
파이프 굽힘 유형의 선택은 귀하의 기술 및 경제적 기회에 달려 있습니다. 드라이브, 전기 또는 유압, 제조에서 수동으로 벤딩을 파이프하기가 더 비싸고 더 어려운 파이프 벤더.
파이프 굽힘의 그림

차고에서도 수동 튜브 벤딩을 만들 수 있으며 용접을 사용할 수있는 경우이 장치가 훨씬 쉽게 할 수 있습니다. 수동 튜브 벤딩은 40x40x2 mm까지 파이프를 구부릴 수 있습니다. 가능하고 큰 크기.
이 수제 도구로 구성된 주요 부품과 매듭은 무엇입니까? 그리고 그들의 약속은 무엇입니까? 이것은 첫 번째 뺨입니다. 전체 메커니즘이 부착됩니다. 두 번째 비디오에서. 롤러 3. 첫 번째 롤러는 중앙 구부리기입니다. 이 비디오는 전원 나사에 연결된 플러그에 설치됩니다. 나사가 회전하면 중앙 롤러가 파이프에 압력을 가할 것입니다.
두 개의 롤러가 더 많습니다. -지지 파이프가 있습니다. 롤러 사이의 거리는 뺨의 홈의 길이 내에서 다양 할 수 있습니다. 우리의 경우 중앙 롤러가 회전합니다. Rarlik, 회전, 파이프를 움직입니다. 전원 나사를 1 ~ 2 회전으로 조이면 각 통로 후에 파이프가 원하는 굴곡 각도가 얻어 질 때까지 점점 더 굽습니다. 전원 나사에 너트를 올바른 위치에 설치하여 여러 가지 구부러진 파이프를 만들 수 있습니다. 다음 파이프가 유연 할 때 나사가 멈출 때까지만 도달합니다.
프로필 파이프 용 파이프 벤더
적응의 기초는 뺨입니다. 오른쪽과 뺨의 뺨은 서로 엄격하게 대칭이어야합니다. 드로잉 뺨은 필요하지 않습니다. 그 양식은 설명에서 이해할 수 있습니다. 뺨을 고려하십시오. 뺨의 빌렛은 강철 6mm 시트로 만들어집니다. 두꺼운. 빌렛에는 사다리꼴 형태가 있습니다. 하위베이스 = 530 mm. 상단베이스 = 90 mm. 높이 = 262 mm.
하위 기지에서 2 개의 홈 폭 20.5mm를자를 필요가 있습니다. 그루브의 한면은 사다리꼴의 기저부와 일치합니다. 그루브 사이의 크기는 280mm입니다. 각 홈의 길이는 88mm입니다. 홈을 잘라 낼 수 있습니다. 뺨의 바닥까지 63 x 63 x 6의 모서리가 530mm의 길이를 부착해야합니다. 연결 방법 - 용접. 구석의 벽이 뺨 잎의 지속적이되도록 요리해야합니다. 즉, 잭의 용접입니다. 이제 다른 Groove - Central을자를 필요가 있습니다. 그루브의 너비는 20.5mm입니다. 코너의 바닥에서 40 밀리미터의 홈이 시작됩니다. 전체 길이 PAZ = 175 mm. 극단적 인 구멍은 뚫어야하며 그루브의 측면은 전기 들소로 잘라낼 수 있습니다.
이제 12.5mm의 직경을 고정하기 위해 구멍의 뺨을 수행해야합니다. 구석의 바닥에서 20 밀리미터의 하부 4 구멍의 축. 첫 번째 구멍은 모서리의 수직 가장자리에서 14 밀리미터입니다. 제 2 개구의 수직축은 제 1 축에서 108 밀리미터이다. 반면에 뺨은 두 개의 구멍을 반복해야합니다. 13 밀리미터 당 뺨의 상단 기반 아래에서 직경 12.5mm의 2 개의 구멍을 수행해야합니다. 구멍의 수직축 사이 - 48mm의 거리. 구멍의 축은 뺨의 축에 비해 대칭입니다.
주제에 관한 기사 : 목재에 대한 모리드 : 물 기반의 색상, 당신의 손으로 흰색, 사진 오일 및 표백 된 오크, 토닝
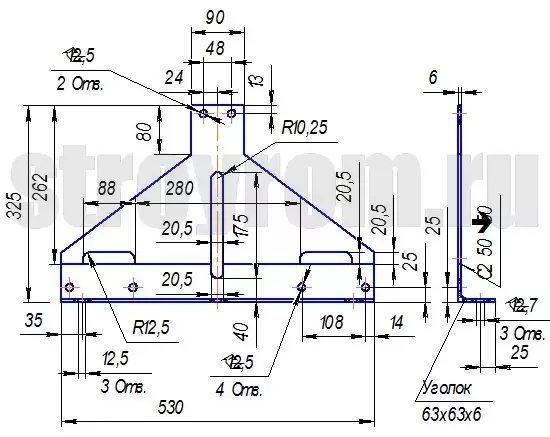
워크 벤치에 파이프 벤딩을 고정하기 위해 각 "발"각도에 직경이 12.5mm 인 3 개의 구멍을 뚫어야합니다.
우리는 뺨을 준비하고 있습니다.
노동자 매듭
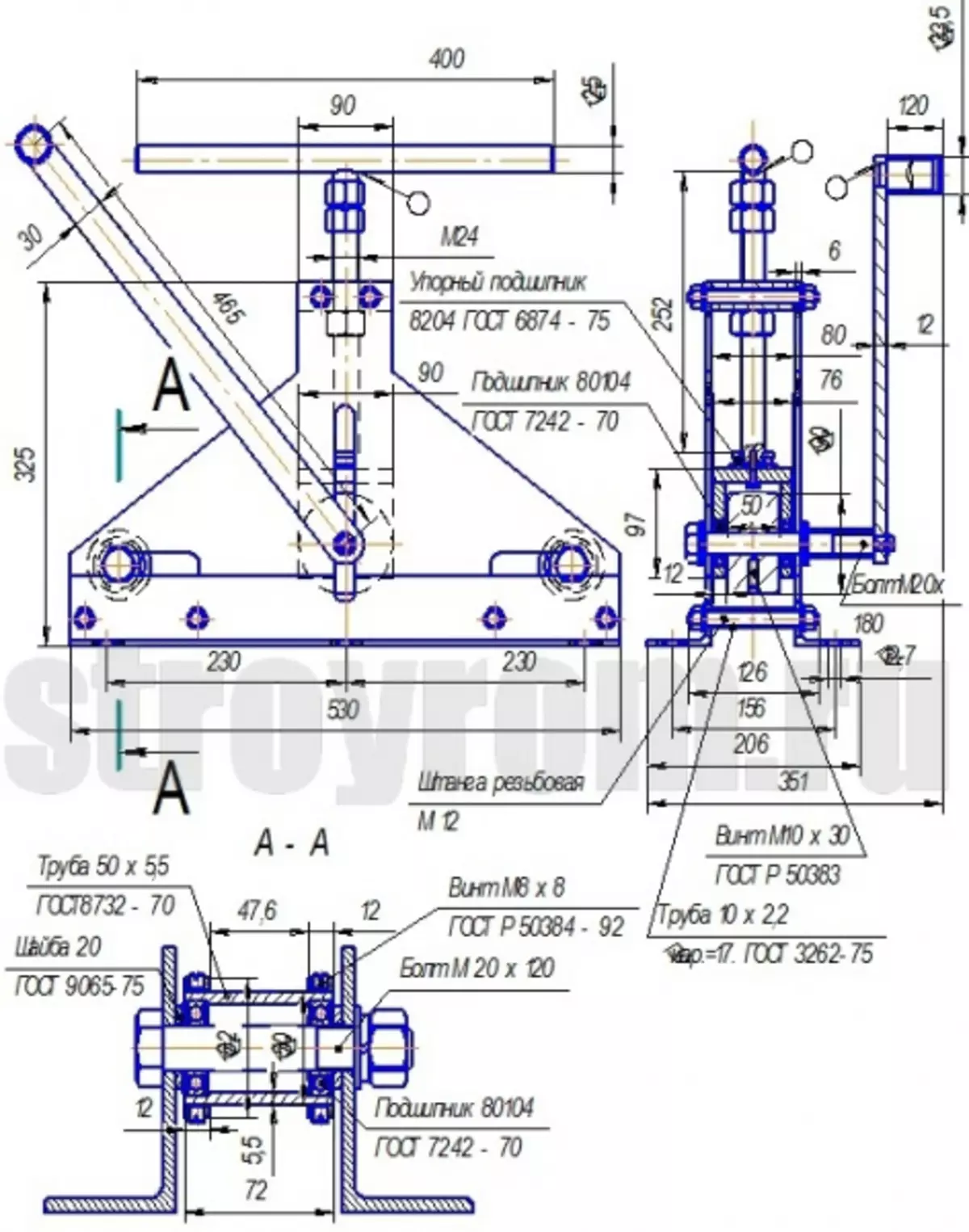
작동 매듭의 그림은 필요하지 않습니다. 그 장치는 그 작업의 설명에서 분명합니다. 부품의 도면은 스케치 형태로 만들 수 있습니다. 노드는 다음과 같이 작동합니다. 전원 나사의 손잡이를 회전시킬 때 트래버스의 너트를 통해 나사를 누르고 플러그를 누르면 중앙 롤러의 플러그가 누르면 2 개의 다른 롤러를 기반으로 프로파일 튜브를 누릅니다. 이 상호 작용의 결과로 파이프가 시작됩니다. 전력 롤러의 손잡이가 눌러서 파이프가 움직입니다. 파이프는 이동 중에 휨을 얻습니다.
작동 매듭의 중요한 부분은 수제 전원 나사입니다. 그것의 기초는 나사 막대 M24 x 2의 세그먼트이다. 용접은 스크류의 상단부를로드 세그먼트와 25 밀리미터 및 200mm 길이로 연결한다. 이것은 그의 손잡이입니다. 다른 쪽 끝에서 스크류를 따라 나사를 따라 나사를 따라 절단하는 데 필요합니다.이 나사를 포크에 고정하기위한 스레드. 두 개의 너트가 손잡이 아래에 나사로 나사로 망 쳐집니다. 이것들은 멈 춥니 다.
상부 이송은 폭 82 밀리미터, 길이 90 밀리미터, 두께 25mm의 크기를 가져야합니다. 그 중심에서 - 직경이 26mm 인 구멍. 대부분은 패스너의 통과를 위해 직경 12.5 밀리미터의 직경을 갖는 2 번 구멍을 만들어야합니다. 구멍 사이의 거리 48 mm. 나사의 이송 아래에는 다른 1 개의 너트를 감싸고 트래버스와 연결됩니다. 연결 방법 - 용접.
롤러 디자인

이 설계에서 노드의 설계에서 중앙 롤러는 수제뿐만 아니라 그것이 앉아있는 롤러를 사용합니다. 그들의 제조를 위해 익숙한 회전에 연락해야합니다. 그리고 그들을 도면이나 적어도 스케치하는 것이 좋을 것입니다. 롤러는 직경 90 밀리미터, 폭 50mm입니다. 20mm의 개구의 직경. 그것은 베어링의 종류와 연결되어 있으며, 이는 플러그의 벽에 매우 편리합니다. 베어링 유형 80104 GOST 7242-70은 두 개의 보호 와셔가 동일한 두께를 갖습니다. 이것들은 그들 중 가장 적합한 베어링이 사야 할 것입니다. 베어링의 내경은 20mm입니다. 동일한 직경은 비디오를 통과하는 롤러를 가지고 있습니다. 드라이브가 롤러에 핸들 드레스를 끕니다. 그리고 비디오가 롤러를 켜지 않도록 원추형으로 3 M8 잠금 나사로 고정되어야합니다.
하단 롤러를 만들기 위해 터너로 다시 전환해야합니다. 그를 위해, 당신은 그림을 만들거나 적어도 스케치를 만들어야합니다. 토카는 원하는 물질을 선택하는 데 도움이 될 것입니다. 1 롤러 당 80104 GOST 7242 - 70 및 볼트 M20 x 120 mm의 2 가지 베어링 만 구입해야합니다.
군단 조립
주제에 관한 기사 : 나무를위한 모리드 - 그것이 무엇인지 그리고 자신을 만드는 방법

몸체 굽힘 체는 스크레이머 슬리브가있는 나사 막대 M12의 스터드에 조립됩니다. 스터드 수 - 6 개. 물 파이프는 외경 17 밀리미터 및 2.2mm의 벽을 갖는 슬리브에 적합합니다. 소매의 길이 80 mm. 번호 - 4 개.
기성품 파이프 벤딩을 수집함으로써 직접이 장치를 사용하여 온실 호, 테이블, 의자 (파이프 40 x 40 x 2mm) (용접가 필요), 장식 울타리, 금속으로 만든 조제 프레임, 문 및 많은 다른 흥미로운 것들. 사물의.