
锯材的质量取决于圆形木材的性质,更精确地从恶魔的存在中。

从圆形木材的迹象,即锯材的质量取决于存在缺陷。
在监管文件中,缺陷超过80,但材料类型仅由10种类型的缺陷(符号)确定。
因此,在处理锯材的排序之前,您应该了解圆形森林的迹象会影响此过程。
在圆形森林和锯材的品种
最初圆润,取决于木材树,分为两组:针叶树和落叶。下一步是厚度的分割。对于两组木材厚度,提供三种类型:小,中等和大。
通过处理类型,舍入分为四组。有可能:
- 在一轮上使用。
- 转变为纤维素的木材地面或再循环。
- 通过想象力或刨刨地进入贴面。
- 变成木材。
木材分为四个品种:
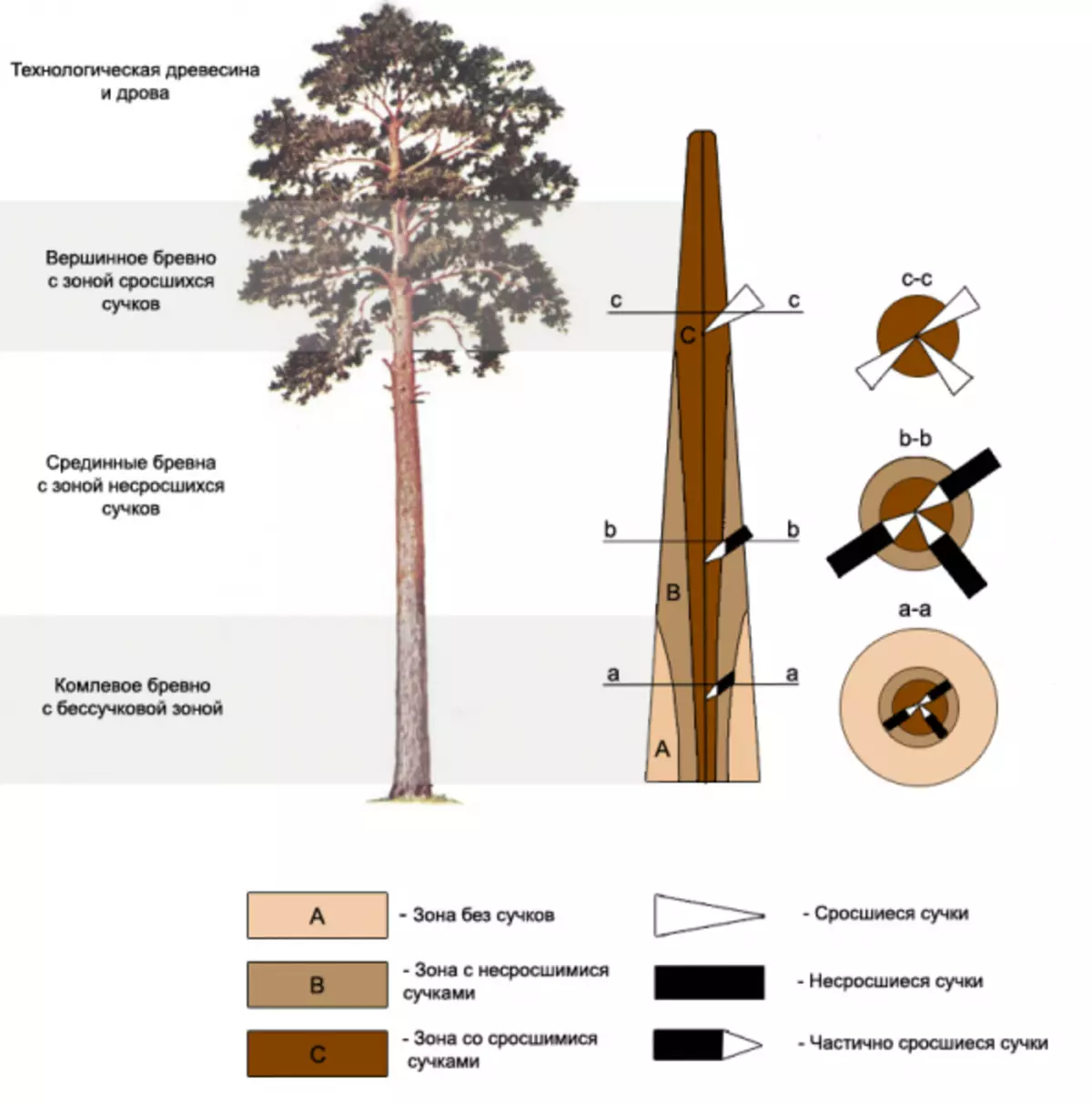
图像1.鞭子的比例。
- 从日志的汇编部分获得1等级,其中几乎没有婊子;
- 2级从具有少量婊子的Comlek和中位数获得;
- 可以从日志的任何部分获得3和4级;
- 在单独的类别中突出显示最高的选择品种。
排序锯材的过程中的变化由:
- 对于董事会 - 对于最糟糕的一侧或边缘;
- 对于一个酒吧或酒吧 - 对于最糟糕的一面。
可以从可以获得木材旋转的脊髓鞭的部分,在图像1中可以理解。
强化的主要迹象如下:
- 结;
- 蘑菇绘画和腐烂;
- 化学颜色;
- 昆虫留下的痕迹;
- 开裂和变形;
- 躯干形状损害的后果;
- 木结构的缺陷;
- 伤口;
- 天然(普通)木矿床;
- 加工缺陷和运输损坏。
关于主题的文章:套接字和施工图纸和方案的开关
在整理木材的过程中,每个种类必须符合没有缺陷的特定要求。我们只表示母狗和裂缝的要求。
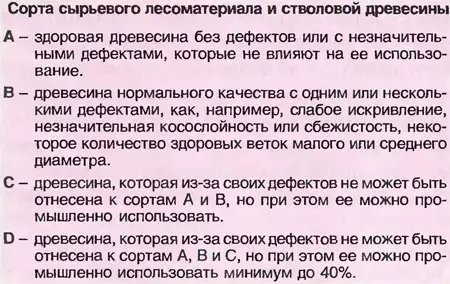
原料和词根的等级表。
选择性等级。不允许除了母狗外,没有恶习。转储不能超过每1米长度2。允许母脚的部件在板的肋骨上,其尺寸不超过其直径的20%。
- 1年级。不应该没有婊子,直径超过10毫米,可以随时崩溃的婊子,并且留下已经掉落的婊子。裂缝的总长度(非横向)不应超过材料长度的四分之一。
- 2年级。应该没有下拉婊子和健康的婊子,直径超过20毫米。裂缝的总长度(未通过)不应超过材料长度的三分之一。
- 3等级。允许几乎所有的恶习。
- 4等级。恶习定义不适用于特定产品,而是由1 M3的材料。
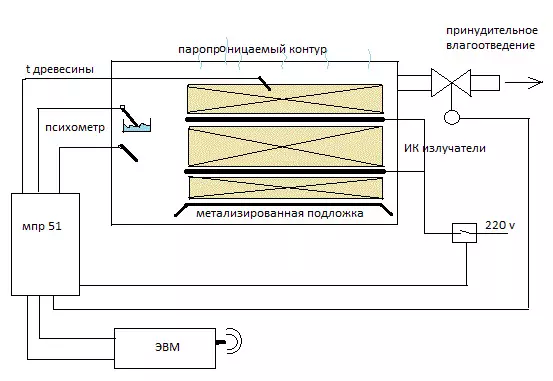
锯切技术过程的自动化
在考虑排序过程之前,建议在企业中的木材加工的自动控制系统(ACS)链中建立其位置,即日志移动从企业进入成品。这是这个序列的样子。
树干图。
- 传入的材料(日志)寄存器。这可以手动或使用自动验收线来完成。
- 例如,幻想和锯切在董事会上。
- 使用本地线的原油排序板。
- 进料板以进一步进入干燥店的特殊机器。
- 干燥板及其在干燥店内的堆叠中的运动。
- 在干燥排序线上的喂食板。
接下来,根据分选结果进行包装的形成。
事实证明,在锯切日志后,品种中的木材的分布开始,即从同一个圆角开始,您可以在质量上获得不同的材料,这使得干燥排序线。在技术链中,排序线在干燥后位于。
关于主题的文章:液体壁纸。液体壁纸的优势和缺点
在ACS技术链中的锯片本地子系统的这种地方可以识别干燥后的婊子下降,并负载另一个缺陷。
分拣木材的自动化过程
在制造板的过程中,分拣进行两次:干燥和之后。
在制备干燥时,执行用于在其末端消除虎叶的板的部分修整。板由树岩和横截面的大小排序。干燥后,它们以质量和最后阶段分类,长度进行。
横截面尺寸的划分是形成均匀干燥包的必要条件,其通过相应的模式和干燥持续时间选择。厚度和宽度在电路板上的任何地方测量,但距离其端部的任何地方不得更接近150毫米。对于低档板,只能考虑其厚度来形成包装。
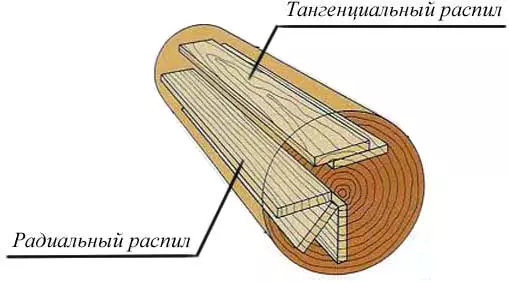
锯材方案。
在此阶段,已经接收到大小数据的线路运算符将产品发送到适当的驱动器,其中创建指定的数量,之后打开驱动器,并且传送带上的材料被引导到干燥车间。在车间形成干燥袋。
当探测车间巡航台上的电视台上的电路板时,控制器可以通过控制器进行质量的划分。但是,在表格上超过7-8个电路板每分钟,控制器将无法排序。
主划分在运输输送机上进行。控制由几个操作控制器进行。它们沿着输送机依次定位,手动将电路板的移动方向改变为适当的驱动器。
这种方法不仅是从自动而不是自动的,而且还不可能称之为。
关于该过程的自动化可以说如果板在输送机运动期间展开,使操作员有机会从各个方面检查电路板,并决定将其归因于哪个课程,将其发送到适当的驱动器。为此,在传送带上有一个智者,他控制。
关于主题的文章:我们执行阳台完成:基本规则
操作员可以自行决定改变电路板的类型。有时会发生这种情况,考虑到整个长度,电路板对应于第三类。但是有足够的足够长度的曲线,其中缺陷的数量符合更高级别的要求。
很明显,这种在品种中的这种方法是不可或缺的,仅适用于生产少量产品的生产。对于大型锯木厂企业,在经济上创造自动线是有利的。