
Kualitas kayu gergajian tergantung pada sifat-sifat kayu bundar, lebih tepatnya, dari adanya kejahatan.

Dari tanda-tanda kayu bundar, yaitu, kualitas kayu gergajian tergantung pada adanya cacat.
Dalam dokumentasi peraturan, cacat lebih dari 80, tetapi jenis bahan ditentukan hanya 10 jenis cacat (tanda).
Oleh karena itu, sebelum berurusan dengan penyortiran kayu gergajian, Anda harus memahami tanda-tanda hutan bundar yang memengaruhi proses ini.
Pada varietas hutan bundar dan kayu gergajian
Awalnya dibulatkan, tergantung pada pohon kayu, bagi menjadi dua kelompok: konifer dan gugur. Langkah selanjutnya adalah pembagian ketebalan. Untuk kedua kelompok kayu dalam ketebalan, tiga jenis disediakan: kecil, sedang dan besar.
Menurut jenis pemrosesan, pembulatan dibagi menjadi empat kelompok. Bisa jadi:
- Gunakan dalam putaran.
- Berubah menjadi tanah kayu atau daur ulang pada selulosa.
- Berubah menjadi veneer dengan imajinasi atau perencanaan.
- Berubah menjadi kayu.
Kayu dibagi menjadi empat varietas:
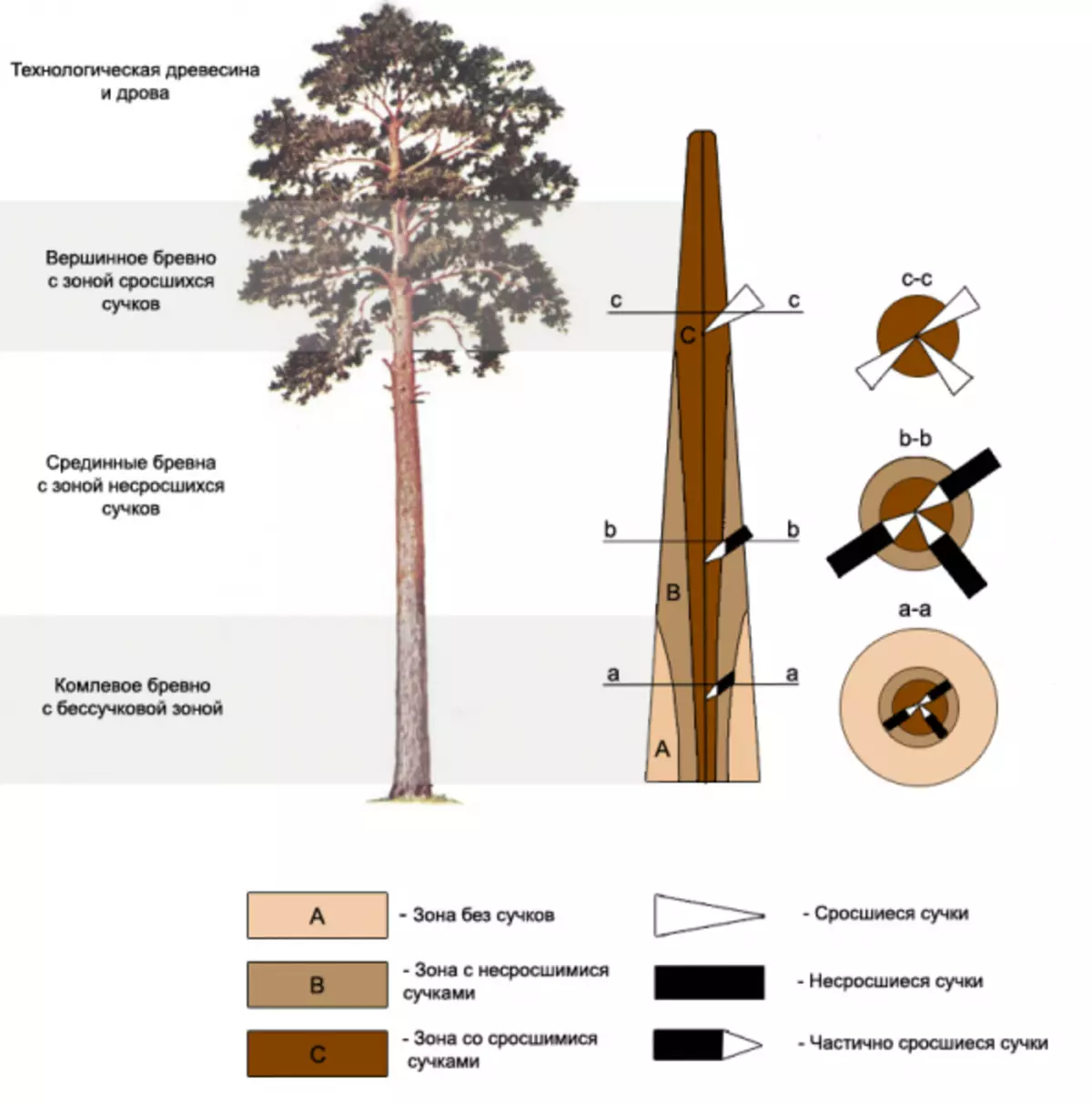
Gambar 1. Skema penjilambahan cambuk.
- 1 kelas diperoleh dari bagian kompensi dari log, di mana praktis tidak ada jalang;
- 2 lulusan diperoleh dari bagian comlek dan median yang memiliki sedikit pelacur;
- 3 dan 4 lulusan dapat diperoleh dari bagian log;
- Variasi tertinggi yang dipilih disorot dalam kategori terpisah.
Variasi dalam proses menyortir kayu gergajian ditentukan oleh:
- untuk papan - untuk sisi atau tepi terburuk;
- Untuk bar atau bar - untuk sisi terburuk.
Dari bagian mana dari cambuk tulang belakang yang dapat diperoleh variasi kayu, dapat dimengerti dalam gambar 1.
Tanda-tanda utama benteng adalah sebagai berikut:
- knot;
- Lukisan jamur dan busuk;
- Warna kimia;
- jejak yang ditinggalkan oleh serangga;
- retak dan deformasi;
- konsekuensi dari gangguan bentuk batang;
- kekurangan struktur kayu;
- luka;
- Deposit kayu alami (normal);
- Pemrosesan cacat dan kerusakan transportasi.
Artikel tentang topik: Penunjukan soket dan sakelar pada gambar dan skema konstruksi
Dalam proses menyortir kayu sebagai hasilnya, setiap variasi harus memenuhi persyaratan spesifik untuk tidak adanya kekurangan. Kami menunjukkan hanya persyaratan untuk menyebalkan dan retak.
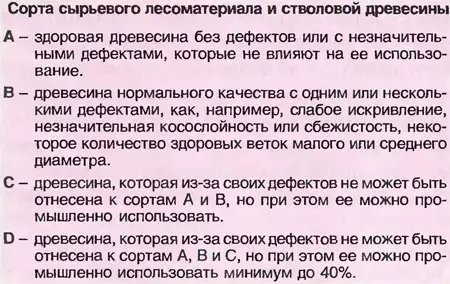
Tabel nilai bahan baku dan kayu batang.
Kelas selektif. Tidak ada kejahatan, kecuali untuk wanita jalang, tidak diizinkan. Dump bisa tidak lebih dari 2 per 1 m panjang. Bagian dari jalang diizinkan pada tulang rusuk papan, ukurannya tidak melebihi 20% diameternya.
- 1 kelas. Seharusnya tidak ada jalang, diameter yang melebihi 10 mm, jalang yang bisa berantakan setiap saat, dan depresi yang tersisa dari jalang yang sudah jatuh. Total panjang retakan (non-crosswise) tidak boleh melebihi seperempat panjang material.
- 2 kelas. Seharusnya tidak ada jalang drop-down dan jalang sehat, diameternya melebihi 20 mm. Total panjang retakan (bukan melalui) tidak boleh melebihi sepertiga dari panjang material.
- 3 nilai. Hampir semua sifat buruk diizinkan.
- 4 nilai. Vices didefinisikan bukan untuk produk tertentu, tetapi dengan 1 m3 dari bahan.
Otomatisasi proses teknologi menggergaji
Sebelum mempertimbangkan proses penyortiran, disarankan untuk menetapkan tempatnya dalam rantai pemrosesan kayu otomatis (ACS) di perusahaan, yaitu, gerakan log masuk ke perusahaan jadi. Inilah urutan urutan ini.
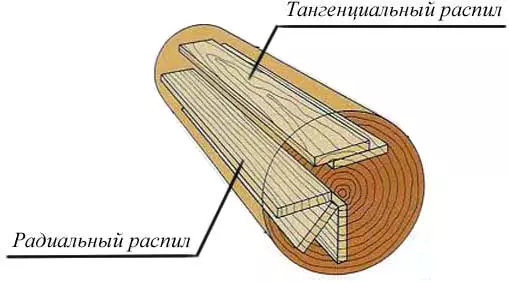
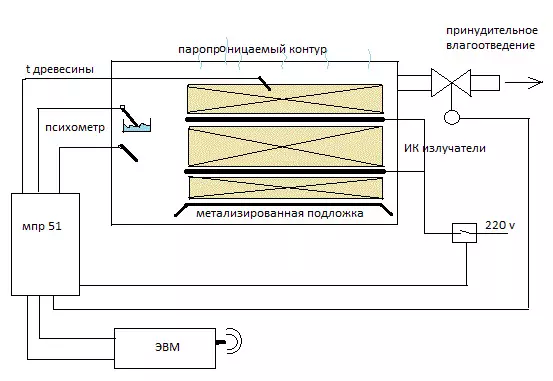
Diagram trunk pohon.
- Daftar bahan (log) yang masuk. Ini dapat dilakukan secara manual atau menggunakan jalur penerimaan otomatis.
- Fantasi dan menggergaji, misalnya, di papan.
- Papan penyortiran mentah menggunakan garis lokal.
- Papan makan ke mesin khusus yang membentuk tumpukan lebih jauh ke dalam toko pengeringan.
- Papan pengeringan dan gerakan mereka dalam tumpukan di dalam toko pengeringan.
- Papan makan pada garis sortir kering.
Selanjutnya, pembentukan paket dilakukan sesuai dengan hasil penyortiran.
Ternyata distribusi kayu dalam varietas dimulai setelah menggergaji log, yaitu, dari bulat yang sama, Anda bisa mendapatkan material yang berbeda dalam kualitas, yang membuat garis sortir kering. Dalam rantai teknologi, garis sortet terletak setelah pengeringan.
Artikel tentang Topik: Wallpaper Liquid. Keuntungan dan Kerugian dari wallpaper cair
Tempat-tempat semacam itu dari subsistem lokal penyortiran Sawmasonry dalam Rantai Teknologi ACS memungkinkan Anda untuk mengidentifikasi drop jalang turun setelah pengeringan dan negatif kelemahan lainnya.
Otomatisasi proses penyortiran kayu gergajian
Dalam proses pembuatan papan, penyortiran dilakukan dua kali: untuk pengeringan dan setelahnya.
Saat menyiapkan pengeringan, parsial memotong papan untuk menghilangkan sifat buruk pada tujuan mereka dilakukan. Papan diurutkan berdasarkan batu pohon dan dalam ukuran penampang. Setelah pengeringan, mereka disortir dalam kualitas dan pada tahap terakhir dilakukan dengan panjang.
Divisi dalam ukuran bagian silang diperlukan untuk pembentukan paket pengeringan homogen, yang dipilih dengan mode yang sesuai dan durasi pengeringan. Ketebalan dan lebarnya diukur di mana saja di papan tulis, tetapi tidak lebih dekat hingga 150 mm dari ujungnya. Untuk papan kelas rendah, paket hanya dapat dibentuk dengan mempertimbangkan ketebalannya.
Skema kayu gergajian.
Pada tahap ini, operator lini, setelah menerima data ukuran, mengirimkan produk ke drive yang sesuai, di mana nomor yang ditentukan dibuat, setelah itu drive dibuka dan material pada konveyor diarahkan ke bengkel pengeringan. Tas pengeringan terbentuk di bengkel.
Divisi kayu dalam kualitas dapat dilakukan oleh controller ketika papan pada tabel tremer di bengkel menggergaji. Namun, pada tabel lebih dari 7-8 papan per menit controller tidak akan dapat mengurutkan.
Divisi utamanya dilakukan pada konveyor transportasi. Kontrol dilakukan oleh beberapa pengontrol operasi. Mereka terletak secara berurutan di sepanjang konveyor dan secara manual mengubah arah pergerakan papan ke drive yang sesuai.
Metode ini tidak hanya tidak hanya dari otomatis, tetapi juga tidak mungkin untuk menyebutnya.
Tentang otomatisasi proses dapat dikatakan jika papan terungkap selama gerakan konveyor sehingga operator memiliki kesempatan untuk memeriksa papan dari semua sisi dan, memutuskan ke kelas mana yang akan dikaitkan dengan, mengirimkannya ke drive yang sesuai. Untuk melakukan ini, pada conveyor ada chiber, yang dia kontrol.
Artikel tentang topik: Kami melaksanakan finish balkon dengan benar: aturan dasar
Operator mungkin atas kebijaksanaannya mengubah jenis papan. Kadang-kadang terjadi itu, dengan mempertimbangkan seluruh panjang, papan sesuai dengan kelas 3. Tetapi ada plot panjang yang cukup di mana jumlah cacat memenuhi persyaratan kelas yang lebih tinggi.
Jelas bahwa metode divisi dalam varietas ini secara komponek dan hanya cocok untuk produksi dengan volume kecil produk. Untuk perusahaan penggergajian besar, secara ekonomi menguntungkan untuk membuat garis otomatis.