
Для початківця зварника вибір електрода може стати проблемою: є більше двохсот марок з різними властивостями, призначенням і характеристиками. Причому близько 100 марок підходять для ручного дугового електрозварювання інверторними апаратами. Розповісти про всі неможливо, так, для початку, і не потрібно. Просто коротко охарактеризуємо основні типи і про те, які електроди для инверторной зварювання більше інших підходять новачкам. Ще мова піде про те, який діаметр брати і який виставляти струм для зварювання металу різної товщини.
Що таке електрод і для чого обмазка
Електрод - це шматок металевого дроту зі спеціальним покриттям - обмазкой. Під час зварювання сердечник плавиться від температури дуги. Одночасно горить і плавиться обмазка, що створює навколо області зварювання - зварений ванни - захисне газова хмара. Воно перекриває доступ кисню, що міститься в повітрі. У процесі горіння обмазки частина її переходить в рідкий стан і тонким шаром покриває розплавлений метал, також захищаючи його від взаємодії з киснем. Так що обмазка забезпечує хорошу якість шва.
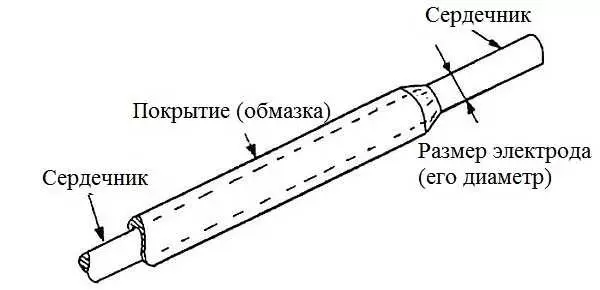
Зварювальний електрод складається з сердечника і захисного покриття
Будь-електрод перед початком зварювання оглядають: покриття не повинно мати відколів. В іншому випадку однорідного прогріву і якісного шва ви не досягнете. Ще зверніть увагу на кінчик електрода: товщина обмазки повинна бути однаковою з усіх боків. Тоді дуга буде виходити по центру. В іншому випадку вона буде зміщена. Для зварювальників з досвідом це нестрашно, а ось для новачків може створити відчутні проблеми.
Необхідно стежити за вологістю обмазки. Деякі з них при підвищеній вологості запалюються дуже погано (наприклад, УОНИ). У зв'язку з такою «примхливістю» обмазки, зберігати їх потрібно в сухому місці, забезпечивши по можливості герметичну упаковку. Можна коробку укладати в пакет, а ще туди класти кілька пакетиків з сіллю, що бувають в взуттєвих коробках.
Купувати вологі електроди не варто: їх можна, звичайно, висушити, але їх характеристики при цьому знизяться. Якщо все-таки сталося так, що електроди відсиріли, їх висушити можна в звичайній побутовій духовці при невеликих температурах (вони вказуються зазвичай на упаковці). Другий спосіб - покласти на тривалий термін в сухе добре провітрюється.

Обмазка (захисне покриття) електродів буває: основний, рутилового, целюлозної і кислої
Види обмазки і їх характеристики
Розрізняють всього чотири види покриттів:
- Основне.
- Рутилове.
- Кисле.
- Целюлозне.
Основне (УОНИ) і целюлозне покриття підходить тільки для зварювання на постійному струмі. Вони використовуватися можуть на відповідальних швах: створюють міцний, еластичний шов, стійкий до ударних навантажень.

Електродів для зварювання понад 200 марок, близько 100 з них може використовуватися при ручного дугового електрозварювання
Два інших (рутилове і кисле) - можуть працювати при зварюванні і змінним, і постійним струмом. Але кисле покриття дуже токсична: працювати в приміщеннях можна тільки якщо робоче місце обладнане примусовою витяжкою.
Рутилового обмазка має зеленуватий або синій відтінок, електроди відрізняються легким розпалом. Вони добре запалюються навіть якщо інвертор має низьку напругу холостого ходу (для впевненого розпалювання основний обмазки потрібна хороша вольт-амперна характеристика, як вибрати інверторний зварювальний апарат, читайте тут.). При зварюванні рутиловими електродами (МР-3) метал майже не бризкає, зате шлаку буває багато і відходить він непросто: доводиться працювати молотком.
Можливо вас зацікавить як зварити альтанку з металевої труби або як зробити сарай на каркасі з труби.
Стаття по темі: Правильний монтаж точкових світильників
Як вибрати електроди для инверторной зварювання
В першу чергу підбирають склад сердечника: він повинен бути подібним до типу зварюваного металу. У домашньому господарстві найчастіше використовуються конструкційні стали. Ось з такою ж дроту і повинні бути електроди. Іноді ще доводиться варити нержавійку. Тоді сердечник теж повинен бути з нержавійки, причому для високолегованих і жаростійких роблять з металу з такими ж характеристиками.Виконати всі роботи по дому або на будівництві можна з використанням всього декількох марок електродів:
- МР-3
- УОНИ 13/55
- АНО 21
- ОК 63.34
Вони визнані багатьма кращими електродами для новачків, які працюють з інверторними зварювальними апаратами: з ними працювати простіше, в той же час, вони дозволяють варити якісні шви навіть при відсутності значного досвіду. Нижче наведені характеристики і загальне застосування тих витратних матеріалів, які багато фахівців вважають хорошими електродами для інвертора. У всякому разі, їх часто рекомендують початківцям сварщикам для напрацювання досвіду.
Електроди з покриттям рутилу покриттям МР 3

Це, мабуть, найпопулярніші серед новачків зварювальні електроди для інверторів: УОНИ 13/55 (Щоб збільшити розмір картинки клацніть по ній правою клавішею мишки)
Найчастіше новачкам радять починати освоєння зварних швів з електродами МР-3. Вони легко розпалюються, навіть при не дуже хорошій вольт-амперної характеристики зварювального апарату, дають хороший захист зварної ванни, дозволяють досить легко контролювати її стан. Якщо електрод не розпалювати, прожарити його при температурі 150-180 ° протягом 40 хвилин.
Застосовуються в апаратах зі змінним (зварювальні трансформатори) і з постійним струмом (зварювальні випрямлячі і інвертори). До інверторів зазвичай підключаються на зворотній полярності (+ на електроді). Підходять для будь-якого типу шва, крім вертикального зверху-вниз.
Про типи зварювальних апаратів читайте тут.
Електроди МР 3 некапризним до якості поверхонь, що зварюються. Ними можна працювати навіть на необроблених, покритих іржею і вологих деталях. Сварка ведеться середньої (2-3 мм) або короткою дугою.
Дуже важлива для початківців зварників особливість МР 3: вони добре «тримають» дугу, працювати ними просто. За це не всі професіонали люблять цю марку: називають їх бенгальськими вогнями. Занадто м'яко вони варять: для гарного прогріву необхідні повільні рухи. Що профі не до смаку, новачкам - те, що треба. Спробуйте почати навчання зварюванні саме з МР3. У вас все повинно вийти.
| Діаметр електрода ЛЕЗ МР-3, мм | Довжина, мм | Рекомендований зварювальний струм, А | Маса пачки, кг | Ціна, руб |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 з основною обмазкою

Яким надається перевага професіоналами електроди для інвертора УОНИ 13/55 (Щоб збільшити розмір картинки клацніть по ній правою клавішею мишки)
Це самі, мабуть, широко поширені і популярні електроди з основним покриттям. Вони рекомендовані для зварювання вуглецевих і низьколегованих сталей. Підходять для з'єднань відповідальних конструкцій. Шви виходять міцними до ударних навантажень і пластичними, добре переносять вплив низьких температур.
Недолік цих електродів: вони добре розпалюються тільки при достатньо великому значенні холостого ходу у інвертора (вище 70 В). Другий істотний недолік: високі вимоги до зачистки і обробки металів, що зварюються. Якщо на кромці залишиться іржа, пил, масло або інші забруднення, шов буде пористим.
Працювати з УОНИ 13/55 можна тільки на зварювальних апаратах постійного струму, в тому числі і з інверторами, при зворотній полярності (+ подають на електрод), причому короткою дугою (тримати кінчик електрода ближче до зварюваної поверхні). Мінімальна напруга холостого ходу 65 В.
Стаття по темі: Теплі стіни для опалення будинку, переваги і недоліки
| Діаметр електрода УОНІ 13/55 (виробник «Межгосметіз) | Довжина електрода, мм | Рекомендований зварювальний струм, А | Роздрібна ціна пачки, руб |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Цей тип електродів з покриттям рутилу покриттям призначений для роботи з вуглецевими сталями невеликої товщини. (Про зварюванні тонких металів читайте тут.) При їх використанні дуга розпалюється легко (в тому числі і при повторному розпаленні), шов виходить мелкочешуйчатого (з хвиль невеликого розміру), шлак відділяється легко. Електроди АНО 21 можна використовувати для зварювання водопровідних або газових труб.

Спробуйте для роботи на инверторе електроди АНО 21
Працюють як зі змінним так і постійним струмом будь-якої полярності. Перед зварюванням необхідна термічна обробка: їх прожарюють при температурі 120 ° C протягом 40 хвилин.
| Діаметр, мм | Нижнє положення електрода | Вертикальне положення електрода | Стельове положення електрода |
|---|---|---|---|
| 2 | сила струму 50-90 А | сила струму 50-70 А | сила струму 70-90 А |
| 2,5 | сила струму 60-110 А | сила струму 60-90 А | сила струму 80100 А |
| 3 | сила струму 90-140 А | сила струму 80-100 А | сила струму 100-130 А |
Електроди по нержавіючій сталі ОК 63.34
Якщо вам необхідно зварити нержавійку, спробуйте ОК 63.34. Ними ж можна варити і конструкційні стали. При цьому виходить шов з дрібної хвилею з плавним переходом до основної поверхні металу. Кількість шлаку невелике, відбивається легко.
Цим електродом добре варити вертикальні шви а металі 6-8 мм, проходячи зверху-вниз. Підходить для багатопрохідної зварювання стикових і нахлестних з'єднань. Працює з постійним і змінним струмом будь-якої полярності, мінімальна напруга холостого ходу - 60 В.

Електроди для зварювання ОК 63.34
Для зварювання вам ще знадобиться маска. Щоб простіше було працювати, беріть зварювальну маску-хамелеон.
Як вибрати діаметр електрода, як його підключити і яку виставити силу струму
Вибрати марку електродів для інвертора ще не все. Навіть якщо ви визначилися, залишаються, як мінімум, три питання:
- який діаметр електрода використовувати при зварюванні;
- який струм виставити;
- до якого виходу «+» або «-» підключити електрод.
Про все по порядку. Почнемо з того, який діаметр електрода необхідний для зварювання. Загалом рекомендують виходити з товщини зварювальних металів: при невеликих товщинах електрод беруть з діаметром того ж розміру, що і метал. Якщо ви варите метал 3 мм товщини, то і електроди берете аналогічного розміру. Якщо варите щось більш товсте, відповідно берете 4 мм. Але великими електродами новачкам працювати буде складно. Починайте освоювати зварювання з товщини металу 3-4 мм. Для цього використовуйте електроди 3 мм, або як кажуть «трійку».
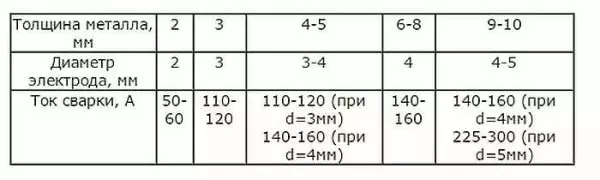
Загальні рекомендації по вибору діаметра електрода в залежності від товщини металу
Щодо того, як якого виходу підключати електроди. У технічних характеристиках на пачці, швидше за все, зазначено, для якої полярності призначений електрод. При зворотному підключенні до позитивного виходу підключають електрод, до негативного затиск, який чіпляють на деталь. При прямій полярності на деталь садять плюс, на електрод подають мінус. Як це виглядає на зварювальному инвертор, показано на фото.

Пряма і зворотна полярність підключення на зварювальному инвертор
Чим відрізняються ці два типи підключення? Різне напрямок має потік електронів. Як відомо, електрони рухаються від «мінуса» до «плюса». Тому при зварюванні виходить, що той елемент, який підключений до «+» гріється сильніше. Змінюючи режими підключення можна управляти інтенсивністю нагрівання металу.
Розглянемо кілька ситуацій. Наприклад, у вас електрод 3 мм, метал 2 мм. Якщо на деталь подати «+» може вийти прогар. Тому в цьому випадку краще використовувати зворотну полярність, при якій буде більше грітися електрод. Якщо ви тієї ж трійкою хочете зварити 6 мм метал, краще це робити на прямий полярності: так розігрів металу буде більш глибоким і шов вийде більш міцним.
Стаття по темі: Штанга для штори в ванну кімнату: особливості вибору та установки
Як вибрати зварювальний інверторний апарат читайте тут. Може вас зацікавить будівництво паркану з профнастилу.
Сила струму при зварюванні
У загальному випадку при установці електрода сила зварного струму для інвертора виставляється в залежності від діаметра використовуваного електрода. Взагалі, на кожній пачці є рекомендації, але можна обійтися і без них: на кожен міліметр діаметра беруть 20-30 Ампер струму. Виходить досить широкий діапазон, але далі потрібно ще врахувати як будете класти шов: з відривом або без. Для зварювання без відриву ставлять нижчі струми, з відривом - вищі.
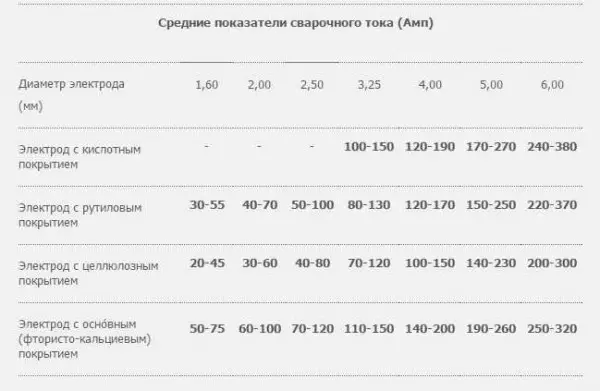
Яким струмом потрібно варити при різних електродах (загальні рекомендації, точно підбирайте досвідченим шляхом)
Наприклад, для електрода діаметром 3 мм розрахунковий струм виходить від 60 А до 90 А. Реально працюють в діапазоні від 30 Ампер до 140 Ампер. При зварюванні без відриву виставляють струм порядку 70-90 А, з відривом - 90-120 А. Ці параметри можуть «гуляти» в обидві сторони: залежить ще від швидкості руху кінчика електрода, від марки і «плинності» зварюваної сталі, від положення шва (для вертикального і горизонтального шва ставлять трохи менше, для стельового - ще менше).
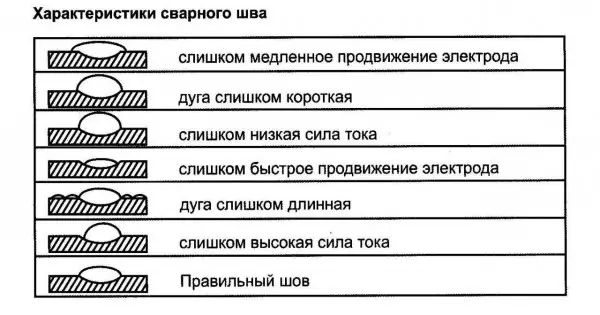
Загалом, навіть рекомендовані виробником струми - це далеко не вимога. Починайте з них, а потім підбирайте так, щоб вам було зручно працювати і шов виходив хороший. У вас повинно вийти якісне з'єднання, а співвідношення сили струму і швидкості руху ви підберете експериментальним шляхом. При цьому орієнтуйтеся на стан зварної ванни. Вона - ваш головний показник якості.
Про те як правильно варити инверторной зварюванням читайте тут.
Помилки, які можуть виникнути під час зварювання
Тепер ви знаєте як, як вибрати електроди для инверторной зварювання, а й як їх підключити, якого діаметру вони вам потрібні для цієї роботи, і як для кожного типу електрода і шва підібрати струм. Тепер поговоримо трохи про власників для електродів.
Тримачі для електродів
На одному з зварювальних кабелів є власник (держак), в який вставляється зварювальний електрод. Вони є двох типів:
- з клавішею-курком, в них затискається електрод автоматично при відпуску Підпружинені клавіші, звільняється при натисканні на неї;
- різьбові - рукоятка закручується і розкручується, звільняючи або затискаючи вставлений сердечник електрода.
Який з них краще? Вирішувати вам, але випадково натиснувши на клавішу, можете упустити електрод під час зварювання. Нічого страшного не відбувається при цьому, але неприємно ...
При виборі електродного держака головне звертати увагу на силу струму, на яку він розрахований. Вибираєте по максимальному параметру, який доступний для вашого зварювального апарату.
Як підключати кабель до утримувача зварювального електрода з нарізним затискачем показано у відео.
Недоліком держателя-прищіпки є те, що із часом пружина, підтискає сердечник електрода послаблюється, контакт погіршується. Доводиться ставити новий. Як це робити на держаку-прищіпки дивіться у відео.
Підключити тримач електрода для зварювання нескладно. Тільки є один нюанс: при частій роботі зварювальний кабель перетирається його краєм. Можна, звичайно, вкоротити кабель і перезаделать його, але не завжди хочеться відрізати навіть 10-20 см. Щоб цього не відбувалося, знайдіть шланг, внутрішній діаметр якого збігається або трохи менше, ніж зовнішній діаметр зварного кабелю. Відріжте невеликий його шматок - сантиметрів 15-і розрізати вздовж. Тепер його можна надіти на кабель, підтягнути вгору і там закріпити.