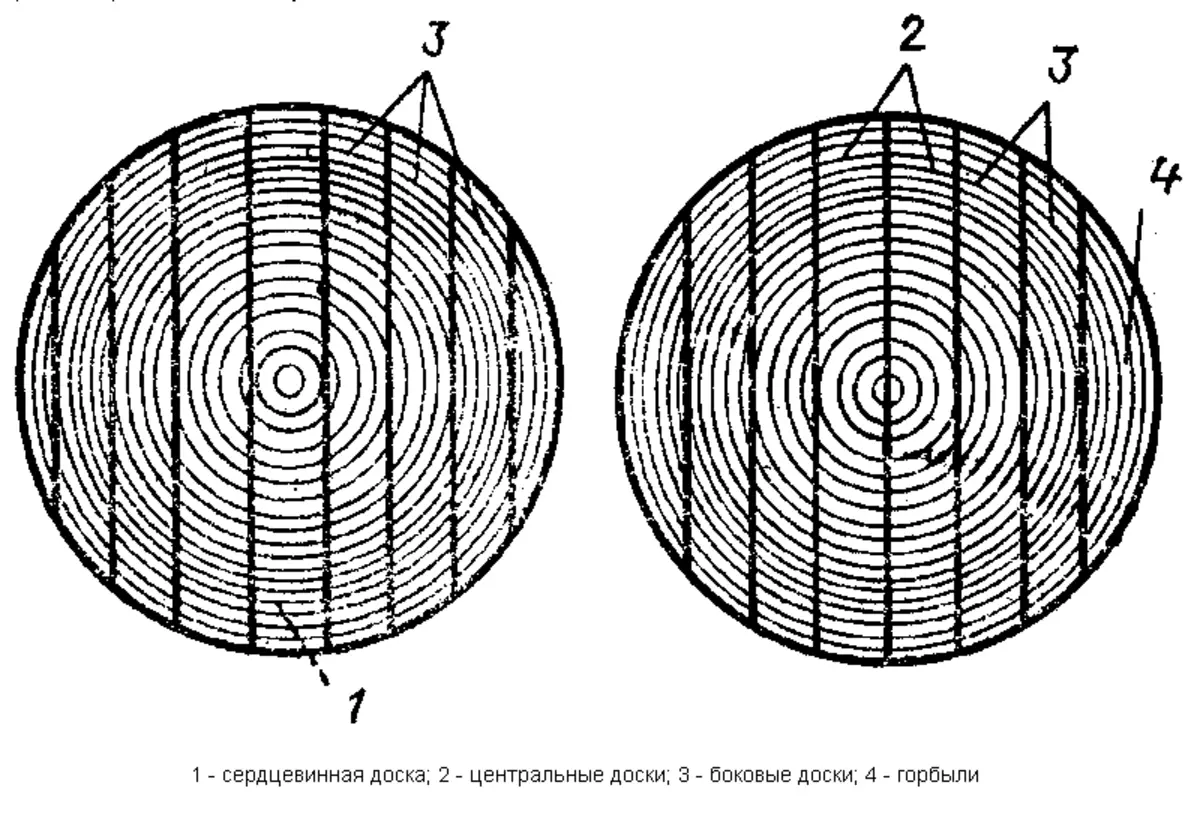
రౌండ్ చెక్కను కత్తిరించడానికి ఎంపికలు.
కటింగ్ సామర్ధ్యం పెంచడానికి ఎలా
కలప అవుట్పుట్ను గణనీయంగా ఉండటానికి, ప్రక్రియ యొక్క సామర్థ్యాన్ని పెంచడానికి ప్రత్యేక చర్యలను ఉపయోగించడం అవసరం:- ప్రత్యేక కార్యక్రమాలను ఉపయోగించినప్పుడు మాత్రమే గణన నిర్వహించబడుతుంది, మానవీయంగా తక్కువ పనితీరు ఉంటుంది, వివాహం శాతం పెద్దదిగా ఉంటుంది.
- ప్రీ-రౌండెటింగ్ తప్పనిసరిగా క్రమబద్ధీకరించబడాలి, తద్వారా ప్రాసెసింగ్ సరిగ్గా నిర్వహిస్తుంది.
- అది అధిక నాణ్యత పరికరాలు దరఖాస్తు అవసరం కటింగ్ కోసం. లేకపోతే, వ్యర్థాల మొత్తం పెద్దదిగా ఉంటుంది, మరియు ఫలితంగా కలప యొక్క నాణ్యత తక్కువగా ఉంటుంది.
- ఇది మొదట విస్తృత సాన్ కలపను తగ్గించటం ఉత్తమం, ఇరుకైన చికిత్స ఎక్కువ సమయం పడుతుంది.
- లాగ్లను దీర్ఘకాలం తీసుకోవడానికి సిఫారసు చేయబడలేదు.
- పని ముందు, పరికరాలు కాన్ఫిగర్.
పూర్తి కలప యొక్క అవుట్పుట్ భిన్నంగా ఉండవచ్చు. ఇది మొదటి దశలో బోర్డులు పొందినట్లు గుర్తుంచుకోవాలి, అప్పుడు వారు క్రమబద్ధీకరించబడతాయి. ఫలితంగా, శాతాన్ని మరింత తగ్గుతుంది, ఉదాహరణకు, ఆకురాల్చే జాతుల కోసం, అది కేవలం 10-20% మాత్రమే ఉంటుంది.
కట్టింగ్ ఆప్టిమైజ్ ఎలా
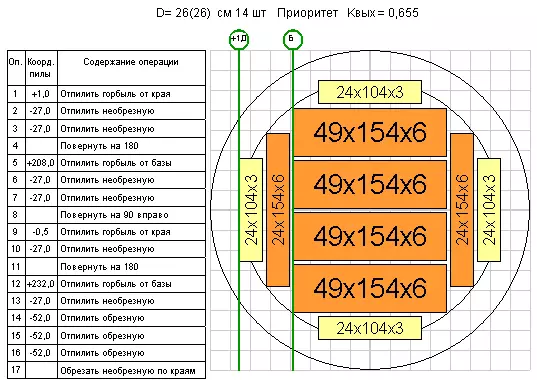
రౌండ్ అటవీ కటింగ్ యొక్క సీక్వెన్స్ మరియు పరిమాణాలు.
పైన సాన్ వస్తువుల అవుట్పుట్ చేయడానికి, కట్టింగ్ ప్రక్రియ ఆప్టిమైజ్ చేయాలి. ఇది ప్రధానంగా ఆ బిల్లేట్స్కు ముఖ్యమైన వక్రతకు వర్తిస్తుంది. ఒక రౌండ్ అటవీ వక్రత కట్, మీరు అనేక చర్యలు నిర్వహించడానికి అవసరం:
- మొదట, కేవలం సరైన అటవీ పని కోసం ఎంపిక చేయబడుతుంది. రొట్టెలు, మొలకల, మిగిలిన లాగ్లలో చివరలను పగుళ్లు ఉంటే, అప్పుడు కొన్ని సైట్లు ప్రతిబింబించే అవసరం.
- ఒక కుళ్ళిన కోర్ ఆపరేషన్ సమయంలో గుర్తించినట్లయితే, అది జాగ్రత్తగా తొలగించబడుతుంది, తర్వాత మిగిలిన భాగాన్ని తగ్గించడం సాధ్యమవుతుంది. ఇది పెద్ద నష్టాలను నివారించడానికి, అవసరమైన నాణ్యతతో 1 మీటర్ల పొడవుతో బోర్డులను పొందండి.
- అవుట్పుట్ శాతం ఎక్కువగా ఉన్నందున ఇది పెద్ద వ్యాసంతో లాగ్లను ఉపయోగించడానికి మద్దతిస్తుంది. గుణకం 1.48-2.1 ఉంటుంది, కానీ అది అన్ని వ్యాసం మీద ఆధారపడి ఉంటుంది, రౌండ్అబౌట్ యొక్క నాణ్యత, సార్టింగ్, సామగ్రి. ఫ్రేమ్ వర్క్షాప్లు కోసం, ఒక గుణకం 1.48-1.6, మరియు మిల్లింగ్ సామగ్రి తో పంక్తులు కోసం - 1.6 ఒక పెద్ద అడవి కోసం. 12 సెం.మీ. నుండి రౌండర్ వ్యాసంతో, గుణకం 2.1 యొక్క మార్క్ను అధిగమించవచ్చు.
అంశంపై వ్యాసం: మీ స్వంత చేతులతో బుక్కేస్: ఎంచుకోవడం పదార్థాలు, ఖాళీ భాగాలు, సంస్థాపన
కత్తిరించిన తర్వాత వేస్ట్ వాల్యూమ్
ఒక గొప్ప శాతంతో పూర్తి బోర్డు చేయడానికి, సరిగ్గా ప్రతిదీ సిద్ధం అవసరం, పని మాత్రమే సాంకేతిక అనుగుణంగా నిర్వహించారు చేయాలి. రౌండ్ వుడ్ శంఖాకార మరియు హార్డ్వుడ్ వేరే మార్గాన్ని ఇస్తుంది. తరువాతి సందర్భంలో, వాల్యూమ్ తక్కువ, ప్రత్యేక ఉపకరణాలు ఉపయోగించినప్పటికీ. కత్తిరింపు కత్తిరించడం మరింత సౌకర్యవంతంగా పరిగణించబడుతుంది, ఎందుకంటే ఆమెకు సరళ రేఖను కలిగి ఉంటుంది మరియు లాగ్ పెద్ద వ్యాసం కలిగి ఉంటుంది. శంఖాకార అటవీ రాటెన్ కు అవకాశం లేదు, కాబట్టి వివాహం తక్కువగా ఉంటుంది. ఆకురాల్చే జాతుల కోసం, 2 టెక్నాలజీలు సాధారణంగా ఉపయోగిస్తారు:

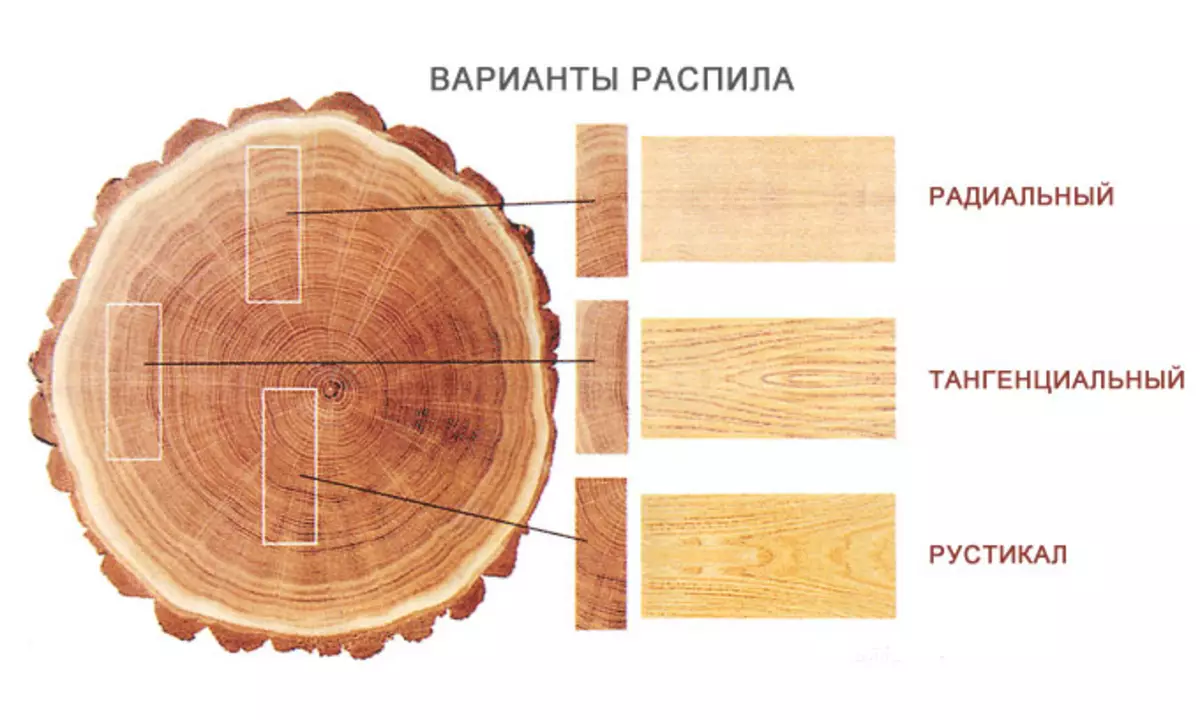
రౌండ్ అటవీ నుండి సాన్ కలప రకాలు.
- Z75, Z63 న బెల్ట్ ప్యానెల్ సహాయంతో;
- పతనం లో, ఒక సెమికర్కులర్ పదార్థం యొక్క కోర్ లోకి కట్ ఉన్నప్పుడు, ఒక బహుళ దశల యంత్రం ద్వారా ఆమోదించింది.
బెల్ట్ sawmill లో వాల్యూమ్ 40-50%. సాంకేతికతను ఉపయోగించినప్పుడు, అవుట్పుట్ భిన్నంగా ఉంటుంది, ఇది 70% కు పెంచవచ్చు, కానీ అలాంటి పని ఖర్చులు ఎక్కువగా ఉంటాయి. ఒక రౌండ్ అటవీ కట్ ఉంటే, వీటిలో పొడవు 3 మీటర్లు, అప్పుడు మీరు వివాహం శాతం చాలా పెద్దది, మరియు మిగిలిన పదార్థం ప్రాసెసింగ్ అవసరం చూడగలరు. ఇది 22x105 (110, 115) X3000 mm యొక్క సమూహాన్ని బలవంతం చేస్తుంది. అటువంటి వివాహం ఎంపికలు చాలా ఉన్నాయి. ఉదాహరణకు, ఇది వార్మోర్మ్ కావచ్చు, ఇది చాలా రచనలకు ఇక సరైనది కాదు.
కఠినమైన పదార్థం యొక్క వాల్యూమ్ను క్రమబద్ధీకరించిన తరువాత, వివిధ 0.2 ను సూచిస్తుంది, ఇది కత్తిరింపు తర్వాత పొందిన మొత్తంలో మాత్రమే 20-30% ఉంటుంది. దీని అర్థం పెంచిన రౌండ్ అటవీ మొత్తం మాస్ నుండి, ఒక సాధారణ బోర్డు యొక్క అవుట్పుట్ మాత్రమే 10-20% ఉంటుంది. మిగిలిన పదార్థాలు ప్రధానంగా వంటచెరకు కొనసాగుతాయి. అవుట్పుట్ శంఖాకార రౌటింగ్ భిన్నంగా ఉంటుంది, కానీ ఫలితంగా వాల్యూమ్ యొక్క సగటు విలువలు గమనించవచ్చు.
కలప అవుట్పుట్
కలపను ప్రాప్యత చేయడానికి సరైనది, ఇది అనేక పరిస్థితులను పరిగణనలోకి తీసుకోవాలి. సరిగ్గా గణనల కోసం, మీరు రౌండ్ చెక్క విడుదల యొక్క ఉదాహరణను పరిగణించవచ్చు. ఈ డేటా నిపుణుల నిజమైన అనుభవం మరియు పైలట్ల సూచికలలో పొందబడింది. ఇది శాతం నిష్పత్తిని పోల్చడానికి సాధ్యమవుతుంది, సరైన సగటులను లెక్కించండి.
అంశంపై వ్యాసం: పైకప్పు మీద కిరణాలు దాచడం ఎలా
Softwood క్రింది విధంగా ఉంది:
సాన్ లాగ్లో చాక్ టైటిల్.
- కత్తిరింపు సమయంలో unedged బోర్డులు మరియు ఇతర చక్కెర పదార్థాల కోసం, దిగుబడి 70% ఉంటుంది. ప్రాసెసింగ్ సమయంలో పొందిన వస్తువుల సంఖ్య, వ్యర్థం మొత్తం 30% ఉంటుంది.
- 63, 65, 75 వద్ద పాలమాలను ఉపయోగించినప్పుడు అంచుగల పదార్థం కోసం, సాన్ కలప యొక్క చిన్న ఉత్పత్తి ఉంటుంది, మొత్తం 45% ప్రాంతంలో. బెల్టులో, అవుట్పుట్ సాధారణంగా పూర్తి పదార్థం యొక్క 55-60% వరకు ఉంటుంది. సమర్థతను మెరుగుపర్చడానికి మీరు ప్రభావాన్ని ఉపయోగిస్తే, 70% అది సాధించవచ్చు, అయినప్పటికీ అది విస్తృతమైన అనుభవం అవసరం.
- డిస్క్ sawmill నుండి, 70-75% మొత్తంలో ఒక సాన్ కలపను పొందడం సాధ్యమవుతుంది, అయితే ఇది సమర్థత పద్ధతులను ఉపయోగిస్తున్నప్పుడు 80-75% కావచ్చు. కానీ మీకు అనుభవం అవసరం.
GOST 8486-86 ప్రకారం, అవుట్పుట్ యొక్క 0-3 శాతం గ్రేడ్ కోసం, సార్టింగ్ చేయకుండా, సుమారు 70%.
మరో 30% పూర్తయిన పదార్థాన్ని తిరస్కరించడం. విస్మరించబడుతున్న విషయం విస్మరించబడదు, ఇది ఇతర రకాల సాన్ కలపను తయారు చేయడానికి ఉపయోగించబడుతుంది, ఇది ఒక నిర్దిష్ట వివాహం కోసం అనుమతిస్తుంది.
కఠినమైన రౌండ్ అటవీ సమయంలో, మరొక శాతం నిష్క్రమణ గమనించబడింది:
- అసంఖ్యాక పదార్థం - 60%.
- అంచున - 35-40% వరకు, హార్డ్వుడ్ యొక్క మూలం అటవీ వక్రత సాధారణంగా పెద్దది.
అవుట్పుట్ మెరుగుపరచబడుతుంది, ఇది అదనపు సామగ్రి వర్తిస్తుంది. ఇది ఒక ప్రత్యేక బహుళ-దశ యంత్రం, ఒక అంచు కట్టింగ్ యంత్రం, ఒక సబ్గ్రైల్ యంత్రం కావచ్చు. ఈ సందర్భంలో, సుమారు 20% పెంచడానికి కలప యొక్క అవుట్పుట్ అవుతుంది. ఇచ్చిన శాతం 0-4 గ్రేడ్ బోర్డును పొందడంలో డేటా ఆధారంగా ఉంటుంది. రకాలు 0-1 క్రమబద్ధీకరించినప్పుడు, సాన్ కలప శాతం 10%. హార్డ్వుడ్ నుండి పూర్తి అంచు పదార్థం యొక్క క్యూబ్ను పొందటానికి, అసలు రౌండ్ అటవీ 10 ఘనాల బ్రేక్ అవసరం.
రౌండ్ అటవీ నుండి సాన్ కలప యొక్క అవుట్పుట్ భిన్నంగా ఉండవచ్చు. ఇది అన్ని sawmills ఉపయోగించే చెక్క ప్రారంభ జాతిపై ఆధారపడి ఉంటుంది. సామర్ధ్యం పెంచడానికి ప్రత్యేక చర్యలు మీరు సాధ్యమయ్యే కంటే ఎక్కువ శాతం పొందడానికి అనుమతిస్తుంది, కానీ ఈ కోసం మీరు కొన్ని పని అనుభవం ఉండాలి.
అంశంపై వ్యాసం: టాపిక్ గార్డెన్స్: లివింగ్ పొదలు మరియు మొక్కల నుండి అమేజింగ్ శిల్పాలు (45 ఫోటోలు)