
Sa isang pribadong bahay at sa bansa, patuloy na kailangan upang magluto ng isang bagay. Upang hindi makipag-ugnay sa mga detalye sa Pro (at hindi bayaran ito) maaari kang bumili ng isang murang welding machine at matutunan ang iyong sarili. Para sa pagkuha ng mga kasanayang ito, inirerekomenda ang DC welding machine, at sa partikular, ang mga welding inverters. Mayroon silang maliliit na sukat, timbangin kaunti, sa kanilang tulong maaari kang makakuha ng mataas na kalidad na seams kahit na walang pagkakaroon ng maraming karanasan. Ano ang pantay mahalaga, sa kategoryang ito may mga mahusay na aparato sa isang mababang presyo (5-10 libong rubles). Samakatuwid, ang hinang inverter para sa mga nagsisimula ay ang pinakamahusay na ang merkado ay maaaring mag-alok ngayon.
Ano ang isang hinang inverter at kung paano ito gumagana
Inverter Ang aparatong ito ay tinawag dahil nag-convert ito ng isang alternating kasalukuyang ng network ng 220 V na may dalas ng 50 Hz, sa mga high-frequency oscillations, at pagkatapos ay patuloy na kasalukuyang. Sa kasong ito, ang aparato ay may mataas na kahusayan: mga 85-90% at kahit na may mga malalaking maraming load, ang counter "hangin" ng kaunti. Sa anumang kaso, ang mga rabid bill ay hindi kailangang magbayad para sa iyo. Ang daloy ng rate ay bahagyang mas mataas kaysa sa walang hinang, ngunit hindi napipintong.

Ang maliit na drawer na ito ay isang inverter welding machine.
Karamihan sa mga inverter welding machine ay nagpapatakbo mula sa network ng sambahayan 220 V (may mga device at mula sa 380 V). At ito ay isa sa kanilang mga pakinabang. Bukod dito, halos hindi sila nakakaapekto dito, i.e. Huwag "umupo" na pag-igting. Tulad ng para sa mga kapitbahay, maging kalmado: hindi nila malalaman na ikaw ay nakikibahagi sa hinang. Ang ikalawang mahalagang plus ay maaari silang higit pa o mas mababa ang trabaho sa ilalim ng pinababang boltahe. Dapat mong, siyempre, tumingin sa mga katangian, ngunit sa 170 sa karamihan ng mga ito, pinapayagan pa rin nito ang elektrod na may 3 mm elektrod. Ito ay napakahalaga lalo na para sa kanayunan, kung saan ang mababang boltahe ay karaniwan kaysa sa isang pagbubukod.
Ano ang mabuti para sa mga newbies - na isang arko na may inverter welding at makakuha at pinananatiling mas madali. At sa pangkalahatan, ayon sa marami, ito ay nagluluto mula sa "softer" at ang kanyang arko ay "mas madali". Kaya gusto mong matutong magluto - subukan muna ang unang inverter welding.
Sa pagpili ng mga welding inverters para sa Home at Dacha basahin dito.
Mga Pangunahing Kaalaman ng Welding Inverter.
Upang magsimula sa, maunawaan namin ang disenyo ng hinang inverter. Ang "pagpupuno" ay hindi isasaalang-alang ito, susuriin natin na mula sa itaas at kung ano ang kailangang gamitin.

Ano ang inverter welding machine (upang madagdagan ang laki ng larawan, mag-click dito ng tamang key mouse)
Ang aparatong ito ay isang maliit na metal na kahon, na, depende sa kapangyarihan weighs mula sa 3 kg hanggang 6-7 kg. Ang pabahay ay karaniwang metal, ang ilang mga tagagawa ay gumagawa ng mga butas ng bentilasyon dito - para sa mas mahusay na paglamig "pagpuno" (karamihan transpormador). Para sa pagdala ay may isang sinturon, kung minsan mayroon ding hawakan: ang sinturon ay inilalagay sa balikat kung ang gawain ay nangangailangan ng paggalaw.
Sa isa sa mga panel ay may isang key o isang switch ng toggle ng kuryente. Sa harap ng kapangyarihan at overheating indicator. Mayroon ding mga knobs ng boltahe at hinang kasalukuyang. Gayundin sa front panel mayroong dalawang output - "+" at "-" kung saan ang mga operating cable ay konektado. Ang isang cable ay nagtatapos sa isang clamp clamp na clings sa bahagi, ang pangalawang - ang elektrod holder. Ang kapangyarihan cable connector ay bilang isang panuntunan, sa likod. Iyon talaga ang lahat.
Artikulo sa paksa: Paggamot ng drywall bago ang malagkit na wallpaper: Ano ang kasama dito
Kapag bumibili ng isang inverter, bigyang-pansin ang mga cable ay mahaba at may kakayahang umangkop: mas maginhawang magtrabaho. Ito ay sa di-sapat na mahaba at matibay na manggagawa cable Karamihan sa lahat ng mga reklamo mula sa mga gumagamit ng sikat na tatak ng hinang inverter aparato "Resanta".
Ang mga pangkalahatang prinsipyo ng pagtatrabaho sa invertor welding machine ay sinabi sa video na ito.
Hinang inverter para sa mga nagsisimula
Tulad ng anumang electrical welding, ang metal na natutunaw ay nangyayari dahil sa init ng electric arc. Ito ay nangyayari sa pagitan ng hinang elektrod at ang welded metal. Upang lumikha ng isang arko, sila ay konektado sa kabaligtaran pole: ang isa ay nagsilbi "+", sa pangalawang "-".
Kapag kumokonekta sa elektrod sa "minus" at ang mga detalye sa "plus" compound ay tinatawag na "direct". Kung ang "plus" ay nagsilbi sa elektrod - ang koneksyon ay kabaligtaran. At ang iba pang pagpipilian ay ginagamit sa panahon ng hinang, ngunit para lamang sa mga riles ng iba't ibang mga kapal: pabalik - para sa hinang ng manipis na riles; Direktang - para sa hinang makapal na riles (higit sa 3 mm makapal). Ngunit ito ay hindi isang hindi mapag-aalinlanganan panuntunan, kung minsan ay dumating sa paligid.

Direktang at reverse polarity ng koneksyon sa isang welding inverter
Ano ang division na dulot sa pagsasanay? Proseso ng physics. Ang mga electrodes sa kaganapan ng isang arc paglipat mula sa isang minus sa plus. At mayroon ding positibong sisingilin sa parehong oras, ang pagtaas ng temperatura nito. Samakatuwid, ang elemento na nakakonekta sa positibong exit, ay higit pa. Kapag hinang riles ng sapat na kapal, kailangan nila upang magpainit nang maayos upang sila fuse at ang tahi ay mataas na kalidad. Samakatuwid, naglilingkod sila "+". Manipis na metal, sa kabaligtaran, ang overheating ay maaaring sunugin at sila kumapit sa ito "minus", mas malakas kaysa sa pinainit elektrod mula sa kung saan mayroong higit pa tunaw metal sa tahi.
Posible na maayos na lutuin ang metal inverter kung ang elektrod ay mahusay na kinokontrol. Upang gawin ito, kailangan mong kunin nang tama ang may hawak. Paano ito gawin, tumingin sa video.
Paano ang pinagtahian ay nabuo sa panahon ng hinang.
Upang welding ang inverter upang maging mas malinaw, isaalang-alang kung ano ang nangyayari sa pagbuo ng isang tahi. Upang magsimula, tinukoy namin na ang hinang elektrod para sa hinang riles ay binubuo ng isang metal core at patong - isang espesyal na patong na nagsasara ng welding area mula sa contact na may oxygen na nakapaloob sa hangin. Magbasa nang higit pa tungkol sa mga electrodes para sa mga inverters, basahin dito.
Ngayon talaga ang tungkol sa proseso ng hinang. Ang electrical arc ay nabuo kapag ang core ng elektrod at metal (kung paano huwag pansinin ang arko na basahin lamang sa ibaba). Kasabay nito, ang patong ay nagsisimula sa pagsunog. Ito ay bahagyang natunaw, nagiging isang likidong estado, bahagyang nagiging gas. Ang mga gas na ito ay nakapaligid sa welding zone - isang welded bath. Hindi nila "masira ang" oxygen mula sa hangin mula sa molten metal. Ang bahagi ng coolant, na inilipat sa isang likidong estado, ay sumasaklaw sa molten metal, na lumilikha ng pangalawang layer ng proteksyon. Pagkatapos ng paglamig, ito ay nagiging isang mag-abo na sumasaklaw sa pinagtahian sa isang tinapay. At sa yugtong ito, pinoprotektahan ng slag ang mainit na metal mula sa oxygen.

Paano ang hinang inverter
Ngunit ang slag at proteksyon ay malayo mula sa tanging proseso na nangyayari, at dapat kontrolin. Kapag hinang, ito ay kinakailangan upang matiyak na ang lugar ng koneksyon ng dalawang piraso ng metal warmer ay pantay at sapat. Ang parehong mga item ay dapat matunaw sa parehong distansya mula sa gilid. Para sa pagpainit na maging pare-pareho, kailangan mong i-hold ang parehong distansya mula sa dulo ng elektrod sa bahagi. Hindi madaling gawin: ang elektrod ay natunaw sa panahon ng hinang, at ang mga particle ng molten metal nito ay inililipat sa arko. Samakatuwid, may isang may-ari ng elektrod dahan-dahan upang maging mas malapit sa bahagi. Ngunit hindi pa ito nagtatapos ang pamamaraan ng hinang na may elektrod. Kailangan pa ring isulat ang kanyang dulo ng "sumulat" ng ilang mga hugis - zigzags, lupon, mga puno ng pasko, atbp. Pinapayagan ka nila na gumawa ng mga seams mas malawak at magmadali ng dalawang detalye. Ang pinaka-karaniwang paggalaw ng elektrod ay iniharap sa larawan sa ibaba.
Artikulo tungkol sa paksa: laggers para sa sahig: ang laki ng bar at tulad ng isang distansya sa pagitan ng mga lags, ang talahanayan at ang sahig kung paano palakasin, ang aparato sa bahay
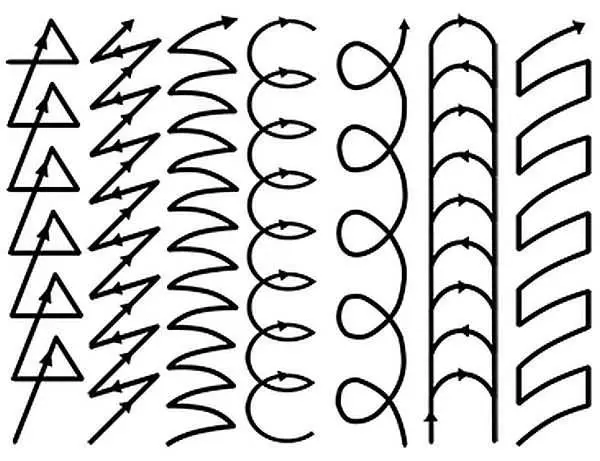
Mga paggalaw ng elektrod sa panahon ng hinang inverter: para sa mga nagsisimula, kailangan ng mga welder na magtrabaho ng ilang paggalaw sa automatismo.
Iyon ay, ang paglipat ng elektrod ay kinakailangan mula sa gilid sa gilid sa lapad ng tahi sa isa sa mga trajectory, habang pinapanood ang welded bath ay, at kahit na mas mababa ang elektrod bilang elektrod ay pinalawig, na sumusuporta sa distansya sa bahagi pare-pareho . Ito ay isang mahirap na gawain na nakatayo bago nais na matutong magluto ng metal. Ang welding inverter ay mas simple - ang arko ay pare-pareho at hindi tumalon, ngunit sa simula ay hindi ka maaaring gumana.
Sa video na ito na may napakalaking paghina, ang proseso ng paglilipat ng mga particle ng metal mula sa elektrod sa isang welded bath at kung paano ito nabuo.
Paano matutunan ang weld metal inverter.
Simulan ang pag-aaral mula sa Ignition Arc. Upang gawin ito, kakailanganin mo bukod sa aparatong, metal (5-6 mm makapal) at ang elektrod pa rin mask at kragi (siksik na katad na guwantes) ng manghihinang, pati na rin ang masikip na damit at sapatos mula sa makapal na balat - upang protektahan laban sparks at scale.
Magsimulang magtrabaho mula sa pagkonekta ng mga welding cable. Ang napiling elektrod ay ipinasok sa may hawak (para sa mga starter, kumuha ng MP 3 na may diameter na 3 mm - madali silang ignited at pinakuluang). Pagkatapos ng kapangyarihan kasama, ang kasalukuyang hinang ay nakatakda (tingnan ang talahanayan). Para sa elektrod 3 mm, isang kasalukuyang ng 90-120 A. Kasalukuyang sa proseso ng hinang ay maaaring iakma. Kung nakikita mo na hindi ito isang roller, ngunit ilang mga hindi naaayon guhitan, dagdagan ito. Kung, sa kabaligtaran, ang metal ay napaka likido at ilipat ang welded bath ay mahirap, bawasan. Ang mga setting ay nakasalalay sa makina at ang napiling elektrod. Kaya subukan, baguhin. Ang pag-on ng kasalukuyang magsuot ng maskara ng welder (ang mga bagong dating ay mas madaling magtrabaho sa maskara ng kamelyo), maaari kang magtrabaho.
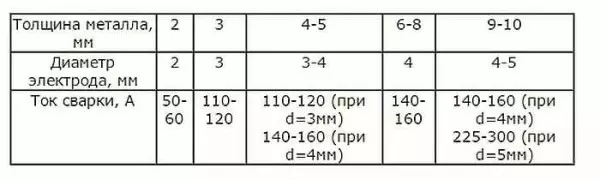
Mga pangkalahatang rekomendasyon para sa pagpili ng diameter ng elektrod depende sa kapal ng metal
Ang welding inverter para sa mga nagsisimula ay nagsisimula sa pag-aaral ng arc ignition. Mayroong dalawang mga pamamaraan: maraming beses upang patumbahin ang dulo ng elektrod sa detalye o linawin ang mga ito bilang isang tugma. Ang parehong mga pamamaraan ay gumagana. Paano magiging mas madali para sa iyo na gamitin. Ngunit para sa hinaharap, tandaan na ang chirk ay kinakailangan kasama ang linya ng tahi - upang ang mga bakas ng produkto ay nanatili. Upang labanan ang arc sustainably, kailangan mong magsanay para sa isang habang at magsunog ng ilang mga electrodes.
Kapag ang arko ay naiilawan nang walang anumang mga problema, maaari mong ilipat sa - upang makabisado ang mga paggalaw. Gumawa ba ng mga roller sa isang makapal na metal. Sa metal plate gumuhit ng isang chalk line na papalitan ang iyong tahi. Pagkatapos ay mag-apoy sa arko. Sa lugar kung saan ito ay nagpahinga, metal melts at sakop sa isang pelikula ng likido mag-abo. Ang lugar na ito ay tinatawag na welding bath. Narito kailangan mong ilipat ka kasama ang iginuhit na linya. Gawin itong isa sa mga paggalaw na ipinapakita sa figure sa itaas.
Artikulo tungkol sa paksa: joints at gaps sa pagitan ng banyo at pader - kung ano ang gagawin?
Sa paliguan gumagalaw, ang elektrod ay kailangang bahagyang tagilid, humigit-kumulang sa isang anggulo ng 50-45 °. May isang mas malaking sulok, ang isang tao ay mas mababa. Sa pangkalahatan, Pagkiling sa elektrod, binago mo ang laki (lapad) ng welded bath. Maaari kang mag-eksperimento: Mayroong maraming iba't ibang mga diskarte sa hinang at mahalaga lamang para sa tahi na maging mataas ang kalidad, at kung paano mo ito makamit - ang iyong negosyo, lalo na dahil ikaw ay gagana para sa iyong sarili para sa iyong sarili.
Mayroong dalawang pangunahing posisyon ng operating ng elektrod: isang anggulo pasulong at isang anggulo likod. Kapag hinang isang anggulo pasulong, nakakakuha kami ng isang mas maliit na pag-init, ang tahi ay makakakuha ng mas malawak. Ang pamamaraan na ito ay ginagamit kapag hinang manipis na riles . Tolstick Weld, bilang isang panuntunan, isang anggulo pabalik.
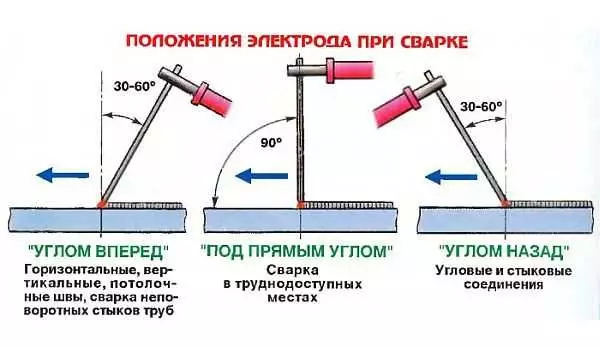
Mga posisyon ng elektrod sa panahon ng hinang at kanilang paggamit
Ngunit ang anggulo ng pagkahilig ay hindi lahat ng mga parameter na kailangang mapaglabanan. Mayroon pa ring haba ng arko. Ito ang distansya mula sa dulo ng elektrod hanggang sa ibabaw ng bahagi. Ang average na arko ay 2-3 mm, maikli - 1 mm o sa pangkalahatan, ang haba ay mahaba - 5 mm at higit pa - bago ang paghihiwalay. Nagsisimula ang pagsasanay sa trabaho sa gitna ng arko. Hold up sa metal 2-3 mm. Pagkatapos ay ang tahi ay magiging mas maliit at mas mahusay: na may masyadong maraming puwang ng arc ay nagsisimula upang tumalon, ang pagpainit metal ay hindi sapat, ang tahi ay nagtataka, ang koneksyon ay hindi kapani-paniwala. Sa isang maikling arko, ang isa pang problema ay nangyayari - ang tahi ay masyadong matambok dahil sa ang katunayan na ang warming zone ay masyadong maliit. Hindi rin ito maganda, dahil ang pagputol ay nananatiling - grooves kasama ang tahi sa bahagi - ang pinababang lakas ng koneksyon.

Ang haba ng welding arc at ang epekto nito sa kalidad ng seam
Lumalawak para sa isang habang sa pagtula ng mga rollers na may iba't ibang mga paggalaw, sundin mo kung paano ang rollers ay ang parehong lapad, ang mga natuklap ng surfacing ay may humigit-kumulang sa parehong mga sukat, maaari mong subukan upang lutuin ang mga seams. Maaari mong basahin ang tungkol sa mga uri ng mga seams at koneksyon, pati na rin ang kanilang paghahanda dito, at maaari mong makita ang isa pang aralin "hinang para sa Teapots".
Mga Pangunahing Kaalaman ng Welding Inverter para sa mga Nagsisimula Lahat. Ang pagsasanay lamang ay nananatiling: kailangan mong lime hindi isang elektrod para sa pagsasanay. Kahit na hindi isang kilo. Kapag ang kamay mismo ay gumawa ng lahat ng paggalaw, ang lahat ay tila ganap na simple.
Upang ma-secure ang kaalaman na nakuha, tingnan din ang video clip na ito. Ito ay iminungkahi na magsimula ng isang maliit na tuwid na kamay nang walang elektrod, nagtatrabaho sa kilusan na may hawak na lapis sa kamay. Gayundin isang mahusay na pagpipilian, marahil siya ay mukhang mas katanggap-tanggap. Sa klase ng video na ito sa welding inverter para sa mga nagsisimula ay napaka-makatwirang, ang lahat ay simple at naa-access. Kung may ilang mga ambiguities, tingnan. Nauunawaan mo kung paano maayos na lutuin ang welding ng inverter. Para sa novice welders ng maraming kapaki-pakinabang.
At sa wakas, ang ilang mga tampok ng pagpapatakbo ng welding inverters. Natatakot sila sa alikabok, lalo na ang metal. Samakatuwid, ito ay kanais-nais sa tabi ng mga ito na hindi gamitin ang gilingan at isagawa ang regular na paglilinis na may vacuum cleaner sa loob (pagkatapos makumpleto ang warranty period). Hindi inirerekomenda na magtrabaho sa ulan o sa wet premises. Ito ay totoo lalo na sa mga mababang gastos na mga modelo ng sambahayan. Kahit na mayroon silang proteksyon laban sa electric shock, ngunit ito ay mas mahusay na pinigilan.
Sa pamamagitan ng pagpili ng mga electrodes, bigyang pansin ang lugar ng paggamit: dapat silang maging angkop para sa direktang kasalukuyang. Kapag hinang sa malaking kasalukuyang o boltahe, ang operasyon mode ay paulit-ulit. Tinukoy ito para sa bawat aparatong nasa pasaporte.