
Լարերը միացնելու ամենահուսալի եղանակներից մեկը `զոդում: Այս գործընթացը, որում երկու դիրիժորների միջեւ տարածքը լցված է հալած զոդով: Միեւնույն ժամանակ, վաճառողի հալման կետը պետք է ցածր լինի հալած մետաղների հալման կետից: Տանը, զոդող երկաթը առավել հաճախ օգտագործվում է `էլեկտրաէներգիայի գործածող փոքր սարք: Նորմալ գործողության համար զոդող երկաթի ուժը պետք է լինի առնվազն 80-100 W:
Այն, ինչ ձեզ հարկավոր է զոդման երկաթե երկաթի համար
Բացի զոդման երկաթից, ձեզ հարկավոր են զոդեր, վարդագույն կամ հոսք, ցանկալի է կանգնել: Աշխատանքի գործընթացում կարող է պահանջվել փոքր ֆայլ եւ փոքր անցումներ:

Ամենից հաճախ մենք պետք է զոդենք պղնձի լարերը, օրինակ, ականջակալների վրա, կենցաղային տեխնիկայի վերականգնում եւ այլն:
Rosin եւ Fluxes
Լարերի լավ կապ ստանալու համար անհրաժեշտ է դրանք մաքրել աղտոտումից, ներառյալ օքսիդի ֆիլմը: Եթե մոնո-երակները դեռ կարողանան ձեռքով մաքրել, ապա խցանված դիրիժորները նորմալ չեն կարողանա մաքրել: Դրանք սովորաբար բուժվում են Rosin կամ Flux - ակտիվ նյութեր, որոնք լուծում են աղտոտումը, ներառյալ օքսիդի ֆիլմը:
Եվ վարդը եւ հոսքերը լավ են աշխատում, միայն ավելի հեշտ օգտագործման համար կան, կարող եք խոզանակ դնել լուծույթի մեջ եւ արագ մշակել լարերը: Ռոզինում անհրաժեշտ է տեղադրել դիրիժորը, ապա տաքացնել այն զոդող երկաթով, որպեսզի հալած նյութը գայլի մետաղի ամբողջ մակերեսը: Հոսքերի օգտագործման բացակայությունը. Եթե նրանք մնան լարերի վրա (եւ նրանք մնում են), աստիճանաբար քայքայում են հարակից կեղեւը: Որպեսզի դա տեղի չի ունենում, բոլոր զոդման տեղերը պետք է մշակվեն `լվացեք հոսքի ալկոհոլի մնացորդները:

Զոդման զոդման համար զոդման համար զոդում եւ հոսք
Rosin- ը համարվում է համընդհանուր միջոց, եւ հոսքերը կարող են ընտրվել `կախված մետաղից, որը պատրաստվում է զոդում: Լարերի դեպքում դա պղնձի կամ ալյումին է: Պղնձի եւ ալյումինե լարերի համար վերցրեք Flux LTI-120 կամ Buru: Rosin- ի եւ Denatured ալկոհոլի տնական հոսքը (1-ից 5) շատ լավ է աշխատում եւ պարզապես պատրաստում է իրենց ձեռքերով: Ալկոհոլում ավելացրեք վարդին (ավելի լավ փոշի կամ դրա շատ փոքր կտորներ) եւ թափահարեք `լուծարելու համար: Այնուհետեւ այս կազմը կարող եք մշակել դիրիժորներ եւ շրջադարձեր նախքան զոդելը:
Հոդված թեմայի վերաբերյալ. Ականջակալների նորոգում
Զոդման երկաթի պղնձի լարերով զոդող զոդում օգտագործվում է 60, PIAC 50 կամ POS 40 - թիթեղյա կապարի միջոցով: Ալյումինի համար ցինկի վրա հիմնված կոմպոզիցիաները ավելի հարմար են: Առավել տարածված - CO-12 եւ P250A (TIN- ից ցինկից), ապրանքանիշը A (ցինկ եւ անագ `պղնձի հավելումով), կենտրոնական ժողով (ցինկով):
Հարմար է օգտագործել զինվորը Rosin- ով
Շատ հարմար է օգտագործել վաճառողներ, որոնք ներառում են Ռոզին (երեկոյան 61): Այս դեպքում այն անհետանում է Rosin- ում յուրաքանչյուր դիրիժոր առանձին վերամշակելու անհրաժեշտությունը: Բայց բարձրորակ զոդման համար զոդող երկաթը պետք է ունենա հզոր մեկ `80-100 Վ, որը կարող է արագորեն տաքացնել պահանջվող ջերմաստիճանների տեղում:
Օժանդակ նյութեր
Որպեսզի զոդեք զոդման երկաթե մետաղալարերը, ավելի շատ անհրաժեշտ են.
- Կանգնել: Դա կարող է լինել մետաղի մեջ ամբողջությամբ կամ փայտե / պլաստիկ կանգառի վրա, մետաղական կրողներ `զոդող երկաթի համար: Այն նաեւ հարմար է, եթե Rosin- ի համար կա մի փոքր մետաղական տուփ:

Զոդման երկաթը ավելի հարմար է տիեզերական տնական եւ գործարանով `ոչ շատ կարեւոր
- Ֆայլ: Աշխատանքից առաջ զոդող երկաթը սրվում է: Այն պետք է լինի հարթ եւ մաքուր, առանց Նագարի հետքերով: Ապա հեշտությամբ գլորվում է:

Այսպիսով, դուք պետք է խստացնեք զոդման երկաթի ցավը
- Պասատիա: Զոդման ժամանակ լարերը պահեք ձեր մատներով լարերը. Պղնձը եւ ալյումինը ունեն բարձր ջերմային հաղորդունակություն, ինչը հանգեցնում է մոտակա կայքերի արագ ջեռուցման: Հետեւաբար, զոդող երկաթե մետաղալարեր ավելի հարմար է, եթե դրանք պահում են անցումը: Միայն գործիքը պետք է լինի մանրանկարչություն, բարակ բռնակներով եւ սպունգերով: Սկզբունքորեն, հնարավոր է օգտագործել պինցետներ, բայց դրա վերեւում (որտեղ այն պահվում է ձեր մատներով), ցանկալի է տեղադրել ջերմային նեղացման խողովակի վրա. Պողպատը նույնպես արագորեն տաքացվում է:

Passatia - լարեր պահել
Flux- ի մաքրման համար կարող է պահանջվել ալկոհոլ, մեկուսացման համար `էլեկտրական ժապավեն կամ նեղացրեք խողովակներ տարբեր տրամագծերի խողովակներ: Դա բոլոր նյութերն ու գործիքներն են, առանց որի երկաթյա մետաղալարն անհնար է:
Էլեկտրական զամբյուղի զոդման գործընթացը
Զոդման բոլոր տեխնոլոգիաների բոլոր լարերը կարող են բաժանվել մի քանի անընդմեջ քայլերի: Բոլորն էլ կրկնվում են հատուկ հաջորդականությամբ.
- Դիրիժորների պատրաստում: Երբ լարեր է անցկացնում լարերը, դրանք ազատվում են մեկուսացումից: Դրանից հետո օքսիդի ֆիլմը նրանցից հանվում է, որպեսզի մեխանիկական հեռացվի: Կարող եք օգտագործել փոքր հացահատիկով մանր կտոր: Մետաղը պետք է փայլի եւ լինի թեթեւ:
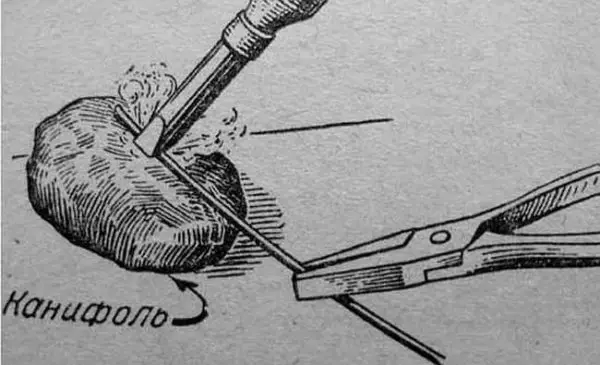
- Թիթեղ He եռուցող երկաթը տաքացրեք Rosin- ի հալման կետին (երբ շոշափում է, այն սկսում է ակտիվորեն հալվել): Վերցրեք դիրիժորը, բերեք մի կտոր վարդագույն, տաքացրեք զոդող երկաթը, որպեսզի մետաղալարերի բոլոր ուժեղագույն մասը ընկղմվի Ռոզինում: Այնուհետեւ զոդող երկաթի խայթոցի վրա մի կաթիլ մի կաթիլ վերցրեք եւ տարածեք դիրիժորի բուժված մասի վրա: Զինվորը արագորեն տարածվում է, ծածկելով բարակ շերտի մետաղալար: Որպեսզի այն բաշխվի ավելի արագ եւ հավասարաչափ, մետաղալարերը մի փոքր շրջվում են: Տեսնելուց հետո պղնձի դիրիժորները կորցնում են կարմրություն, դառնալով արծաթ: Այսպիսով, կարգավորեք բոլոր լարերը, որոնք պետք է զով մնան
Փոխարինող մնացորդ
- Թվարկված դիրիժորները միասին ծալվում են, ուղղելով դրանք մատներով, որպեսզի նրանք ամուր իրենց զգան: Եթե զոդելը պետք է լինի մեծ երկարություն, կարող եք շրջադարձ կատարել: Տեղադրված դիրիժորները պահելով, նրանք վերցնում են զամբյուղը, սեղմեք այն զոդման վայրում, որոշակի ջանքեր գործադրելով: Միեւնույն ժամանակ, ջեռուցման վայրը ջեռուցվում է, սկսում է եռացնել վարդը, տարածվում է զոդում: Երբ նա ընդգրկում է ամբողջ գոտին, հաղորդակցիչների միջեւ հաշվառում է, կարելի է համարել, որ դիրիժորների զոդող երկաթը ավարտված է: Դրանք որոշ ժամանակ անշարժ են պահվում, մինչդեռ զոդը չի սառչում (գործընթացը արագացնելու համար այս վայրում):
Այստեղ, իրականում, ամեն ինչ: Նույն կերպ, երկու կամ ավելի լարերը կարող են զոդված լինել, մետաղալարերը կարող են զտել ինչ-որ տեսակի կոնտակտային պահոցում (օրինակ, ականջակալներ զոդում), մետաղալարերը եւ այլն ,
Ավարտելուց հետո զոդում է զոդում երկաթե մետաղալարերը եւ նրանք սառչում էին, կապը պետք է մեկուսացվի: Կարող եք քամել մեկուսացումը, կարող եք հագնել, իսկ հետո տաքացնել ջերմության նեղացման խողովակը: Եթե մենք խոսում ենք էլեկտրագծերի մասին, դուք սովորաբար խորհուրդ եք տալիս նախատել ժապավենի մի քանի պտույտներ, եւ վերեւում `ջերմության նեղացման խողովակ հագնելու համար:
Տարբերություններ տեխնոլոգիա, երբ հոսում է հոսել
Եթե օգտագործվում է ակտիվ հոսք, եւ ոչ թե վարդին, փոխվում է մետուրն գործընթացը: Մաքրված դիրիժորը քսում է կազմը, որից հետո նա տաքացնում է զոդող երկաթը փոքր քանակությամբ: Ավելին, ամեն ինչ նկարագրված է:

Skinger Flux- ով `ավելի արագ եւ հեշտ
Կան տարբերություններ եւ երբ հոսում են հոսքով շրջադարձեր: Այս դեպքում դուք չեք կարող շրջել յուրաքանչյուր մետաղալար, բայց շրջվել, ապա մշակել հոսքը եւ անմիջապես սկսել զոդում: Դիրիժորները նույնիսկ չեն կարող մաքրվել. Ակտիվ կոմպոզիցիաները էներգիայում են օքսիդի ֆիլմը: Փոխարենը, զոդման վայրը ստիպված կլինի սրբել `լվանալ քիմիապես ագրեսիվ նյութերի մնացորդները:
Թողված լարերի զոդման առանձնահատկությունները
Վերը նկարագրված զոդման տեխնոլոգիան հարմար է Monashed- ի համար: Եթե մետաղալարերը խցանված են, կան նրբություններ. Հաղորդալարերը պտտվում են բեռնախցիկից առաջ, այնպես որ կարող եք բարձրացնել ամեն ինչ վարդի մեջ: Զինվորը կիրառելիս անհրաժեշտ է ապահովել, որ յուրաքանչյուր փակցնելը ծածկված էր զոդի բարակ շերտով: Սառչելուց հետո լարերը կրկին թեքվում են մեկ կապի մեջ, ապա կարող եք զոդել զոդող երկաթը, ինչպես նկարագրված է վերը, տաքացնելով բծախնդրության մեջ եւ կիրառել թիթեղը:

Երբ խցանված լարերը պետք է «բմբուլ լինեն»
Հնարավոր է, որ պղնձի մետաղալարերը ալյումինով
Քիմիապես ակտիվ մետաղների հետ ալյումինե կապը չի կարող ուղղակիորեն իրականացվել: Քանի որ պղինձը քիմիապես ակտիվ է, ապա պղինձը եւ ալյումինը միացված չեն եւ չեն զմռոտում: Գործը չափազանց տարբեր ջերմային հաղորդունակության եւ տարբեր հոսանքների մեջ: Երբ ընթացիկ անցնում է, ալյումինը ավելի ու ավելի է ընդլայնվում: Պղինձը ջեռուցվում է եւ զգալիորեն ավելի քիչ է ընդլայնվում: Մշտական ընդլայնում / տարբեր աստիճանի նեղացումը հանգեցնում է նրան, որ նույնիսկ ամենալավ կապը կոտրված է, ձեւավորվում է տոքսահանող ֆիլմ, ամեն ինչ դադարում է աշխատել: Քանի որ պղինձը եւ ալյումինը չեն զմռոտում:
Եթե այդպիսի անհրաժեշտություն առաջանում է կապել պղնձի եւ ալյումինե դիրիժորները, կազմեք կապակցված կապ: Վերցրեք պտուտակ `համապատասխան ընկույզով եւ երեք լվացարաններով: Միացման լարերի ծայրերում ձեւավորվում են օղակների չափսերով: Վերցրեք պտուտակը, դրեք մեկ փխրուն, ապա դիրիժորը, մեկ այլ պարկ, հաջորդ դիրիժոր, վերեւում `երրորդ լվացքը եւ ամեն ինչ ամրացնում է ընկույզը:

Ալյումինե եւ պղնձի դիրիժորները չեն կարող զոդել
Ալյումինե եւ պղնձի գծերը համատեղելու եւս մի քանի եղանակներ կան, բայց զոդումն իրենց վրա չի տարածվում: Կարող եք կարդալ այլ եղանակների մասին այստեղ, բայց պտուտակն ամենապարզ եւ հուսալի է:
Հոդված թեմայի վերաբերյալ. Flexible կուն Plinth. Ինչպես թեքել սեռի համար, փորձագիտական խորհրդատվություն