
Башлап бетүче эретүчеләр өчен электрод сайлау проблемасы булырга мөмкин: ике йөздән артык маркадан артык маркалар бар, алар төрле үзенчәлекләр, бирем һәм үзенчәлекләр бар. Моннан тыш, якынча 100 маркада кул белән сугару өчен кул эш электрсыз инвертер өчен яраклы. Барысы турында, әйе, башлау өчен, кирәк түгел, кирәк түгеллеген сөйләү мөмкин түгел. Төп төрләрне кыскача характерлый һәм инвертер эретеп ябыштыру өчен электродлар башка яңа. Бу диаметры нинди диаметрны һәм төрле калынлыкның эретеп ябыштыру өчен нәрсә туплау турында сөйләшәчәк.
Электрод нәрсә һәм пальто нәрсә
Электрод - махсус каплау белән металл чыбык кисәге - каплау. Эретеп ябыштыру вакытында, үзәк ARC температурасыннан эри. Шул ук вакытта эретеп ябыштыру мәйданында барлыкка килгән каплау - эретеп торган мунча - саклагыч газ болыт. Ул һавада булганда кислородка керә. Яну процессында аның каплау өлеше сыек хәлгә керә һәм нечкә катлам эретелгән металлны каплый, аны шулай ук аны кислород белән үзара бәйләнештән саклыйлар. Шуңа күрә каплау яхшы сыйфатлы намаз бирә.
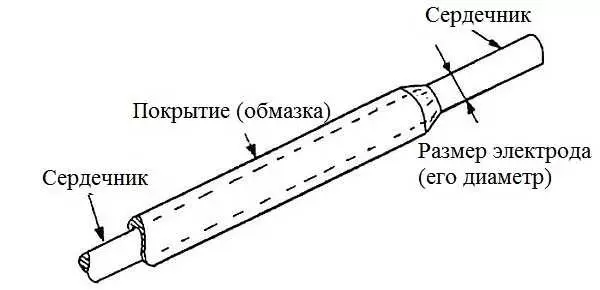
Эретеп ябыштыру Электрод төп һәм саклагыч каплаудан тора
Эретеп ябыштыру башланганчы теләсә нинди электрод: каплау чиплары булырга тиеш түгел. Otherwiseгыйсә, бертөрле җылы һәм югары сыйфатлы тегү сезгә ирешмәссез. Электрод очына әле дә игътибар итегез: суыткычның калынлыгы барлык якларда да бер үк булырга тиеш. Аннары ARC үзәк аша узачак. Otherwiseгыйсә, ул үзгәртеләчәк. Валерлар тәҗрибәсе өчен бу тотрыксыз, ләкин башлап җибәрүчеләр өчен сизелерлек проблемалар тудырырга мөмкин.
Каплау дымыннан барырга кирәк. Аларның кайберләре югары дымлылыкта бик начар (мәсәлән, җиңү өчен). Каплауның мондый "кинәтлеге" белән бәйле рәвештә, алар герметик төрүне тәэмин итү өчен коры урында сакланырга кирәк. Сез пакеттагы тартма сала аласыз, һәм тозлы капчыклар бар, ул аяк киемендә.
Дым Электродлар сатып алырга тиеш түгел: алар, әлбәттә, коры, ләкин аларның характеристикалары кимия күрә алалар. Электродлар думбед булса, алар түбән температурада (алар гадәттә пакетта күрсәтелгән гади хуҗалык белән киптерергә мөмкин. Икенче юл - коры складлы бүлмәдә озак вакыт кую.

Электродларның каплау (саклагыч каплау): төп, рутиле, целлюлоза һәм кислоталар
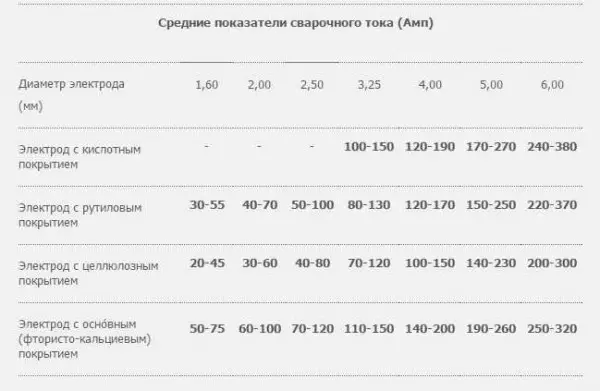
Каплау һәм аларның характеристикалары
Фатларның дүрт төре генә бар.
- Төп.
- Рутиле.
- Каты.
- CellyLosic.
Төп (ман) һәм целлюльосик каплау даими агымдагы эретү өчен генә яраклы. Аларны җаваплы тегүләрдә кулланырга мөмкин: чыдам, эластик тегү, шок-йөкләргә чыдам.

200-дән артык маркада эретеп ябыштыру өчен электродлар, якынча 100 маркада, якынча 100 маркада кулланма ARC электр эретеп ябыштырырга мөмкин
Тагын ике (рутил һәм кычыткан) - эретеп ябышканда, үзгәрүчән һәм туры токта эшли ала. Ләкин кычыткан каплау бик агулы: эш урыны мәҗбүри эскиз белән җиһазландырылган очракта гына эшләргә мөмкин.
Каты каплау яшел яки зәңгәр күләгәгә ия, электродлар җиңел митинг белән аерылып тора. Алар инвертерның аз интеркуктурасы булган булса да, алар яхшы бәйләнәләр (төп суыткыч яхшы вольт-емпер характеристика таләп итә, тerverer эретеп ябыштыру машинасын ничек сайларга, аны монда укыгыз.). Рутил Электродлар (MR-3) белән эретеп ябышканда диярлек чәчми, ләкин шлак бик күп һәм бу җиңел түгел: чүкеч белән эшләргә кирәк.
Бәлки, сез металл торбадан газезебоны яки торба рамкасында ничек түшәк ясарга телисездер.
Тема буенча мәкалә: нокта лампаларын дөрес урнаштыру
Тилвертер эретеп ябыштыру өчен электродларны ничек сайларга
Беренчедән, төплек композициясе сайланды: ул эретелгән металл төренә охшарга тиеш. Өйдә структур корыч еш кулланыла. Менә бер үк чыбык һәм электродлар булырга тиеш. Кайвакыт сез һаман да табышсыз корыч пешерергә тиеш. Аннары, үзәк шулай ук басенке корычтан, биеклектә һәм җылылыкка чыдамлыкта бер үк характеристикалар белән ясалырга тиеш.Сез бөтен эшне өйдә яки электродларның берничә маркасын кулланып, төзелеш мәйданында башкара аласыз:
- 3 нче әфәнде.
- 13/55 җиңде
- Ано 21.
- Ярар 63.34
Алар инвертер эретеп ябыштыру машиналары белән эшләүчеләр өчен бик күп электродлар тарафыннан танылган: алар белән эшләү җиңелрәк, шул ук вакытта алар сезгә зур тәҗрибә булмауда да югары сыйфатлы тегүләргә кайтачаклар. Түбәндә характеристикалар һәм күп белгечләрнең инвертер өчен яхшы электродлар турында уйлавы бар. Ничек кенә булмасын, алар еш кына яңа теләк эретеп ябыштыручыларга тәҗрибә тупларга киңәш итәләр.
Котлы каплау белән электродлар

Бу, бәлки, инвертерлар өчен иң популяр эретеп ябыштыру электродлары: WIni 13/55 (рәсемнең зурлыгын арттыру өчен, IT-төймәсенә басыгыз)
Еш кына, инвестис MP-3 Электродлары белән эретеп ябыштырышлар үсешен башларга киңәш ителә. Аларны бик яхшы вольт-емпер характеристикасы белән дә җиңел кыйныйлар, эретеп ябыштыргыч мунчадан яхшы яклау бирегез, аның позициясен контрольдә тоту бик җиңел булырга мөмкинлек бирә. Әгәр дә электрод уята торган булса, аны 400-180 ° температурада 40 минут.
Үзгәрүчән җайланмаларда кулланыла (гадәттән тыш трансформаторлар) һәм туры агым белән (эретеп ябыштыргычлар һәм инвертерлар). Инвертерлар гадәттә кире изге күренешкә бәйле (+ электродта). Теләсә нинди тегү өчен яраклы, югарыдан вертикальдән кала.
Монда эретеп ябыштыру машиналары турында укыгыз.
Электрофод M3 3 эретеп ябыштырылган өслекләрнең сыйфаты. Алар хәтта дәваланмаган, капланган дат һәм дым детальләре белән эшләргә мөмкин. Эретеп ябыштыру уртача (2-3 мм) яки кыска дугада үткәрелә.
Яңа эретеп ябыштыручылар өчен бик мөһим MP3: Алар Аркны яхшы ", алар эшлә. Моның өчен барлык профессионаллар да бу брендны яратмыйлар: аларны бенгаль утлар дип атыйлар. Алар бик әкрен генә кайнатыла: әкрен хәрәкәтләр яхшы җылыту өчен кирәк. Уңайлык тәменә, башлап җибәрүчеләр - нәрсә кирәк. MP3-тан эретү өчен өйрәнүне башларга тырышыгыз. Сез барыбыз да эшләргә тиеш.
| Электрод Леезның диаметры-3, мм | Озынлыгы, мм. | Тәрбияләү токы тәкъдим ителә, һәм | Пакетлар массасы, кг | Бәя, сөртү |
|---|---|---|---|---|
| 2.0 | 250. | 40-60 А. | 1.0 | 146. |
| 2.5 | 300. | 60-100 A. | 1.0 | 120. |
| 3. | 350. | 70-100 A. | 1.0 | 95. |
| дүрт | 450. | 80-170 A. | 1.0 | 91. |
| биш | 450. | 130-210 А. | 1.0 | 91. |
Төп каплау белән 13/55 җиңде

Сакчагыча өстенлекле электродлар 13/55 (рәсемнең зурлыгын арттыру өчен, аңа уң төп тычканга басыгыз)
Бу иң күп, бәлки, киң таралган һәм популяр электродлар. Аларны эретеп ябыштыру һәм түбән элелек кораблары өчен тәкъдим ителә. Җаваплы структуралар кушылмалары өчен яраклы. Тегүләр йөкләрне шаккатырырга һәм пластик, түбән температураларга яхшы түземлек белән шөгыльләнәләр.
Бу электродларның булмавы: алар инвертерда җитәрлек зур кыйммәт белән генә инкубациялиләр (70 V-V). Икенче мөһим кимчелек: эретеп ябыштырылган металлларны каплау һәм эшкәртү өчен югары таләпләр. Әгәр дә кырыйда, тузан, май яки башка пычраткыч матдәләр булса, тегү туй булыр.
Woni 13/55 белән DC эретеп ябыштыру вакытында эшләргә мөмкин, шул исәптән тыгызрак полярлашу белән (электрод белән тукланалар), кыска д белән (электродка очлары (пешерелгән өскә күмелгән өскә). Минималь буш көчәнеш 65 V.
Тема буенча мәкалә: Өй җылыту, өстенлекләр һәм кимчелекләр өчен җылы стеналар
| 13/55 электрод диаметры (җитештерүче "интергосметиз) | Электродның озынлыгы, мм | Тәрбияләү токы тәкъдим ителә, һәм | Ваклап сату бәясе пакет, сөртегез |
|---|---|---|---|
| 2.0 | 250. | 30-60 А. | |
| 2.5 | 300. | 40-70 А. | 127 сум |
| 3. | 350. | 80-100 A. | 116 RUB |
| дүрт | 450. | 130-160 A. | 111 сум |
| биш | 450. | 180-210 А. | 110 сум |
Ано 21.
Бу төр рутил каплау электродлары кечкенә калынлыктагы углерод табыну белән эш итү өчен эшләнгән. (Монда нечкә металллар эретеп ябышканда укыгыз.) АРК җиңел кертелгәндә, душ җиңел кертелгәндә, тегү кечкенә яклы (кечкенә зурлыктагы дулкыннардан), шлак җиңел аерылган. AROS 21 электры су яки газ торбаларын куллану өчен кулланылырга мөмкин.

Күзәтүче ANO 21 белән эшләргә тырышыгыз
Теләсә нинди полярлыкның үзгәрүчән һәм даими агымы белән эшләгез. Эретелгәнче җылылык белән дәвалану кирәк: алар 400 ° C температурада 40 минутка калтыраналар.
| Диаметры, мм. | Электродның аскы позициясе | Электродның вертикаль позициясе | Электрод түшәм позициясе |
|---|---|---|---|
| 2. | Хәзерге көч 50-90 а | Хәзерге көч 50-70 а | Хәзерге көч 70-90 а |
| 2.5 | Хәзерге көч 60-110 а | Хәзерге көч 60-90 а | Хәзерге көч 80100 а |
| 3. | Хәзерге көч 90-140 а | Хәзерге 80-100 а | Хәзерге көч 100-130 а |
Датсыз Корычта электродлар ярый 63.34
Әгәр дә сез басып торган корыч пешерергә тиеш булсагыз, әйбәт 63.34. Алар шулай ук кайнатырга һәм структур корыч. Бу очракта ул металлның төп өслегенә шома күчү белән тайгак дулкынлана. Шляция күләме кечкенә, җиңел туры килә.
Бу электрод вертикаль тегүләр, өстән төшүдән 6-8 мм металл пешерә. Мультизciplinary Butt һәм яхшы кушылмаларны эретеп ябыштыру өчен яраклы. Теләсә нинди полярлыкның даими һәм алмаштыргыч токы белән эшли, минималь инструкция инструкциясе 60 V.

Эретеп ябыштыру өчен электродлар 63.34
Эретеп ябыштыру өчен сезгә битлек кирәк булачак. Эшләү җиңелрәк эшләргә, эретеп ябыштыру маска-хамелеонны алыгыз.
Электродның диаметрын ничек сайларга, аны ничек тоташтырырга һәм агымдагы көч куярга
Инвалер өчен электродлар брендын сайлагыз барысы да түгел. Сез карар кабул иткән булсагыз да, ким дигәндә өч сорау бар:
- Электродның диаметры эретеп ябыштыру вакытында кулланыла;
- нинди ток фаш итү;
- Электродны тоташтыра.
Барысы турында. Электродның диаметры эретеп ябыштыру өчен кирәклеген башлыйк. Гомумән алганда, эретеп торган металлларның калынлыгы белән дәвам итәргә киңәш ителә: кечкенә калынлык белән, электродның диаметры металл белән бер үк зурлык белән алынган. 3 мм калынлыктагы металлны кайнатсагыз, электродлар бер үк зурлыкта. Әгәр дә сез калынрак нәрсә кайнатсагыз, тиешенчә 4 мм. Ләкин зур яңа яңа сайлаучылар бик тырышып эшләячәк. Металл калынлыктан 3-4 мм. Моның өчен 3 мм электрод кулланыгыз, яисә "Тройка" диләр.
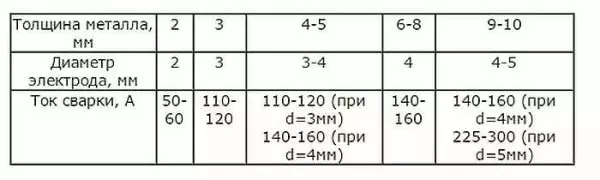
Металл калынлыгының калынлыгы белән электродның диаметрын сайлау өчен гомуми тәкъдимнәр
Электродлардан ничек чыгу турында. Пакеттагы техник үзенчәлекләрдә, мөгаен, электрод нинди полярлык өчен эшләнгән. Позитив тормышка ашыкканда, электродның тискәре клипка тоташтырылган, ул өлешләргә ябышылган тискәре клипка тоташтырылган. Туры полярлык белән плюс аерылышу белән минус, минус элеккардә хезмәт итәләр. Эретеп ябыштыру күзәтүчелегендә охшаганлыктан, фотода күрсәтелгәнчә.

Эретү инвалидлыгы турында тоташуның туры һәм кире басмасы
Бу ике төр тоташрыксызлык арасында нинди аерма бар? Төрле юнәлештә электроннар агымы бар. Белүегезчә, электроннар "минус" дан "плюс" га күчә. Шуңа күрә, эретеп чыкканда, "+" белән бәйләнгән элемент көчлерәк дип кычкыра. Бәйләнеш режимын үзгәртү металл җылыту интенсивлыгы белән идарә ителергә мөмкин.
Берничә ситуацияне карап чыгыйк. Мәсәлән, сезнең 3 мм электрод бар, 2 мм металл бар. Әгәр дә өлешкә "+" файл бирергә мөмкин. Шуңа күрә, бу очракта, электродның җылы булачагын кире өйрәнү полярлыгын куллану яхшырак. Әгәр дә сез бер үк өчне пешерергә телисез икән, моны туры полярлык белән эшләү яхшырак: шуңа күрә металл җылыту тирәнрәк булачак, депрессиясез булачак.
Тема буенча мәкалә: ваннадагы пәрдәләр өчен таяк: сайлау үзенчәлекләре һәм урнаштыру үзенчәлекләре
Монда эретү инвалидын ничек сайларга. Бәлки, сез профессиональ идәннән койма төзелеше белән кызыксынырсыз.
Эретеп ябышканда агым көче
Гомумән, электродны урнаштырганда, инвертер кулланылган электродның диаметрына карап куелган. Гомумән, һәр пакетта тәкъдимнәр бар, ләкин аларсыз эшләргә мөмкин: eachәрбер миллиметр диаметры өчен 20-30 AMP. Ул шактый киң, аннары сез тегүне ничек куярга тиеш, аеру белән яки аннан башка. Төшү өчен, аскы агымнар, маржа - югарырак.
Төрле электродлар белән пешерергә кирәк (гомуми тәкъдимнәр, төгәл эксперимент юлны сайлагыз)
Мәсәлән, диаметры 3 мм белән электрод өчен, фаразланган ток 60 а 90 анан алып 30 amps-ның 140 ампсына кадәр эшли. Аерылмыйча эретеп ябышканда, маржа белән якынча 70-90 а, 90-120. Бу параметрлар ике юнәлештә дә "йөриләр" була ала: бу электродның очының тизлегенә, брендтан һәм эретелгән корычтан "Уңышлы корыч" юлы (вертикаль һәм горизонталь тегү өчен, алар түшәм өчен - хәтта азрак).
Гомумән, агымнар җитештерүче тарафыннан хәтта тәкъдим ителә - бу таләп түгел. Алардан башлап, шуңа күрә сез үзегезне уңайлы һәм тегүләр белән шөгыльләнә алырлык итеп алыгыз. Сездә югары сыйфатлы кушылма булырга тиеш, һәм хәзерге көч һәм тизлекнең катнашуы Сез эксперименталь юлны сайларсыз. Шул ук вакытта эретеп торган мунча штатына игътибар итегез. Ул сезнең төп сыйфатлы күрсәткеч.
Сез монда инвертерны ничек пешерү турында укыйсыз.
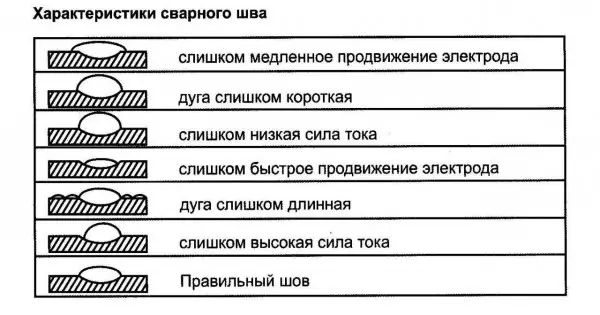
Эретеп ябышканда булырга мөмкин хаталар булырга мөмкин
Хәзер сез инверверсыз эретеп ябыштыру өчен электродларны сайларга гына түгел, ә аларны ничек тоташтыру өчен, аларның диаметры, һәм бу эш өчен нинди DIamse һәм Team токы өчен кирәк. Хәзер алексорлар өчен бераз сөйләшик.
Электродлар өчен ияләр
Эретеп ябыштыру кабельләренең берсендә тоткыч (хуҗа), анда эретеп ябыштыру элеккеге кертелгән. Алар ике төрле:
- Juро ачкычы белән электрод язгы ачкыч чыгарылганда автоматик рәвештә кысыла, анда басылганда азат ителә;
- Җеп - тоткыч әйләнү, әйләндерү, азат ителгән электрод үзәгендә әйләнү, чыгып яки кысылу.
Кайсысы яхшырак? Сез карар кабул итәсез, ләкин ачкычны чакыру өчен очраклы рәвештә, сез электродны эретеп ябыша аласыз. Бер үк вакытта коточкыч нәрсә түгел, ә күңелсез ...
Электрод хуҗасын сайлаганда, иң мөһиме - хәзерге вакытта эшләнгән ток көчен игътибар итү. Сезнең эретеп ябыштыру машинасы өчен максималь параметрны сайлагыз.
Видеода күрсәтелгән җепле кыскыч белән кабельне ничек тоташтырырга.
Киемнең кимчелекләре - яз чишмәсе белән, элеккомның үзәге зәгыйфьләнә, контактка якынлаша. Сез яңасын куярга тиеш. Аны әзерләүдә ничек эшләргә, видеога карагыз.
Электрод хуҗасын эретеп ябыштыру җиңел. Бер нуанс кына бар: еш эшләү белән эретеп ябыштыру кабеле аның кырын куя. Сез, әлбәттә, кабельне кыскартып, аны фетнә кыскартырга мөмкин, ләкин ул һәрвакытта 10-20 см өзәргә теләми, шлангны табыгыз, шланг, тышкы диаметр, тышкы диаметры яки бераз азрак эчәк кабель. Аның кечкенә кисәген кисегез - Сантиметрлар 15нче. Хәзер сез аны кабельдә киеп, аны анда күтәрә аласыз.