
Máy mài dao tự chế
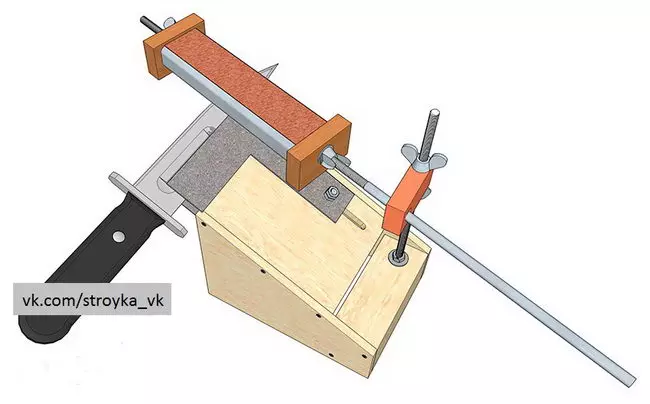
Hầu hết các bộ phận cho một máy mài có thể được thực hiện theo nghĩa đen từ bất cứ điều gì, theo nguyên tắc chung của thiết bị. Ví dụ, chúng tôi lấy một phanen xen kẽ hoặc đánh bóng với độ dày 8-12 mm, được sử dụng ở khắp mọi nơi trong sản xuất các trường hợp của các trường hợp kỹ thuật vô tuyến Xô Viết.
Cơ sở phải cứng - khoảng 3,5-5 kg - nếu không máy sẽ không ổn định và không phù hợp để mài dụng cụ cắt nặng. Do đó, việc bao gồm các yếu tố thép trong thiết kế các yếu tố thép được hoan nghênh, ví dụ, đế của vỏ có thể là "cắt" với một góc 20x20 mm.
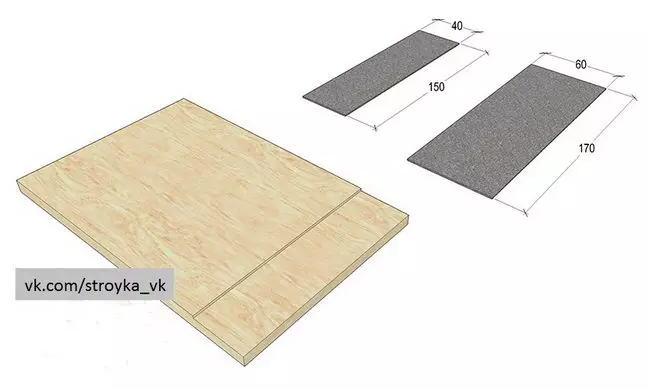
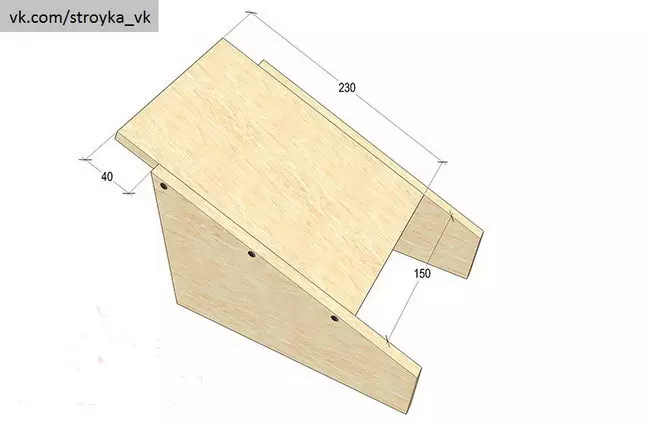
Từ ván ép bạn cần cắt hai phần dưới dạng một hình tam quả hình chữ nhật với các cơ sở 170 và 60 mm và chiều cao 230 mm. Với một vết cắt, để lại khoản trợ cấp 0,5-0,7 mm về việc xử lý kết thúc: chúng phải thẳng và khớp chính xác đánh dấu.
Phần thứ ba là mặt phẳng nghiêng từ tấm ván ép có kích thước 230x150 mm. Nó được lắp đặt giữa các mặt nghiêng của các bức tường bên, trong khi các hình thang bên dưới dựa trên một mặt hình chữ nhật.
Nói cách khác, đế của máy là một loại nêm, nhưng mặt phẳng nghiêng nên biểu diễn trước 40 mm. Ở cuối bức tường bên, hoãn hai dòng với một vết lõm dày bằng gỗ dán làm đôi. Khoan trong mỗi tấm ba lỗ để buộc các bộ phận cho ốc vít. Chuyển mũi khoan đến các đầu của phần nghiêng, tạm thời kết nối các chi tiết cơ sở.
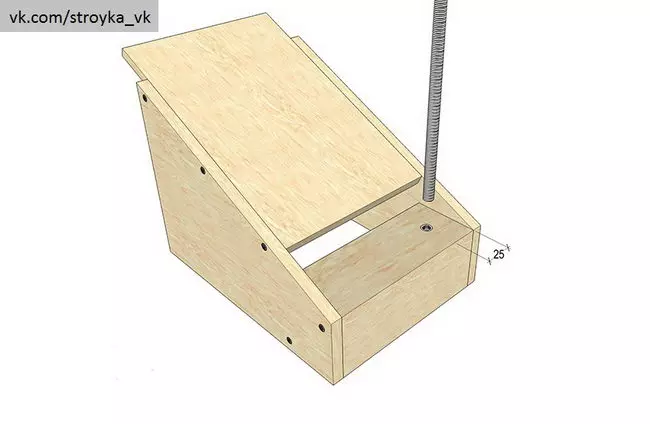
Ở mặt sau của các bức tường bên được kết nối bằng thanh 60x60 mm, được gắn vào đầu với hai ốc vít ở mỗi bên. Trong Bruke, bạn cần tạo một lỗ thẳng đứng 10 mm với thụt 50 mm từ trung tâm, đó là 25 mm từ rìa. Để tự tin vào chiều dọc, tốt hơn là khoan một mũi khoan mỏng ở cả hai bên, sau đó mở rộng. Trên cùng và dưới, vít hai hốc với ren bên trong M10 vào lỗ, và trong chúng - dài 10 mm stud dài 250 mm. Ở đây có thể cần phải điều chỉnh chiếc feutside thấp hơn một chút nếu chạm khắc của nó không phù hợp với kẹp tóc.
Bài viết về chủ đề: Phòng trẻ em dành cho nữ - 90 bức ảnh thiết kế tốt nhất. Sự kết hợp hoàn hảo giữa màu sắc và phong cách!

Thiết bị mang.
Xóa phần nghiêng phẳng khỏi đế - nó cần được sửa đổi bằng cách cung cấp công cụ sửa lỗi và kẹp công cụ.
Lúc đầu, đặt sang một bên cạnh cạnh trước của 40 mm và trên dòng này với một con dao hút, nhét một rãnh với độ sâu khoảng 2 mm. Dao cắt ngang hoặc giày từ cuối ván cắt hai lớp trên cùng của veneer, để mẫu được hình thành, vào đó bạn có thể đầu tư 2 mm tấm thép bằng một mặt phẳng chung.
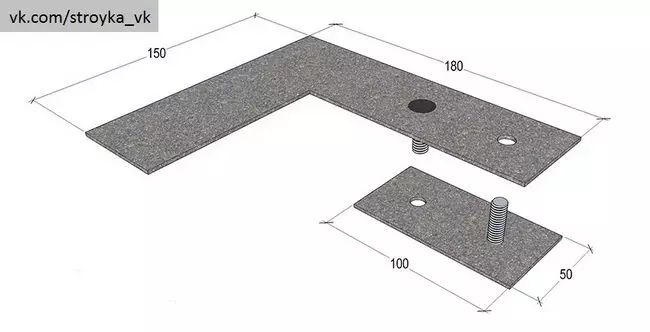
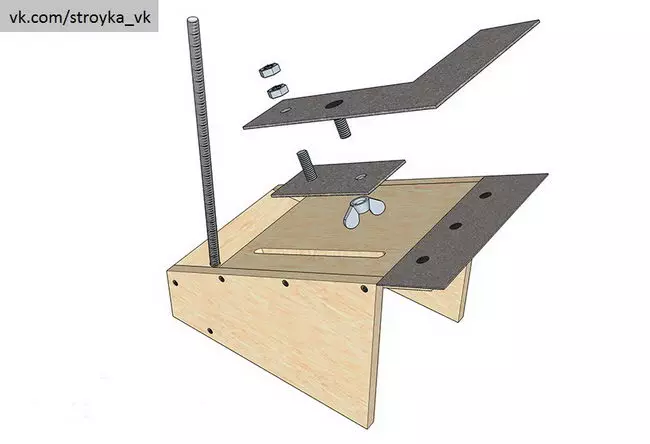
Bạn gái bao gồm hai thép thép 170x60 mm và 150x40 mm. Chúng cần được gấp lại với nhau dọc theo một lớp dài với các cặn đồng đều dọc theo các cạnh và tạo ra ba lỗ thông qua 6 mm. Các tấm ván cho các lỗ này cần phải chứa đầy bu lông, đặt mũ ở bên cạnh trên cùng, tấm lớn hơn. Hàn hồ quang bị rò rỉ từng chiếc mũ, hàn nó bằng một tấm, sau đó tháo dòng kim loại và dính tấm cho đến khi có được mặt phẳng phẳng hoàn toàn.
Gắn một tấm phản hồi hẹp hơn vào mẫu trên cạnh và chuyển các lỗ bằng máy khoan, sau đó buộc chặt các bu lông bạn gái. Trước khi cài đặt nó, nó cũng có thể được từ hóa với dòng điện không đổi, nó sẽ giúp làm sắc nét các lưỡi nhỏ.
Cơ chế cố định.
Phần thứ hai của bạn gái là một tấm ván kẹp. Nó cũng được làm bằng hai phần:
- Thanh hình chữ G trên 150x180 mm với chiều rộng của kệ khoảng 45-50 mm.
- Bố cục hình chữ nhật hình chữ nhật dưới 50x100 mm.
Chi tiết cần được gấp lại như cách các bộ phận của bạn gái được gấp lại, có phản ứng với cạnh tầm xa của máy ép trên cùng. Ở trung tâm, chúng tôi thực hiện hai lỗ với thụt 25 mm từ các cạnh của một phần nhỏ, thông qua chúng, chúng tôi được siết chặt bởi các bộ phận với hai bu lông 8 mm. Nó là cần thiết để bắt đầu chúng theo hướng ngược lại, trong khi chiếc mũ của Bolt trên (gần) được đặt ở phía bên của máy ép. Bolt Caps cũng được hàn vào các tấm và mài trước để có được các vòng gọn gàng.
Bài viết về chủ đề: Tổng quan về Keo Lưới CMC
Trên tấm nghiêng có vết lõm 40 mm từ cạnh, vuốt dòng bằng một dòng và tạo một 8 mm mở 25 mm từ các cạnh trên và dưới. Kết nối bố cục của cạnh của các lỗ và ghép hình, cắt giảm với trợ cấp. Groove kết quả được mang đến chiều rộng 8.2-8,5 mm.
Tạo một thanh kẹp và trả thù thông qua rãnh trong bàn. Topboard siết chặt bu lông đến đai ốc để máy bay giữ lại khả năng di động tối thiểu, sau đó sửa kết nối với đai ốc thứ hai. Để leo lên hoặc để lại thanh từ bên dưới (trong ngách gốc), vít các loại hạt hạt hạt đến bu lông thứ hai.
Điều chỉnh góc mài sắc.
Trên gót chân, vít vào thanh cơ sở, phác họa một máy giặt rộng và siết chặt đai ốc để thanh không biến thành niềm vui.
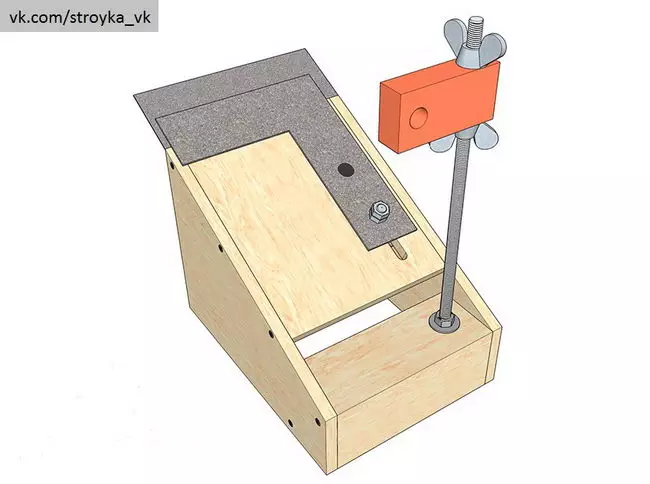
Các miếng đệm điều chỉnh phải được làm bằng một thanh nhỏ vật liệu rắn với kích thước khoảng 20x40x80 mm. Lấy carbit, textolite hoặc đá rắn rắn.
15 mm từ mép của khối được khoan ở đầu 20 mm ở cả hai bên, lỗ đang mở rộng đến 9 mm, sau đó cắt các sợi bên trong. Với thụt từ trục 50 mm từ lỗ của lỗ, thứ hai được khoan, nhưng trong một phần phẳng của phần, đó là, vuông góc với trước đó. Lỗ này nên có đường kính khoảng 14 mm, ngoài ra, cần phải giải quyết một rashpil tròn.
Khối đang uốn lượn trên gót chân, có thể điều chỉnh tương đối chính xác chiều cao của mắt mà không có hệ thống cố định vít phức tạp như trong máy gốc, trong thực tế, rất khó để thực hiện khó khăn hơn một chút. Để khối được cố định khi làm việc, cần phải liên hệ với hạt cừu M10 của cô ấy ở cả hai bên.
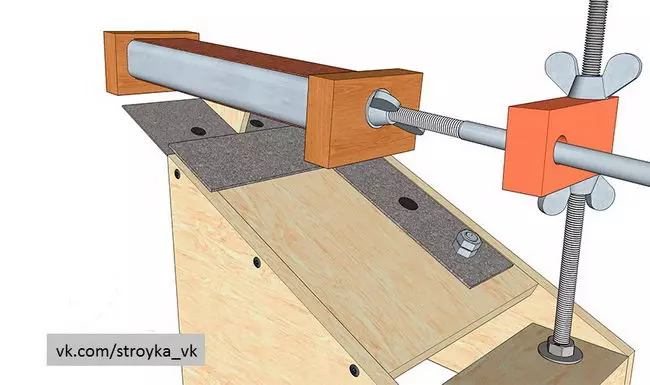
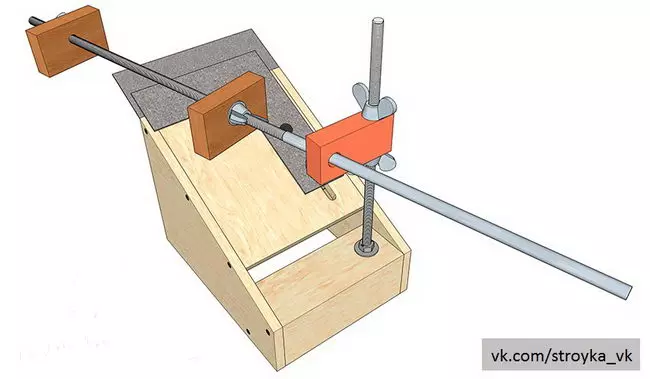
Vận chuyển và thanh thay thế.
Đối với một cỗ xe xay, bạn sẽ cần nấu 30 cm phân đoạn của Pylon M10 và một thanh mịn mịn với độ dày 10 mm. Hai viên pavers rắn với kích thước khoảng 50x80 mm dày lên đến 20 mm cũng cần thiết. Trong mỗi thanh ở trung tâm và với thụt 20 mm từ cạnh trên, 10 mm nên được thực hiện.
Bài viết về chủ đề: Làm thế nào để lắp ráp một chiếc ghế sofa từ pallet bằng tay của bạn?
Một con cừu hạt được làm mát tại quầy bar, sau đó là một máy giặt rộng và hai thanh, máy giặt và nut một lần nữa. Giữa các nét, bạn có thể kẹp đá mài hình chữ nhật, nhưng tốt hơn là tạo ra một số thanh mài có thể thay thế.
Làm cơ sở cho họ, lấy một hồ sơ nhôm nhẹ với một phần phẳng của chiều rộng 40-50 mm. Nó có thể là một ống hình chữ nhật hoặc phân đoạn của một hồ sơ carness cũ.
Phần phẳng của xoáy nước và nhờn, "khoảnh khắc" chúng tôi bám sát nó các dải giấy nhám của hạt ngũ cốc khác nhau từ 400 đến 1200 grit. Chọn một giấy nhám trên cơ sở khăn giấy, và trên một trong các thanh dán dải da lộn để chỉnh sửa các lưỡi dao mài mòn.
Làm thế nào để chỉ điểm chính xác.
Để mài sắc thích hợp, tạo ra một vài mẫu từ ván ép với 14-20 góc? Để cắt và 30-37? Đối với các cạnh chepping, góc chính xác phụ thuộc vào lớp thép. Sửa lưỡi dao song song với rìa của bạn gái và nhấn nó bằng một thanh. Điều chỉnh góc giữa các mặt phẳng của miếng mài và độ nghiêng của bảng.
Bắt đầu mài một thanh lớn (P400), nếu cạnh không có góc vuông. Dải dercent có hình dạng của một dải thẳng mà không xâm phạm và sóng. Giảm độ hạt và đi qua cả hai mặt của lưỡi cắt trước bởi P800 Brancom, và sau đó P1000 hoặc P1200. Khi mài lưỡi dao, giữ Bru với một chút nỗ lực trong cả hai hướng.
Sau khi mài lưỡi dao, bạn cần sửa thanh "Da", gây ra một lượng nhỏ dán GOE. Nếu các lưỡi dao được chỉnh sửa, chuyển động làm việc chỉ được gửi về phía cạnh (tự nó), nhưng không chống lại nó. Và, cuối cùng, một lời khuyên nhỏ: Nếu bạn làm sắc nét dao với các lưỡi kiếm và khắc, hãy nhìn vào chúng bằng scotch vẽ, để việc ép chặt lấy vết trầy xước. Ngoài ra, nó sẽ không ngăn chặn bề mặt của bạn gái Vinyl tự công nghệ.