
די קוואַליטעט פון סאַוון געהילץ דעפּענדס אויף די פּראָפּערטיעס פון קייַלעכיק געהילץ, מער גענוי, פֿון דעם בייַזייַן פון ווייסיז.

פון די וואונדער פון קייַלעכיק געהילץ, דאָס איז, די קוואַליטעט פון סאַוון געהילץ דעפּענדס אויף די בייַזייַן פון חסרונות.
אין די רעגולאַטאָרי דאַקיומענטיישאַן, די חסרונות זענען מער ווי 80, אָבער די טייפּס פון מאַטעריאַלס זענען באשלאסן דורך בלויז 10 טייפּס פון פלאָז (וואונדער).
דעריבער, איידער דילינג מיט די סאָרטינג פון סאַוון געהילץ, איר זאָל פֿאַרשטיין וואָס וואונדער פון קייַלעכיק וואַלד ווירקן דעם פּראָצעס.
אויף ווערייאַטיז פון קייַלעכיק וואַלד און סאַוון געהילץ
טכילעס ראַונדיד, דיפּענדינג אויף די בוים פון האָלץ, טיילן אין צוויי גרופּעס: קאַניפעראַס און דיסידזשואַס. דער ווייַטער שריט איז די אָפּטייל פון גרעב. פֿאַר ביידע גרופּעס פון געהילץ אין גרעב, דריי טייפּס זענען צוגעשטעלט: קליין, מיטל און גרויס.
לויט צו פּראַסעסינג, ראַונדינג איז צעטיילט אין פיר גרופּעס. עס קען זיין:
- נוצן אין אַ קייַלעכיק.
- יבערמאַכן אין האָלץ ערד אָדער ריסייקאַל אויף סעליאַלאָוס.
- ווענדן זיך אין אַ וואַניר פון פאַנטאַזיע אָדער פּלאַנינג.
- ווענדן אין געהילץ.
געהילץ איז צעטיילט אין פיר ווערייאַטיז:
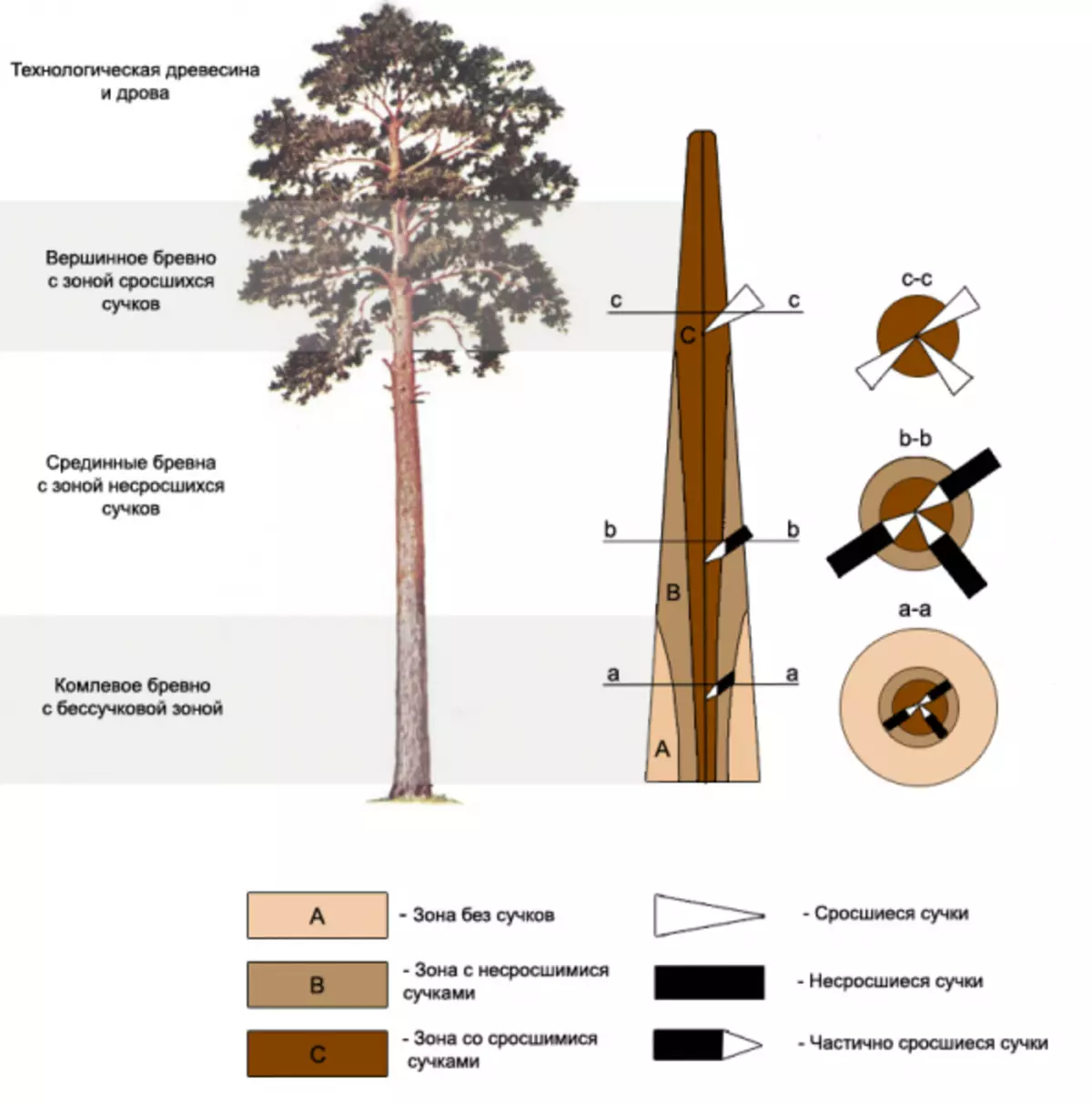
בילד 1. סכעמע פון סקוואַלז פון וויפּס.
- 1 מיינונג איז באקומען פון אַ קאָמפּאָזיציע טייל פון אַ קלאָץ, אין וואָס עס זענען פּראַקטאַקלי קיין הור;
- 2 גראַדס זענען באקומען פון אַ קאָמלעק און מידיאַן טייל מיט אַ קליין סומע פון הור;
- 3 און 4 גראַדס קענען זיין באקומען פון קיין טייל פון דער קלאָץ;
- די העכסטן, סעלעקטעד פאַרשידן איז כיילייטיד אין אַ באַזונדער קאַטעגאָריע.
די פאַרשיידנקייַט אין דעם פּראָצעס פון סאָרטינג סאַוון טימבער איז באשלאסן דורך:
- פֿאַר די ברעט - פֿאַר די ערגסט זייַט אָדער ברעג;
- פֿאַר אַ באַר אָדער באַר - פֿאַר די ערגסטע זייַט.
פון וואָס טייל פון די ספּיינאַל בייַטש וואָס געהילץ פאַרשיידנקייַט קענען זיין באקומען, פאַרשטיייק אין די בילד 1.
די הויפּט וואונדער פון פאָרטאַפאַקיישאַן זענען די פאלגענדע:
- נאַץ;
- שוועמל פּאַינטינג און פוילן;
- כעמיש קאָליר;
- טראַסעס לינקס דורך ינסעקץ;
- קראַקינג און דיפאָרמיישאַן;
- קאַנסאַקווענסאַז פון די ימפּערמאַנט פון די פאָרעם פון דעם שטאַם;
- פלאָז פון האָלץ סטרוקטור;
- ווונדז;
- נאַטירלעך (נאָרמאַל) האָלץ דיפּאַזאַץ;
- פּראַסעסינג חסרונות און אַריבערפירן שעדיקן.
אַרטיקל אויף דער טעמע: באַצייכענונג פון סאַקאַץ און סוויטשיז אויף קאַנסטראַקשאַן דראַווינגס און סקימז
אין דעם פּראָצעס פון סאָרטינג געהילץ ווי אַ רעזולטאַט, יעדער פאַרשיידנקייַט מוזן נאָכקומען מיט ספּעציפיש רעקווירעמענץ פֿאַר דער אַוועק פון פלאָז. מיר אָנווייַזן בלויז די באדערפענישן פֿאַר הור און קראַקס.
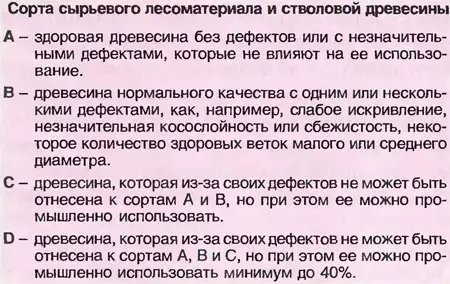
טיש פון רוי מאַטעריאַל און סטעם האָלץ.
סעלעקטיוו מיינונג. קיין ווייסאַז, אַחוץ פֿאַר הור, זענען נישט ערלויבט. דאַמפּס קענען זיין ניט מער ווי 2 פּער 1 עם לענג. פּאַרץ פון די הור זענען ערלויבט אויף די ריבס פון דעם ברעט, די גרייס פון וואָס איז נישט יקסיד 20% פון דיאַמעטער.
- 1 מיינונג. עס זאָל זיין קיין הור, דער דיאַמעטער פון וואָס יקסידז 10 מם, הור וואָס קענען פאַלן באַזונדער אין קיין צייט, און די דיפּרעשאַנז רוען פון די שוין דראַפּט הור. די גאַנץ לענג פון קראַקס (ניט-קראָססוויסע) זאָל נישט יקסיד אַ פערטל פון די מאַטעריאַל לענג.
- 2 מיינונג. עס זאָל ניט זיין קיין פאַל-אַראָפּ הור און געזונט הור, די דיאַמעטער פון וואָס יקסיד 20 מם. די גאַנץ לענג פון קראַקס (נישט דורך) זאָל נישט יקסיד די דריט פון די מאַטעריאַל לענג.
- 3 גראַדעס. כּמעט אַלע ווייסיז זענען ערלויבט.
- 4 גראַדעס. ווייסיז זענען דיפיינד נישט פֿאַר אַ באַזונדער פּראָדוקט, אָבער 1 מ 3 פון דעם מאַטעריאַל.
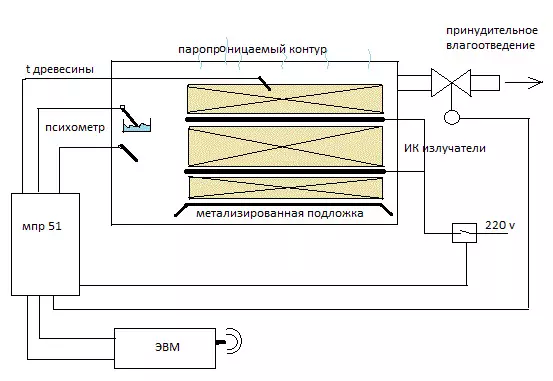
אָטאַמיישאַן פון טעקנאַלאַדזשיקאַל פּראָצעס פון סאָינג
איידער איר קאַנסידערינג די סאָרטינג פּראָצעס, עס איז קעדייַיק צו פאַרלייגן די אָטאַמייטיד קאָנטראָל סיסטעם (ACS) קייט פון האָלץ פּראַסעסינג אין די פאַרנעמונג, דאָס איז, קלאָץ מווומאַנץ צו אַרייַן די פאַרנעמונג צו פאַרטיק פּראָדוקטן. דאָס איז וואָס דעם סיקוואַנס קוקט ווי.
בוים שטאַם דיאַגראַמע.
- די ינקאַמינג מאַטעריאַל (לאָגס) רעגיסטרירן. דעם קענען זיין מאַניואַלי אָדער ניצן אַ אָטאַמאַטיק אַקסעפּטאַנס שורה.
- פאַנטאַזיע און סאָינג, למשל, אויף די באָרדז.
- גראָב סאָרטינג באָרדז מיט אַ היגע שורה.
- פידינג באָרדז צו ספּעציעל מאשינען וואָס פאָרעם אַ אָנלייגן ווייַטער אין די דריינג קראָם.
- דריינג באָרדז און זייער באַוועגונג אין סטאַקס אין די דריינג קראָם.
- פידינג באָרדז אויף אַ טרוקן סאָרט ליניע.
דערנאָך, די פאָרמירונג פון פּאַקאַדזשאַז איז דורכגעקאָכט אין לויט מיט די רעזולטאַטן פון די סאָרטינג.
עס טורנס אויס אַז די פאַרשפּרייטונג פון געהילץ אין ווערייאַטיז הייבט נאָך סאָינג די קלאָץ, דאָס איז, פֿון דער זעלביקער ראָונדער, איר קענען באַקומען אַ אַנדערש מאַטעריאַל אין קוואַליטעט, וואָס מאכט די טרוקן סאָרט שורה. אין די טעקנאַלאַדזשיקאַל קייט, די סאָרט ליניע איז ליגן נאָך דריינג.
אַרטיקל אויף דער טעמע: פליסיק טאַפּעטן. מייַלע און דיסאַדוואַנטידזשיז פון פליסיק טאַפּעטן
אַזאַ אַ פּלאַץ פון די היגע סאַבסיסטעם פון Salmasonry סאָרטינג אין די ACS טעקנאַלאַדזשיקאַל קייט אַלאַוז איר צו ידענטיפיצירן די הור דראַפּס פאַלן אַראָפּ נאָך דרייינג און נעגאַטיוו די אנדערע פלאָז און נעגאַטיוו די אנדערע פלאָז און נעגאַטיוו די אנדערע פלאָז.
אָטאַמיישאַן פון דעם פּראָצעס פון סאָרטינג סאַוון געהילץ
אין דעם פּראָצעס פון מאַנופאַקטורינג די ברעט, די סאָרטינג איז דורכגעקאָכט צוויי מאָל: צו דריינג און נאָך עס.
ווען פּריפּערינג פֿאַר דרייינג, פּאַרטיייש טרימינג פון באָרדז צו עלימינירן ווייסיז אין זייער ענדס זענען פּערפאָרמד. די באָרדז זענען אויסגעשטעלט דורך בוים ראַקס און אין די גרייס פון קרייַז-סעקשאַנז. נאָך דרייינג, זיי זענען אויסגעשטעלט אין קוואַליטעט און אין די לעצטע בינע איז געפירט אויס אין לענג.
די אָפּטייל אין די גרייס פון דעם קרייַז סעקשאַנז איז נייטיק פֿאַר די פאָרמירונג פון כאָומאַדזשיניאַס דריינג פּאַקיץ, וואָס זענען אויסגעקליבן דורך די קאָראַספּאַנדינג מאָדע און דריינג געדויער. די גרעב און ברייט זענען געמאסטן ערגעץ אויף די ברעט, אָבער נישט נעענטער צו 150 מם פון זייַן ענדס. פֿאַר נידעריק-קלאַס באָרדז, פּאַקידזשיז קענען בלויז זיין געשאפן אין חשבון זייער גרעב.
סכעמע פון סאַוון געהילץ.
אין דעם בינע, די שורה אָפּעראַטאָר האט באקומען די גרייס דאַטן, סענדז די פּראָדוקט צו די צונעמען פאָר, אין וואָס די ספּעסאַפייד נומער איז באשאפן, נאָך וואָס די פאָר איז געעפנט און די מאַטעריאַל אויף די קאַנווייער איז דירעקטעד צו די דריינג וואַרשטאַט. דריינג באַגס זענען געשאפן אין דער וואַרשטאַט.
די אָפּטייל פון געהילץ אין קוואַליטעט קענען זיין געפירט דורך די קאָנטראָללער ווען די באָרדז אויף די טראַמער טישן אין די סאָינג וואַרשטאַט. אָבער, אויף די טישן מער ווי 7-8 באָרדז פּער מינוט די קאָנטראָללער וועט נישט קענען צו סאָרט.
די הויפּט אָפּטייל איז דורכגעקאָכט אויף אַריבערפירן קאַנווייערז. קאָנטראָל איז געפירט דורך עטלעכע אַפּערייטינג קאַנטראָולערז. זיי זענען לאָוקייטאַד סאַקוואַנאַלי צוזאמען די קאַנווייער און מאַניואַלי טוישן די ריכטונג פון באַוועגונג פון די באָרדז צו די צונעמען פאָר.
דער אופֿן איז נישט בלויז נישט בלויז פֿון אָטאַמאַטיק, אָבער אויך עס איז אוממעגלעך צו רופן עס.
וועגן די אָטאַמיישאַן פון דעם פּראָצעס קענען זיין געזאָגט אויב די באָרד אַנפאָולדז בעשאַס די קאַנווייער באַוועגונג, אַזוי אַז דער אָפּעראַטאָר האט די געלעגנהייט צו דורכקוקן די ברעט פון אַלע זייטן און באַשלאָסן צו זיין אַטריביאַטאַד צו, שיקן עס צו די צונעמען פאָר. צו טאָן דאָס, אויף די קאַנווייער עס זענען אַ טשיבער, וואָס ער קאָנטראָלס.
אַרטיקל אויף דער טעמע: מיר דורכפירן די באַלקאָן ענדיקן ריכטיק: יקערדיק כּללים
דער אָפּעראַטאָר קען זיין דיסקרעשאַן טוישן די טייפּס פון באָרדז. מאל עס כאַפּאַנז אַז, גענומען אין חשבון די גאנצע לענג, די באָרד קאָראַספּאַנדז צו די 3 קלאַס. אָבער עס איז אַ פּלאַנעווען פון גענוג לענג אין וואָס די נומער פון חסרונות טרעפן די באדערפענישן פון אַ העכער קלאַס.
עס איז קלאָר אַז דער אופֿן פון אָפּטייל אין ווערייאַטיז איז ינקפעקטיוו און איז פּאַסיק בלויז פֿאַר פּראָדוקציע מיט אַ קליין באַנד פון פּראָדוקטן. פֿאַר גרויס זעגמיל ענטערפּריסעס, עס איז עקאַנאַמיקלי אַדוואַנטיידזשאַס צו שאַפֿן אָטאַמאַטיק שורות.